Deutsch
Aufrufe: 52 Autor: Site-Editor Veröffentlichungszeit: 12.09.2019 Herkunft: Website
Bei der Ultraschallbearbeitung wird eine Hochfrequenzstromversorgung mit einem Ultraschallwandler verbunden, der elektrische Schwingungen in mechanische Ultraschallschwingungen mit derselben Frequenz senkrecht zur Werkstückoberfläche umwandelt. Seine Grundamplitude beträgt nur 0,005–0,01 mm und wird dann durch ein Horn auf 0,05–0,1 mm verstärkt, um die Endfläche des Werkzeugs für Ultraschallvibrationen anzutreiben. Zu diesem Zeitpunkt trifft das Werkzeug der Schleifmittelsuspension (Schleifmittel, Wasser oder Kerosin usw.) kontinuierlich mit hoher Geschwindigkeit unter der Ultraschallvibration und einem bestimmten Druck auf die Schleifpartikel in der Suspension und fungiert als Bearbeitungsbereich, um das Material zu verformen, bis es in Partikel und Pulver zerbricht. Gleichzeitig fördert die kontinuierliche Bewegung der Schleifmittelsuspension das abrasive Hochgeschwindigkeitspolieren der Werkstückoberfläche, und das durch Ultraschallvibrationen verursachte Kavitationsphänomen bildet einen Flüssigkeitshohlraum auf der Werkstückoberfläche, der dazu führt, dass die gemischte Flüssigkeit in den Spalt des Werkstückmaterials eindringt, und der sofortige Verschluss des Hohlraums erzeugt einen starken hydraulischen Stoß, der das mechanische Polieren des Werkstücks stärkt. Die Materialwirkung wirkt sich auch positiv auf das gleichmäßige Rühren der Schleifmittelsuspension im Verarbeitungsbereich und die Entfernung der verarbeiteten Produkte aus. Während die Schleifmittelsuspension weiter zirkuliert. Kontinuierliche Erneuerung der Schleifmittel. Der Zweck der Ultraschallbearbeitung wird durch die kontinuierliche Beseitigung der verarbeiteten Produkte erreicht. Kurz gesagt, die Ultraschallbearbeitung ist das Ergebnis einer umfassenden Erosion von Schleifpartikeln in einer Schleifmittelsuspension durch Aufprall, Polieren und Kavitation unter Ultraschallvibration. Unter ihnen dominiert die abrasive Wirkung. Spröde und harte Materialien werden daher durch Stöße leichter zerstört und eignen sich daher besonders für die Ultraschallbearbeitung.
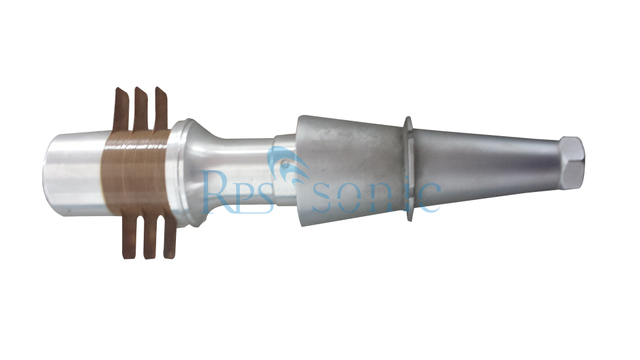
Die vom Ultraschallgenerator erzeugte hochfrequente elektrische Schwingung (die Frequenz beträgt im Allgemeinen 16–25 kHz, die Schweißfrequenz kann höher sein) wird an den Ultraschallwandler angelegt (siehe Abbildung), der die hochfrequente elektrische Schwingung in Ultraschallschwingung umwandelt. Ultraschallschwingungen vergrößern die Amplitude (die doppelte Amplitude beträgt 20–80 Mikron) durch das Horn und treiben das Werkzeug an, das unter einem bestimmten statischen Druck auf die Oberfläche des Werkstücks gedrückt wird, um die entsprechende Frequenzschwingung zu erzeugen. Das Ende des Werkzeugs hämmert das Werkstück kontinuierlich durch das Schleifmittel, wodurch das Werkstückmaterial im Bearbeitungsbereich in sehr feine Partikel zerfällt und die zirkulierende Schleifmittelsuspension mitgerissen wird. Das Werkzeug dringt nach und nach in das Werkstück ein und bearbeitet die entsprechende Form des Werkzeugs.
Sie ist nicht dadurch eingeschränkt, ob das Material Strom leitet oder nicht.
Werkzeuge haben eine geringe Makrokraft- und Wärmewirkung auf Werkstücke, sodass sie dünnwandige, schmalschlitzige und dünnblechige Werkstücke bearbeiten können.
Je spröder das verarbeitete Material ist, desto einfacher ist es zu verarbeiten; Je härter das Material bzw. je höher die Festigkeit und Zähigkeit, desto schwieriger ist die Bearbeitung.
Da die Zerkleinerung von Werkstückmaterialien hauptsächlich von der Rolle der Schleifmittel abhängt, sollte die Härte von Schleifmitteln höher sein als die von verarbeiteten Materialien, und die Härte von Werkzeugen kann niedriger sein als die von Werkstückmaterialien.
Es kann in Kombination mit anderen Bearbeitungsmethoden wie Ultraschall-Vibrationsschneiden, Ultraschall-EDM und elektrochemischer Ultraschallbearbeitung angewendet werden. Die Ultraschallbearbeitung wird hauptsächlich zum Stanzen verschiedener harter und spröder Materialien wie Glas, Quarz, Keramik, Silizium, Germanium, Ferrit, Edelsteine und Jade (einschließlich runder Löcher, speziell geformter Löcher und Biegelöcher), zum Schneiden, Schlitzen, Stanzen, Schnitzen, Entgraten von Kleinteilchargen, Polieren der Matrizenoberfläche und Abrichten von Schleifscheiben usw. verwendet. Der Öffnungsbereich des Ultraschallbohrens beträgt 0,1–90 mm, die Bearbeitungstiefe kann mehr als 100 mm erreichen und die Abmessung Die Genauigkeit des Lochs kann 0,02–0,05 mm erreichen. Die Oberflächenrauheit kann Ralpha 1,25–0,63 Mikrometer erreichen, wenn Glas mit W40-Borcarbid-Schleifmittel bearbeitet wird, und Ralpha 0,63–0,32 Mikrometer, wenn Hartmetall bearbeitet wird.
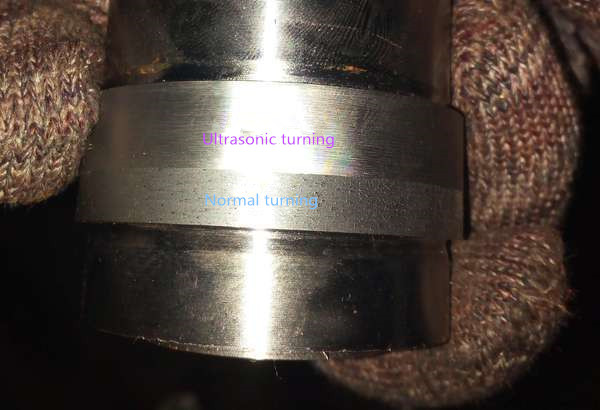
Große Schnittkräfte und niedriger Temperaturbereich erhöhen die Lebensdauer des Werkstücks erheblich.
Sparen Sie erheblich Energie und vereinfachen Sie die Struktur der Werkzeugmaschine.
Verbessern Sie die Verschleißfestigkeit und Korrosionsbeständigkeit der bearbeiteten Oberfläche.