Dansk
Visninger: 52 Forfatter: Webstedsredaktør Udgivelsestid: 12-09-2019 Oprindelse: websted
Ved ultralydsbearbejdning er højfrekvent strømforsyning forbundet med en ultralydstransducer, som konverterer elektrisk svingning til mekanisk ultralydsvibration med samme frekvens vinkelret på emnets overflade. Dens rodamplitude er kun 0,005-0,01 mm, og derefter forstærket til 0,05-0,1 mm med horn for at drive værktøjets endeflade til ultralydsvibration. På dette tidspunkt påvirker det slibende suspensionsværktøj (slibemiddel, vand eller petroleum osv.) kontinuerligt de slibende partikler i suspensionen med høj hastighed under ultralydsvibration og et vist tryk, og fungerer som et behandlingsområde til at deformere materialet, indtil det bryder i partikler og pulver. Samtidig fremmer den kontinuerlige omrøring af slibende suspension slibende højhastighedspolering af emnets overflade, og kavitationsfænomenet forårsaget af ultralydsvibrationer danner et væskehulrum på emnets overflade, hvilket får den blandede væske til at infiltrere i hullet i emnets materiale, og den øjeblikkelige, hydrauliske lukning af kaviteten frembringer den kraftige kavitetsstyrke. polering af emnet. Effekten af materiale er også gavnlig for den ensartede omrøring af slibesuspension i forarbejdningsområdet og fjernelse af forarbejdede produkter. Da den slibende suspension fortsætter med at cirkulere. Kontinuerlig fornyelse af slibemidler. Formålet med ultralydsbearbejdning realiseres ved at eliminere de forarbejdede produkter kontinuerligt. Med et ord er ultralydsbearbejdning resultatet af omfattende erosion af slibende partikler i slibende suspension ved stød, polering og kavitation under ultralydsvibrationer. Blandt dem er slibende påvirkning dominerende. Derfor ødelægges skøre og hårde materialer lettere ved stød, så de er særligt velegnede til ultralydsbehandling.
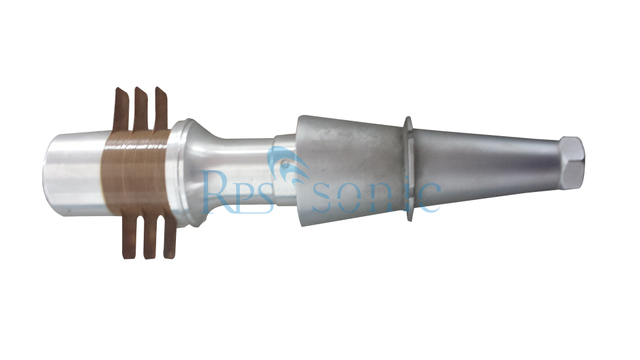
Den højfrekvente elektriske oscillation produceret af ultralydsgeneratoren (frekvensen er generelt 16-25 kHz, svejsefrekvensen kan være højere) påføres ultralydstransduceren (se figur), som konverterer den højfrekvente elektriske svingning til ultralydsvibrationen. Ultralydsvibrationer forstørrer amplituden (dobbelt amplitude er 20-80 mikron) gennem hornet og driver værktøjet, som presses på overfladen af emnet under et vist statisk tryk for at frembringe den tilsvarende frekvensvibration. Enden af værktøjet hamrer emnet kontinuerligt gennem slibemidlet, hvilket får emnematerialet i bearbejdningsområdet til at smadre til meget fine partikler og fjerner den cirkulerende slibemiddelsuspension. Værktøjet går gradvist ind i emnet og bearbejder den tilsvarende form af værktøjet.
Det er ikke begrænset af, om materialet leder elektricitet eller ej.
Værktøjer har en lille makrokraft- og varmeeffekt på emner, så de kan behandle tyndvæggede, smalspaltede og tyndplade emner.
Jo større skørhed af det forarbejdede materiale er, jo lettere at behandle; jo hårdere materialet eller jo større styrke og sejhed, jo sværere er at bearbejde.
Fordi knusningen af emnematerialer hovedsageligt afhænger af slibemidlernes rolle, bør hårdheden af slibemidler være højere end for forarbejdede materialer, og hårdheden af værktøjer kan være lavere end for emnematerialer.
Det kan anvendes i kombination med andre bearbejdningsmetoder, såsom ultralydsvibrationsskæring, ultralyds-EDM og ultralyds elektrokemisk bearbejdning. Ultralydsbehandling bruges hovedsageligt til udstansning af forskellige hårde og sprøde materialer, såsom glas, kvarts, keramik, silicium, germanium, ferrit, ædelsten og jades (inklusive runde huller, specialformede huller og bøjningshuller), skæring, slidsning, blankning, udskæring, afgratning af partier af små dele, slibning af slibeskiver osv. ultralydsboring er 0,1-90 mm, behandlingsdybden kan nå mere end 100 mm, og hullets dimensionsnøjagtighed kan nå 0,02-0,05 mm. Overfladeruheden kan nå Ralpha 1,25-0,63 mikron, når glas behandles med W40 borcarbid slibemiddel, og Ralpha 0,63-0,32 mikron, når karbid behandles.
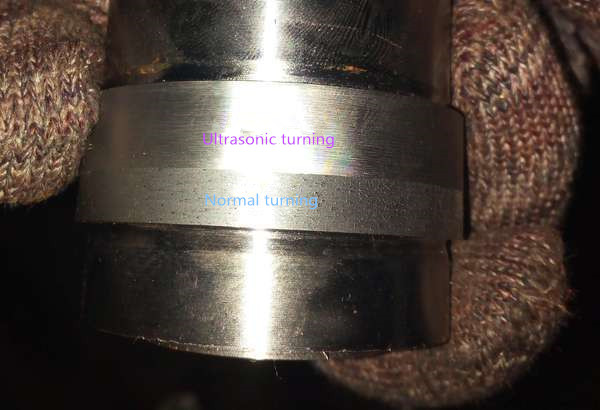
Stor skærekraft og lavere temperaturområde øger arbejdsemnets levetid i høj grad.
Spar meget energi og forenkle værktøjsmaskiners struktur.
Forbedre slidstyrken og korrosionsbestandigheden af bearbejdet overflade.