Views: 55 Author: Site Editor Publish Time: 2019-09-12 Origin: Site
Basic Principles of Ultrasonic Machining
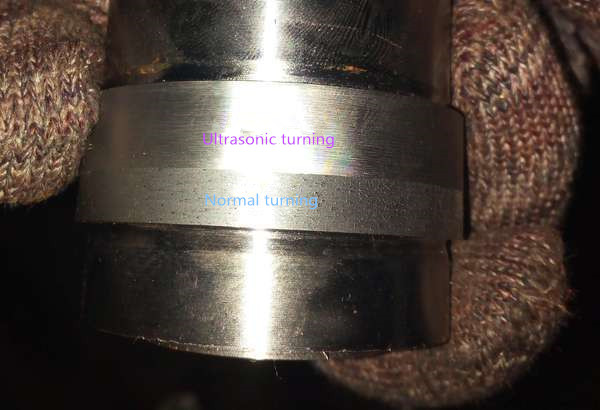
In ultrasonic machining, high frequency power supply is connected with ultrasonic transducer, which converts electrical oscillation into ultrasonic mechanical vibration with the same frequency perpendicular to the workpiece surface. Its root amplitude is only 0.005-0.01 mm, and then amplified to 0.05-0.1 mm by horn to drive the end face of the tool for ultrasonic vibration. At this time, the abrasive suspension (abrasive, water or kerosene, etc.) tool continuously impacts the abrasive particles in the suspension at high speed under the ultrasonic vibration and certain pressure, and acts as a processing area to deform the material until it breaks into particles and powder. At the same time, the continuous agitation of abrasive suspension promotes abrasive high-speed polishing of workpiece surface, and the cavitation phenomenon caused by ultrasonic vibration forms a liquid cavity on the workpiece surface, which causes the mixed liquid to infiltrate into the gap of workpiece material, and the instantaneous closure of the cavity produces strong hydraulic impact, which strengthens the mechanical polishing workpiece. The effect of material is also beneficial to the uniform stirring of abrasive suspension in the processing area and the removal of processed products. As the abrasive suspension continues to circulate. Continuous renewal of abrasives. The purpose of ultrasonic machining is realized by eliminating the processed products continuously. In a word, ultrasonic machining is the result of comprehensive erosion of abrasive particles in abrasive suspension by impact, polishing and cavitation under ultrasonic vibration. Among them, abrasive impact is dominant. Therefore, brittle and hard materials are more easily destroyed by impact, so they are especially suitable for ultrasonic processing.
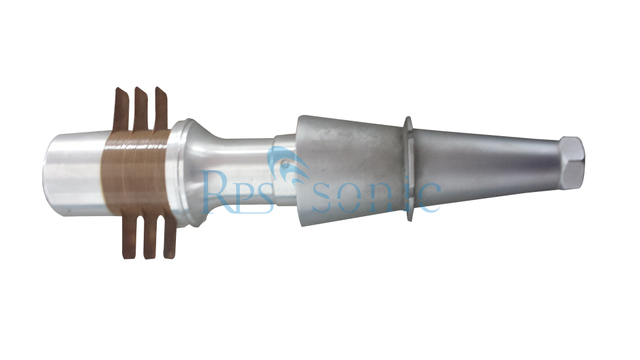
The high frequency electric oscillation produced by the ultrasonic generator (the frequency is generally 16-25 kHz, the welding frequency can be higher) is applied to the ultrasonic transducer (see figure), which converts the high frequency electric oscillation into the ultrasonic vibration. Ultrasound vibration enlarges the amplitude (double amplitude is 20-80 micron) through the horn, and drives the tool which is pressed on the surface of the workpiece under a certain static pressure to produce the corresponding frequency vibration. The end of the tool hammers the workpiece continuously through the abrasive, which makes the workpiece material in the processing area smash into very fine particles, and takes away the circulating abrasive suspension. The tool gradually enters the workpiece and processes the corresponding shape of the tool.
Characteristic:
It is not limited by whether the material conducts electricity or not.
②工具对工件的宏观作用力小、热影响小,因而可加工薄壁、窄缝和薄片工件。
Tools have little macro-force and heat effect on workpieces, so they can process thin-walled, narrow-slit and thin-sheet workpieces.
③被加工材料的脆性越大越容易加工;材料越硬或强度、韧性越大则越难加工。
The greater the brittleness of the processed material, the easier to process; the harder the material or the greater the strength and toughness, the more difficult to process.
Because the crushing of workpiece materials mainly depends on the role of abrasives, the hardness of abrasives should be higher than that of processed materials, and the hardness of tools can be lower than that of workpiece materials.
It can be applied in combination with other processing methods, such as ultrasonic vibration cutting, ultrasonic EDM and ultrasonic electrochemical machining. Ultrasound processing is mainly used for punching various hard and brittle materials, such as glass, quartz, ceramics, silicon, germanium, ferrite, gemstones and jades (including round holes, special-shaped holes and bending holes), cutting, slotting, blanking, carving, deburring of batches of small parts, polishing of die surface and dressing of grinding wheel, etc. The aperture range of ultrasonic drilling is 0.1-90 mm, the processing depth can reach more than 100 mm, and the dimension accuracy of the hole can reach 0.02-0.05 mm. The surface roughness can reach Ralpha 1.25-0.63 micron when glass is processed with W40 boron carbide abrasive, and Ralpha 0.63-0.32 micron when carbide is processed.
⑥切削力大及温度幅度降低,工件寿命大幅度提高。
Large cutting force and lower temperature range greatly increase the service life of the workpiece.
⑦大大节省能源,简化机床结构。
Save energy greatly and simplify machine tool structure.
⑧提高已加工表面的耐磨性、耐腐蚀性。
Improve the wear resistance and corrosion resistance of machined surface.