Machining Ceramics with Rotary Ultrasonic Machining Processing with Low-frequency
Introduction
Ultrasonic machining is a mechanical type non-traditional machining process. It is employed to machine hard and brittle materials (both electrically conductive and non conductive material) having hardness usually greater than 40 HRC. The process was first developed in 1950s and was originally used for finishing EDM surfaces. In ultrasonic machining, tool of desired shape vibrates at ultrasonic frequency ( 19 to 25 kHz. ) with an amplitude of 15-50 Microns over work piece. Generally tool is pressed down with a feed force F. Between the tool and work, machining zone is flooded with hard abrasive particles generally in the form of water based slurry. As the tool vibrates over the work piece, abrasive particles acts as indenter and indent both work and tool material . Abrasive particles , as they indent , the work material would remove the material from both tool and work piece. In Ultrasonic machining material removal is due to crack initiation, propagation and brittle fracture of material. USM is used for machining hard and brittle materials, which are poor conductors of electricity and thus cannot be processed by Electrochemical machining ( ECM) or Electro discharge machining (EDM). The tool in USM is made to vibrate with high frequency on to the work surface in the midst of the flowing slurry. The main reason for using ultrasonic frequency is to provide better performance. Audible frequencies of required intensities would be heard as extremely loud sound and would cause fatigue and even permanent damage to the auditory apparatus.
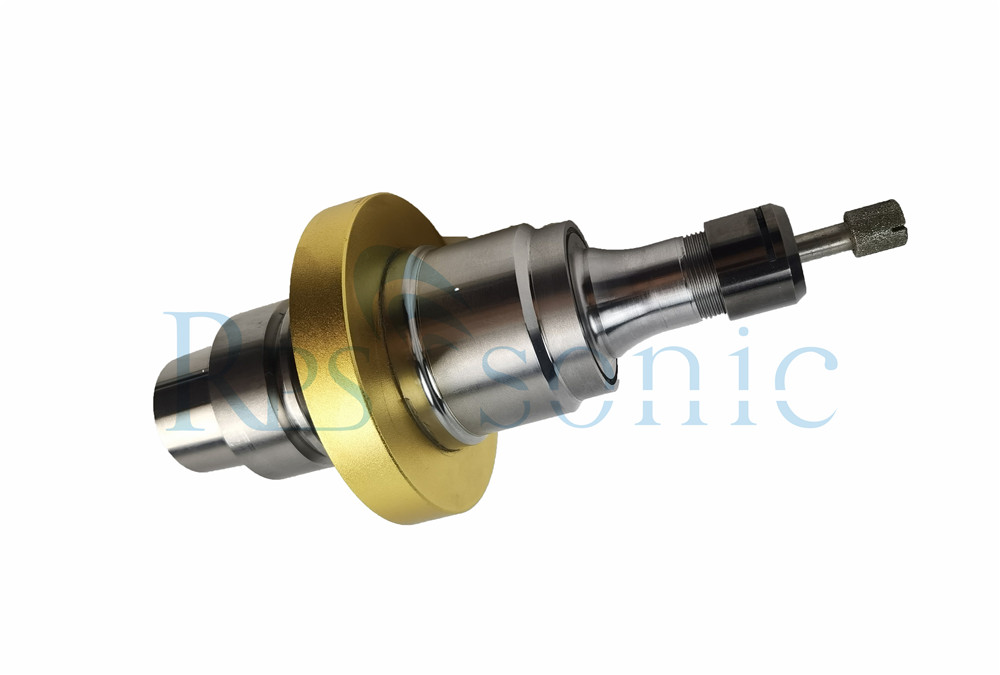
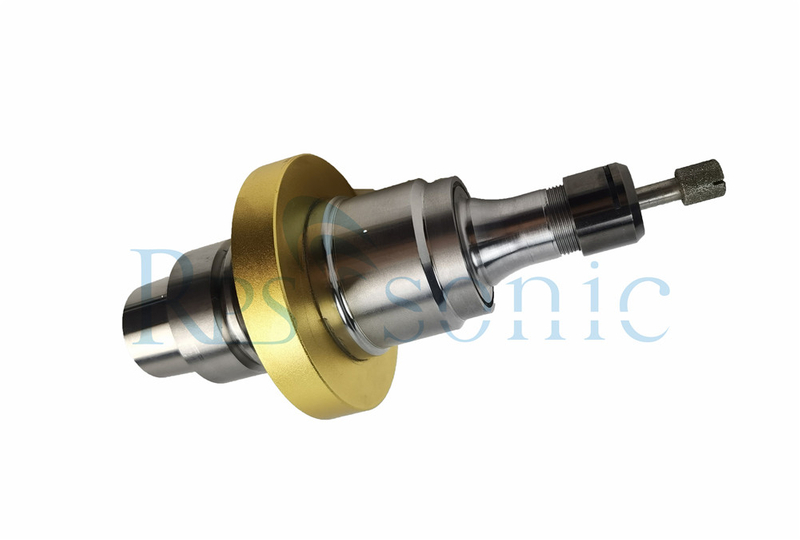
In the UM process, a low-frequency electrical signal is applied to a transducer, which converts the electrical energy into high-frequency (~20 KHz) mechanical vibration (see Figure 2). This mechanical energy is transmitted to a horn and tool assembly and results in a unidirectional vibration of the tool at the ultrasonic frequency with a known amplitude. The standard amplitude of vibration is typically less than 0.002 in. The power level for this process is in the range of 50 to 3000 watts. Pressure is applied to the tool in the form of static load.
A constant stream of abrasive slurry passes between the tool and the workpiece. Commonly used abrasives include diamond, boron carbide, silicon carbide and alumina, and the abrasive grains are suspended in water or a suitable chemical solution. In addition to providing abrasive grain to the cutting zone, the slurry is used to flush away debris. The vibrating tool, combined with the abrasive slurry, abrades the material uniformly, leaving a precise reverse image of the tool shape.
