Сербия
Прегледи: 52 Аутор: Уредник сајта Време објаве: 12.09.2019. Порекло: Сајт
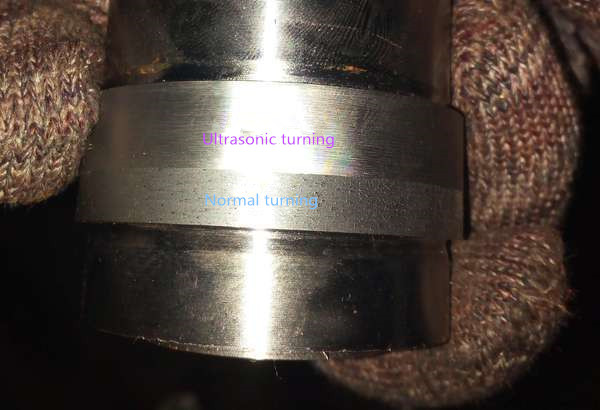
У ултразвучној машинској обради, високофреквентно напајање је повезано са ултразвучним претварачем, који претвара електричне осцилације у ултразвучне механичке вибрације са истом фреквенцијом управном на површину радног предмета. Његова амплитуда корена је само 0,005-0,01 мм, а затим се појачава на 0,05-0,1 мм помоћу сире да би покренула крајњу страну алата за ултразвучне вибрације. У овом тренутку, абразивна суспензија (абразивна, водена или керозин, итд.) Алат континуирано утиче на абразивне честице у суспензији великом брзином под ултразвучном вибрацијом и одређеним притиском, и делује као подручје обраде за деформисање материјала док се не разбије у честице и прах. Истовремено, континуирано мешање абразивне суспензије промовише абразивно полирање велике брзине површине радног предмета, а феномен кавитације узрокован ултразвучном вибрацијом формира течну шупљину на површини радног предмета, што узрокује да се мешана течност инфилтрира у отвор материјала радног предмета, а тренутно механичко хидравлично затварање ствара снажно затварање. полирање радног предмета. Ефекат материјала је такође користан за равномерно мешање абразивне суспензије у зони обраде и уклањање обрађених производа. Како абразивна суспензија наставља да циркулише. Континуирано обнављање абразива. Сврха ултразвучне обраде се остварује континуираним елиминисањем обрађених производа. Једном речју, ултразвучна обрада је резултат свеобухватне ерозије абразивних честица у абразивној суспензији ударом, полирањем и кавитацијом под ултразвучном вибрацијом. Међу њима доминира абразивни удар. Због тога се крти и тврди материјали лакше уништавају ударом, па су посебно погодни за ултразвучну обраду.
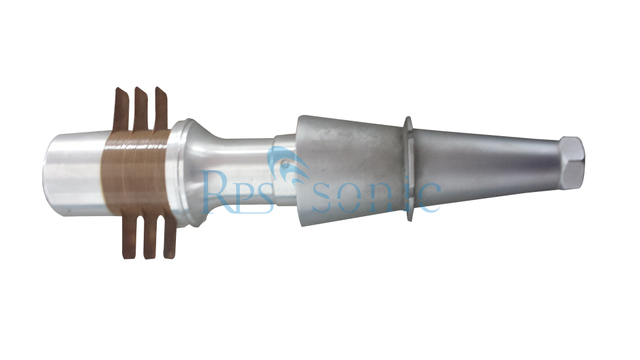
Високофреквентна електрична осцилација коју производи ултразвучни генератор (фреквенција је углавном 16-25 кХз, фреквенција заваривања може бити већа) примењује се на ултразвучни претварач (види слику), који претвара електричне осцилације високе фреквенције у ултразвучне вибрације. Ултразвучна вибрација повећава амплитуду (двострука амплитуда је 20-80 микрона) кроз рог и покреће алат који се притисне на површину радног предмета под одређеним статичким притиском да би произвео вибрацију одговарајуће фреквенције. Крај алата непрекидно удара радни предмет кроз абразив, што чини да се материјал радног предмета у зони обраде разбије на веома фине честице и одузима циркулишућу абразивну суспензију. Алат постепено улази у радни предмет и обрађује одговарајући облик алата.
Није ограничено тиме да ли материјал проводи електричну енергију или не.
Алати имају мали ефекат макро-силе и топлоте на обрадак, тако да могу да обрађују обрадке танких зидова, уских прореза и танких листова.
Што је већа крхкост обрађеног материјала, лакше се обрађује; што је материјал тврђи или што је већа чврстоћа и жилавост, то је теже за обраду.
Пошто дробљење материјала радног предмета углавном зависи од улоге абразива, тврдоћа абразива треба да буде већа од тврдоће обрађених материјала, а тврдоћа алата може бити нижа од тврдоће материјала радног предмета.
Може се применити у комбинацији са другим методама обраде, као што су ултразвучно вибрационо сечење, ултразвучни ЕДМ и ултразвучна електрохемијска обрада. Ултразвучна обрада се углавном користи за пробијање различитих тврдих и крхких материјала, као што су стакло, кварц, керамика, силицијум, германијум, ферит, драго камење и жад (укључујући округле рупе, рупе специјалног облика и рупе за савијање), сечење, прорезивање, брушење, резбарење, уклањање ивица и полирање шарже ситних делова точака итд. Опсег отвора ултразвучног бушења је 0,1-90 мм, дубина обраде може досећи више од 100 мм, а тачност димензија рупе може досећи 0,02-0,05 мм. Површинска храпавост може достићи Ралпха 1,25-0,63 микрона када се стакло обрађује абразивом од бор карбида В40, а Ралпха 0,63-0,32 микрона када се обрађује карбид.
Велика сила резања и нижи температурни опсег значајно продужавају век трајања радног предмета.
Уштедите енергију у великој мери и поједноставите структуру алатне машине.
Побољшајте отпорност на хабање и корозију обрађене површине.