Polski
Wyświetlenia: 52 Autor: Edytor witryny Czas publikacji: 2019-09-12 Pochodzenie: Strona
W obróbce ultradźwiękowej zasilacz wysokiej częstotliwości połączony jest z przetwornikiem ultradźwiękowym, który przekształca oscylacje elektryczne w ultradźwiękowe wibracje mechaniczne o tej samej częstotliwości, prostopadle do powierzchni przedmiotu obrabianego. Jego amplituda korzenia wynosi zaledwie 0,005–0,01 mm i jest następnie wzmacniana do 0,05–0,1 mm za pomocą tuby w celu napędzania powierzchni czołowej narzędzia w celu wytworzenia wibracji ultradźwiękowych. W tym czasie narzędzie zawierające zawiesinę ścierną (ścierną, wodną lub naftową itp.) w sposób ciągły uderza w cząstki ścierne w zawiesinie z dużą prędkością pod wibracjami ultradźwiękowymi i pod pewnym ciśnieniem, i działa jako obszar przetwarzania w celu odkształcenia materiału, aż rozpadnie się on na cząstki i proszek. Jednocześnie ciągłe mieszanie zawiesiny ściernej sprzyja szybkiemu polerowaniu ściernemu powierzchni przedmiotu obrabianego, a zjawisko kawitacji spowodowane wibracjami ultradźwiękowymi tworzy wnękę cieczy na powierzchni przedmiotu obrabianego, co powoduje, że zmieszana ciecz przedostaje się do szczeliny materiału przedmiotu obrabianego, a natychmiastowe zamknięcie wnęki powoduje silne uderzenie hydrauliczne, które wzmacnia mechaniczny przedmiot polerujący. Wpływ materiału jest również korzystny dla równomiernego mieszania zawiesiny ściernej w obszarze przetwarzania i usuwania przetworzonych produktów. Ponieważ zawiesina ścierna nadal krąży. Ciągła wymiana materiałów ściernych. Cel obróbki ultradźwiękowej realizowany jest poprzez ciągłą eliminację przetworzonych produktów. Jednym słowem obróbka ultradźwiękowa jest wynikiem kompleksowej erozji cząstek ściernych znajdujących się w zawiesinie ściernej poprzez uderzenie, polerowanie i kawitację pod wpływem wibracji ultradźwiękowych. Wśród nich dominuje oddziaływanie ścierne. Dlatego kruche i twarde materiały łatwiej ulegają zniszczeniu pod wpływem uderzenia, dlatego szczególnie nadają się do obróbki ultradźwiękowej.
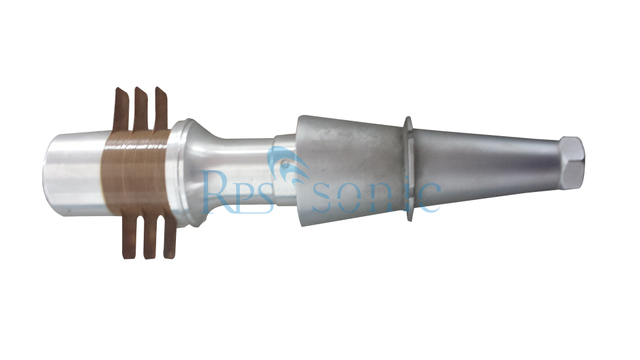
Drgania elektryczne o wysokiej częstotliwości wytwarzane przez generator ultradźwiękowy (częstotliwość wynosi zazwyczaj 16–25 kHz, częstotliwość spawania może być wyższa) są przykładane do przetwornika ultradźwiękowego (patrz rysunek), który przekształca oscylacje elektryczne o wysokiej częstotliwości w wibracje ultradźwiękowe. Wibracje ultradźwiękowe zwiększają amplitudę (podwójna amplituda wynosi 20-80 mikronów) przez róg i napędzają narzędzie, które jest dociskane do powierzchni przedmiotu obrabianego pod pewnym ciśnieniem statycznym, aby wytworzyć drgania o odpowiedniej częstotliwości. Końcówka narzędzia w sposób ciągły wbija przedmiot w ścierniwo, co powoduje, że materiał obrabiany w obszarze obróbki rozbija się na bardzo drobne cząstki i usuwa krążącą zawiesinę ścierniwa. Narzędzie stopniowo wchodzi w obrabiany przedmiot i przetwarza odpowiedni kształt narzędzia.
Nie jest ograniczone tym, czy materiał przewodzi prąd, czy nie.
Narzędzia mają niewielki wpływ makrosiły i ciepła na przedmioty obrabiane, dzięki czemu mogą obrabiać przedmioty o cienkich ściankach, wąskich szczelinach i cienkich blachach.
Im większa kruchość obrabianego materiału, tym łatwiejsza w obróbce; im twardszy materiał lub im większa wytrzymałość i wytrzymałość, tym trudniej go przetwarzać.
Ponieważ kruszenie materiałów obrabianych zależy głównie od roli materiałów ściernych, twardość materiałów ściernych powinna być wyższa niż materiałów obrabianych, a twardość narzędzi może być niższa niż materiałów obrabianych.
Można go stosować w połączeniu z innymi metodami przetwarzania, takimi jak ultradźwiękowe cięcie wibracyjne, ultradźwiękowa obróbka elektroerozyjna i ultradźwiękowa obróbka elektrochemiczna. Obróbkę ultradźwiękową stosuje się głównie do wykrawania różnych twardych i kruchych materiałów, takich jak szkło, kwarc, ceramika, krzem, german, ferryt, kamienie szlachetne i jadeity (w tym otwory okrągłe, otwory o specjalnych kształtach i otwory do gięcia), cięcia, dłutowania, wykrawania, rzeźbienia, gratowania partii małych części, polerowania powierzchni matrycy i obciągania ściernicy itp. Zakres apertury wiercenia ultradźwiękowego wynosi 0,1-90 mm, głębokość obróbki może sięgać ponad 100 mm, a dokładność wymiarowa otworu może osiągnąć 0,02-0,05 mm. Chropowatość powierzchni może osiągnąć Ralpha 1,25-0,63 mikrona w przypadku obróbki szkła materiałem ściernym z węglika boru W40 i Ralpha 0,63-0,32 mikrona w przypadku obróbki węglika.
Duża siła skrawania i niższy zakres temperatur znacznie zwiększają żywotność przedmiotu obrabianego.
Znacznie oszczędzaj energię i upraszczaj konstrukcję obrabiarki.
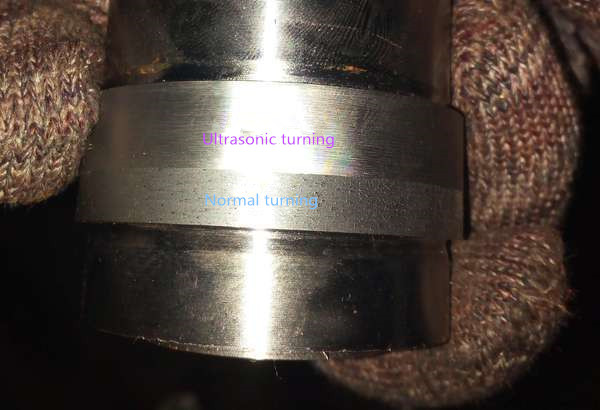
Popraw odporność na zużycie i korozję obrabianej powierzchni.