Rotary Ultrasonic Machining Tool for Ceramics And Glass Materials Milling / Drilling
Introduction
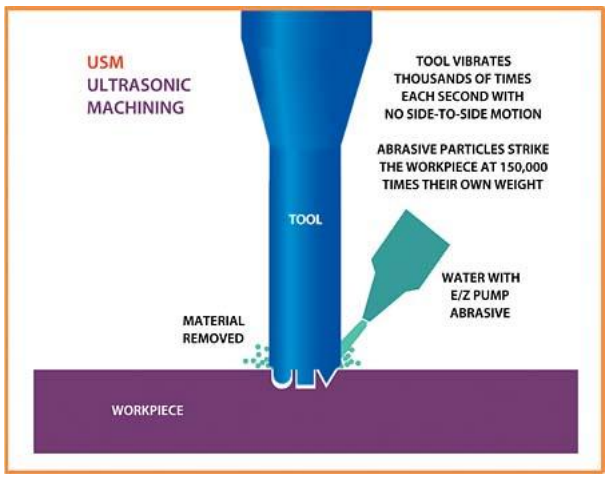
In rotary ultrasonic vibration machining , the vertically oscillating tool is able to revolve about the vertical center line of the tool. Instead of using an abrasive slurry to remove material, the surface of the tool is impregnated with diamonds that grind down the surface of the part. Rotary ultrasonic machines are specialized in machining advanced ceramics and alloys such as glass, quartz, structural ceramics, Ti-alloys, alumina, and silicon carbide. Rotary ultrasonic machines are used to produce deep holes with a high level of precision.
Rotary ultrasonic vibration machining is a relatively new manufacturing process that is still being extensively researched. Currently, researchers are trying to adapt this process to the micro level and to allow the machine to operate similar to a milling machine.
Rotary ultrasonic machining technology is one of the effective methods for processing engineering ceramics, but there are problems such as complicated tool making and serious tool wear during processing, which seriously limits its application in the processing of complex cavity ceramic parts. Rotating ultrasonic forming with a simple tool like a milling cutter is a viable method for solving complex cavity machining in ultrasonic waves in recent years.
Parameters of Ultrasonic Machining:
The ultrasonic vibration machining method is an efficient cutting technique for difficult-tomachine materials. It is found that the USM mechanism is influenced by these important parameters.
Amplitude of tool oscillation(a0)
Frequency of tool oscillation(f)
Tool material
Type of abrasive
Grain size or grit size of the abrasives – d0
Feed force - F
Contact area of the tool – A
Volume concentration of abrasive in water slurry – C
Ratio of workpiece hardness to tool hardness; λ=σw/σt
| Item | Parameter |
| Abrasive | Boron carbide, aluminium oxide and silicon carbide |
| Grit size(d0) | 100 – 800 |
| Frequency of vibration (f) | 19 – 25 kHz |
| Amplitude of vibration (a) | 15 - 50 µm |
| Tool material | Soft steel titanium alloy |
| Wear ratio | Tungsten 1.5:1 and glass 100:1 |
| Gap overcut | 0.02-0.1 mm |
Features:
Simple installation
Improve the surface integrity of the material being processed for true cold cutting
Reduce the cutting resistance during tool processing and reduce the residual stress on the surface of the machined material
High-speed machine tool processing can be used to improve machining efficiency in low-speed machine applications
Customized JT, BT, HSK, straight shank and other specifications according to the user's machine tool spindle
Suitable for hard and brittle materials, such as: glass, ceramic lamps are more difficult to process materials.



























