Ultrasonic machining is a loose abrasive machining process that requires a very low force applied to the abrasive grain, which leads to reduced material requirements and minimal to no damage to the surface. Material removal during the UM process can be classified into three mechanisms: mechanical abrasion by the direct hammering of the abrasive particles into the workpiece (major), micro-chipping through the impact of the free-moving abrasives (minor), and cavitation-induced erosion and chemical effect (minor).2
Material removal rates and the surface roughness generated on the machined surface depend on the material properties and process parameters, including the type and size of abrasive grain employed and the amplitude of vibration, as well as material porosity, hardness and toughness. In general, the material removal rate will be lower for materials with high material hardness (H) and fracture toughness (KIC).
Parameters of Ultrasonic Machining:
The ultrasonic vibration machining method is an efficient cutting technique for difficult-tomachine materials. It is found that the USM mechanism is influenced by these important parameters.
Amplitude of tool oscillation(a0)
Frequency of tool oscillation(f)
Tool material
Type of abrasive
Grain size or grit size of the abrasives – d0
Feed force - F
Contact area of the tool – A
Volume concentration of abrasive in water slurry – C
Ratio of workpiece hardness to tool hardness; λ=σw/σt
| Item | Parameter |
| Abrasive | Boron carbide, aluminium oxide and silicon carbide |
| Grit size(d0) | 100 – 800 |
| Frequency of vibration (f) | 19 – 25 kHz |
| Amplitude of vibration (a) | 15 - 50 µm |
| Tool material | Soft steel titanium alloy |
| Wear ratio | Tungsten 1.5:1 and glass 100:1 |
| Gap overcut | 0.02-0.1 mm |

Features:
Simple installation
Improve the surface integrity of the material being processed for true cold cutting
Reduce the cutting resistance during tool processing and reduce the residual stress on the surface of the machined material
High-speed machine tool processing can be used to improve machining efficiency in low-speed machine applications
Customized JT, BT, HSK, straight shank and other specifications according to the user's machine tool spindle
Suitable for hard and brittle materials, such as: glass, ceramic lamps are more difficult to process materials.