Italiano
Visualizzazioni: 52 Autore: Editor del sito Orario di pubblicazione: 2019-09-12 Origine: Sito
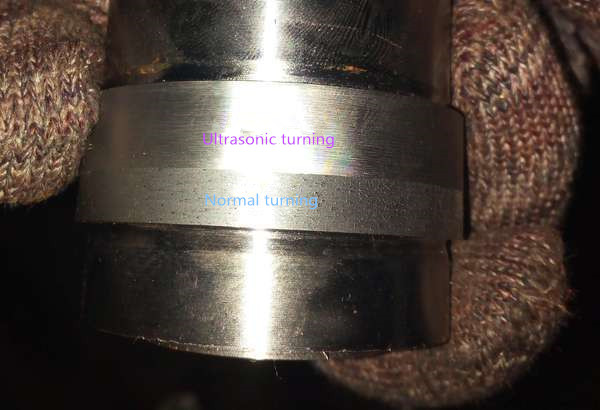
Nella lavorazione ad ultrasuoni, l'alimentatore ad alta frequenza è collegato al trasduttore ad ultrasuoni, che converte l'oscillazione elettrica in vibrazione meccanica ad ultrasuoni con la stessa frequenza perpendicolare alla superficie del pezzo. La sua ampiezza della radice è di soli 0,005-0,01 mm e quindi amplificata a 0,05-0,1 mm tramite tromba per azionare la faccia terminale dell'utensile per la vibrazione ultrasonica. In questo momento, lo strumento per la sospensione abrasiva (abrasivo, acqua o cherosene, ecc.) colpisce continuamente le particelle abrasive nella sospensione ad alta velocità sotto la vibrazione ultrasonica e una certa pressione e agisce come un'area di lavorazione per deformare il materiale finché non si rompe in particelle e polvere. Allo stesso tempo, l'agitazione continua della sospensione abrasiva favorisce la lucidatura abrasiva ad alta velocità della superficie del pezzo e il fenomeno della cavitazione causato dalla vibrazione ultrasonica forma una cavità liquida sulla superficie del pezzo, che fa sì che il liquido misto si infiltri nello spazio vuoto del materiale del pezzo e la chiusura istantanea della cavità produce un forte impatto idraulico, che rafforza la lucidatura meccanica del pezzo. L'effetto del materiale è vantaggioso anche per l'agitazione uniforme della sospensione abrasiva nell'area di lavorazione e per la rimozione dei prodotti lavorati. Poiché la sospensione abrasiva continua a circolare. Rinnovo continuo degli abrasivi. Lo scopo della lavorazione ad ultrasuoni viene realizzato eliminando continuamente i prodotti lavorati. In una parola, la lavorazione ad ultrasuoni è il risultato dell'erosione completa delle particelle abrasive in sospensione abrasiva mediante impatto, lucidatura e cavitazione sotto vibrazione ultrasonica. Tra questi prevale l’impatto abrasivo. Pertanto, i materiali fragili e duri vengono distrutti più facilmente dagli urti, quindi sono particolarmente adatti alla lavorazione ad ultrasuoni.
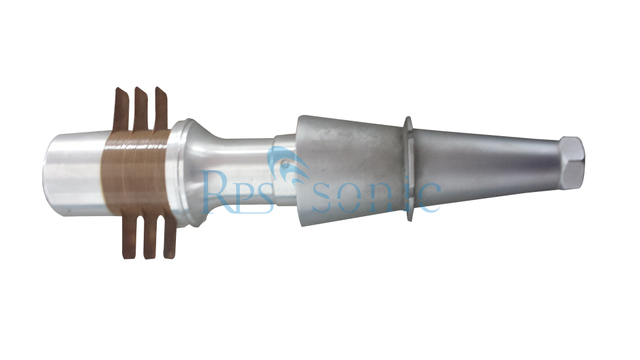
L'oscillazione elettrica ad alta frequenza prodotta dal generatore di ultrasuoni (la frequenza è generalmente 16-25 kHz, la frequenza di saldatura può essere superiore) viene applicata al trasduttore ultrasonico (vedi figura), che converte l'oscillazione elettrica ad alta frequenza in vibrazione ultrasonica. La vibrazione ad ultrasuoni aumenta l'ampiezza (la doppia ampiezza è 20-80 micron) attraverso il corno e guida l'utensile che viene premuto sulla superficie del pezzo sotto una certa pressione statica per produrre la vibrazione di frequenza corrispondente. L'estremità dell'utensile martella continuamente il pezzo attraverso l'abrasivo, il che fa sì che il materiale del pezzo nell'area di lavorazione si frantumi in particelle molto fini e rimuove la sospensione abrasiva circolante. L'utensile entra gradualmente nel pezzo ed elabora la forma corrispondente dell'utensile.
Non è limitato dal fatto che il materiale conduca o meno elettricità.
Gli utensili hanno pochi macro-forzi e effetti termici sui pezzi, quindi possono lavorare pezzi con pareti sottili, fessure strette e lamiere sottili.
Maggiore è la fragilità del materiale lavorato, più facile è la lavorazione; più il materiale è duro o maggiore è la resistenza e la tenacità, più difficile è la lavorazione.
Poiché la frantumazione dei materiali del pezzo dipende principalmente dal ruolo degli abrasivi, la durezza degli abrasivi dovrebbe essere superiore a quella dei materiali lavorati e la durezza degli utensili può essere inferiore a quella dei materiali del pezzo.
Può essere applicato in combinazione con altri metodi di lavorazione, come il taglio a vibrazione ultrasonica, l'elettroerosione ad ultrasuoni e la lavorazione elettrochimica ad ultrasuoni. La lavorazione a ultrasuoni viene utilizzata principalmente per punzonare vari materiali duri e fragili, come vetro, quarzo, ceramica, silicio, germanio, ferrite, pietre preziose e giada (compresi fori rotondi, fori a forma speciale e fori di piegatura), taglio, scanalatura, tranciatura, intaglio, sbavatura di lotti di piccole parti, lucidatura della superficie dello stampo e ravvivatura della mola, ecc. L'intervallo di apertura della perforazione a ultrasuoni è 0,1-90 mm, la profondità di lavorazione può raggiungere più di 100 mm e la precisione dimensionale del foro può raggiungere 0,02-0,05 mm. La rugosità superficiale può raggiungere Ralpha 1,25-0,63 micron quando il vetro viene lavorato con abrasivo al carburo di boro W40 e Ralpha 0,63-0,32 micron quando viene lavorato il carburo.
L'elevata forza di taglio e l'intervallo di temperatura inferiore aumentano notevolmente la durata del pezzo.
Risparmia notevolmente energia e semplifica la struttura della macchina utensile.
Migliorare la resistenza all'usura e alla corrosione della superficie lavorata.