magyar
Megtekintések: 52 Szerző: Site Editor Közzététel ideje: 2019-09-12 Eredet: Telek
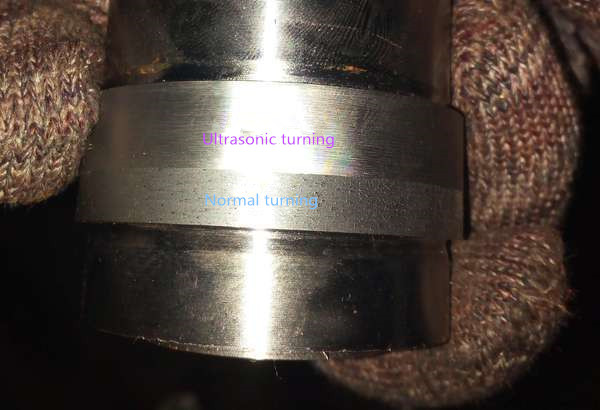
Az ultrahangos megmunkálásnál a nagyfrekvenciás tápegység ultrahangos átalakítóval van összekötve, amely az elektromos oszcillációt ultrahangos mechanikai rezgéssé alakítja át azonos frekvenciájú, a munkadarab felületére merőlegesen. Gyökér-amplitúdója mindössze 0,005-0,01 mm, majd kürttel 0,05-0,1 mm-re erősítve meghajtja a szerszám végfelületét ultrahangos rezgéssel. Ekkor a csiszolószuszpenzió (csiszolóanyag, víz vagy kerozin stb.) folyamatosan nagy sebességgel, ultrahangos rezgés és bizonyos nyomás hatására üti a szuszpenzióban lévő csiszolószemcséket, és feldolgozási területként működik az anyag deformálásához, amíg az részecskékre és porokra nem törik. Ugyanakkor a csiszolószuszpenzió folyamatos keverése elősegíti a munkadarab felületének csiszoló nagy sebességű polírozását, az ultrahangos rezgés okozta kavitációs jelenség pedig folyadéküreget képez a munkadarab felületén, aminek következtében a kevert folyadék beszivárog a munkadarab anyagának résébe, és a munkadarab mechanikai hatását erősíti, ami a munkadarab azonnali mechanikai hatását eredményezi. Az anyag hatása szintén előnyös a csiszolószuszpenzió egyenletes keveréséhez a feldolgozási területen és a feldolgozott termékek eltávolításában. Ahogy a csiszolószuszpenzió tovább kering. A csiszolóanyagok folyamatos megújítása. Az ultrahangos megmunkálás célja a feldolgozott termékek folyamatos kiiktatásával valósul meg. Egyszóval az ultrahangos megmunkálás a csiszolószuszpenzióban lévő csiszolószemcsék ütés, polírozás és ultrahangos rezgés hatására kavitáció általi átfogó eróziójának eredménye. Közülük a koptató hatás a domináns. Ezért a törékeny és kemény anyagok könnyebben tönkremennek az ütés hatására, így különösen alkalmasak ultrahangos feldolgozásra.
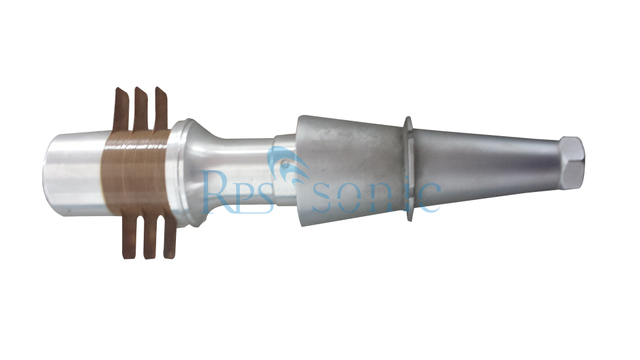
Az ultrahangos generátor által keltett nagyfrekvenciás elektromos rezgés (frekvencia általában 16-25 kHz, a hegesztési frekvencia lehet magasabb is) az ultrahangos átalakítóra kerül (lásd az ábrát), amely a nagyfrekvenciás elektromos oszcillációt ultrahangos rezgéssé alakítja. Az ultrahang rezgés megnöveli az amplitúdót (a dupla amplitúdó 20-80 mikron) a kürtön keresztül, és a munkadarab felületére nyomott szerszámot bizonyos statikus nyomás alatt meghajtja, hogy a megfelelő frekvenciájú rezgést keltse. A szerszám vége folyamatosan kalapálja a munkadarabot a csiszolóanyagon keresztül, amitől a munkadarab anyaga a megmunkálási területen nagyon finom részecskékre törik, és elvonja a keringő csiszolószuszpenziót. A szerszám fokozatosan belép a munkadarabba és feldolgozza a szerszám megfelelő alakját.
Nem korlátozza, hogy az anyag vezet-e elektromosságot vagy sem.
A szerszámok kis makroerő- és hőhatást fejtenek ki a munkadarabokra, így vékonyfalú, keskeny hasítású és vékonylemez munkadarabokat is meg tudnak dolgozni.
Minél nagyobb a feldolgozott anyag ridegsége, annál könnyebben feldolgozható; minél keményebb az anyag, vagy minél nagyobb a szilárdsága és szívóssága, annál nehezebb megmunkálni.
Mivel a munkadarab anyagok zúzódása elsősorban a csiszolóanyagok szerepétől függ, a csiszolóanyagok keménységének nagyobbnak kell lennie, mint a feldolgozott anyagoké, a szerszámok keménysége pedig kisebb lehet, mint a munkadarab anyagoké.
Alkalmazható más feldolgozási módszerekkel, például ultrahangos vibrációs vágással, ultrahangos szikraforgácsolással és ultrahangos elektrokémiai megmunkálással kombinálva. Az ultrahangos feldolgozást főként különféle kemény és rideg anyagok, például üveg, kvarc, kerámia, szilícium, germánium, ferrit, drágakövek és jádák lyukasztására használják (beleértve a kerek lyukakat, speciális alakú lyukakat és hajlító lyukakat), darabolásra, hornyolásra, kivágásra, faragásra, kis alkatrészek tételeinek sorjázására, csiszolókorongok csiszolására és csiszolására stb. a fúrás 0,1-90 mm, a megmunkálási mélység elérheti a 100 mm-t, a furat méretpontossága pedig a 0,02-0,05 mm-t. A felületi érdesség elérheti a Ralpha 1,25-0,63 mikront, ha az üveget W40 bórkarbid csiszolóanyaggal dolgozzák fel, és a Ralpha 0,63-0,32 mikront keményfém megmunkálásakor.
A nagy vágási erő és az alacsonyabb hőmérséklet-tartomány nagymértékben növeli a munkadarab élettartamát.
Jelentősen takarítson meg energiát és egyszerűsítse a szerszámgép szerkezetét.
Javítja a megmunkált felület kopásállóságát és korrózióállóságát.