Français
Vues : 52 Auteur : Éditeur du site Heure de publication : 2019-09-12 Origine : Site
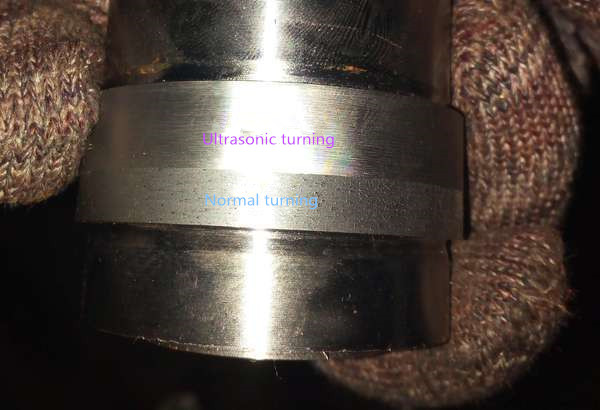
Dans l'usinage par ultrasons, l'alimentation électrique haute fréquence est connectée à un transducteur ultrasonique, qui convertit l'oscillation électrique en vibration mécanique ultrasonique de même fréquence perpendiculaire à la surface de la pièce. Son amplitude de racine n'est que de 0,005 à 0,01 mm, puis amplifiée à 0,05 à 0,1 mm par un cornet pour entraîner la face d'extrémité de l'outil pour les vibrations ultrasoniques. À ce moment, l'outil de suspension abrasive (abrasif, eau ou kérosène, etc.) impacte en continu les particules abrasives de la suspension à grande vitesse sous la vibration ultrasonore et une certaine pression, et agit comme une zone de traitement pour déformer le matériau jusqu'à ce qu'il se brise en particules et en poudre. Dans le même temps, l'agitation continue de la suspension abrasive favorise le polissage abrasif à grande vitesse de la surface de la pièce, et le phénomène de cavitation provoqué par les vibrations ultrasoniques forme une cavité liquide sur la surface de la pièce, ce qui provoque l'infiltration du liquide mélangé dans l'espace du matériau de la pièce, et la fermeture instantanée de la cavité produit un fort impact hydraulique, qui renforce la pièce de polissage mécanique. L'effet du matériau est également bénéfique pour l'agitation uniforme de la suspension abrasive dans la zone de traitement et l'élimination des produits traités. Car la suspension abrasive continue de circuler. Renouvellement continu des abrasifs. Le but de l’usinage par ultrasons est réalisé en éliminant continuellement les produits traités. En un mot, l'usinage par ultrasons est le résultat d'une érosion complète des particules abrasives en suspension abrasive par impact, polissage et cavitation sous vibration ultrasonique. Parmi eux, l'impact abrasif est dominant. Par conséquent, les matériaux cassants et durs sont plus facilement détruits par impact, ils sont donc particulièrement adaptés au traitement par ultrasons.
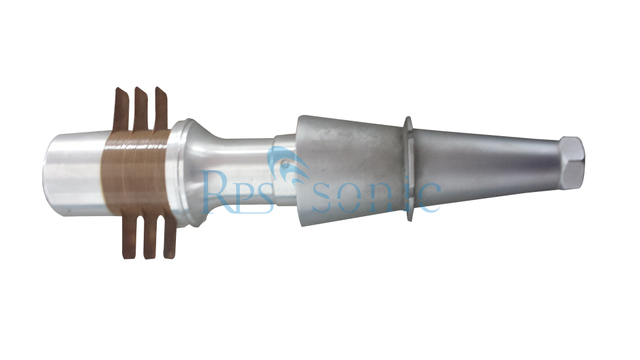
L'oscillation électrique à haute fréquence produite par le générateur ultrasonique (la fréquence est généralement de 16 à 25 kHz, la fréquence de soudage peut être plus élevée) est appliquée au transducteur ultrasonique (voir figure), qui convertit l'oscillation électrique à haute fréquence en vibration ultrasonique. La vibration ultrasonore agrandit l'amplitude (la double amplitude est de 20 à 80 microns) à travers le cornet et entraîne l'outil qui est pressé sur la surface de la pièce sous une certaine pression statique pour produire la vibration de fréquence correspondante. L'extrémité de l'outil martèle la pièce en continu à travers l'abrasif, ce qui fait que le matériau de la pièce dans la zone de traitement se brise en particules très fines et élimine la suspension abrasive en circulation. L'outil pénètre progressivement dans la pièce et traite la forme correspondante de l'outil.
Cela n'est pas limité par le fait que le matériau soit conducteur ou non de l'électricité.
Les outils ont peu d'effet macro-force et thermique sur les pièces, ils peuvent donc traiter des pièces à parois minces, à fentes étroites et en feuilles minces.
Plus la fragilité du matériau traité est grande, plus il est facile à traiter ; plus le matériau est dur ou plus sa résistance et sa ténacité sont grandes, plus il est difficile à traiter.
Étant donné que le broyage des matériaux de la pièce dépend principalement du rôle des abrasifs, la dureté des abrasifs doit être supérieure à celle des matériaux traités et la dureté des outils peut être inférieure à celle des matériaux de la pièce.
Il peut être appliqué en combinaison avec d'autres méthodes de traitement, telles que la découpe par vibration ultrasonique, l'électroérosion par ultrasons et l'usinage électrochimique par ultrasons. Le traitement par ultrasons est principalement utilisé pour le poinçonnage de divers matériaux durs et cassants, tels que le verre, le quartz, la céramique, le silicium, le germanium, la ferrite, les pierres précieuses et le jade (y compris les trous ronds, les trous de forme spéciale et les trous de pliage), la découpe, le rainurage, le découpage, la sculpture, l'ébavurage de lots de petites pièces, le polissage de la surface de la matrice et le dressage de la meule, etc. La plage d'ouverture du perçage par ultrasons est de 0,1 à 90 mm, la profondeur de traitement peut atteindre plus de 100 mm, et la précision dimensionnelle du trou peut atteindre 0,02-0,05 mm. La rugosité de la surface peut atteindre Ralpha 1,25-0,63 micron lorsque le verre est traité avec un abrasif au carbure de bore W40, et Ralpha 0,63-0,32 micron lorsque le carbure est traité.
Une force de coupe importante et une plage de température plus basse augmentent considérablement la durée de vie de la pièce.
Économisez considérablement de l'énergie et simplifiez la structure de la machine-outil.
Améliorer la résistance à l'usure et à la corrosion de la surface usinée.