Česky
Zobrazení: 52 Autor: Editor webu Čas publikování: 2019-09-12 Původ: místo
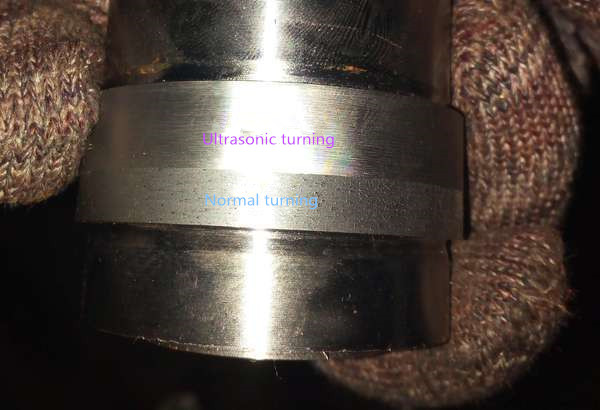
Při ultrazvukovém obrábění je vysokofrekvenční napájení spojeno s ultrazvukovým měničem, který převádí elektrické oscilace na ultrazvukové mechanické vibrace se stejnou frekvencí kolmou k povrchu obrobku. Jeho kořenová amplituda je pouze 0,005-0,01 mm a poté je zesílena na 0,05-0,1 mm rohem, aby byla poháněna koncová plocha nástroje pro ultrazvukové vibrace. V tomto okamžiku nástroj abrazivní suspenze (brusivo, voda nebo petrolej, atd.) nepřetržitě naráží na brusné částice v suspenzi vysokou rychlostí pod ultrazvukovými vibracemi a určitým tlakem a působí jako oblast zpracování pro deformaci materiálu, dokud se nerozbije na částice a prášek. Nepřetržité promíchávání abrazivní suspenze zároveň podporuje abrazivní vysokorychlostní leštění povrchu obrobku a jev kavitace způsobený ultrazvukovými vibracemi vytváří na povrchu obrobku kapalnou dutinu, která způsobí, že smíšená kapalina proniká do mezery materiálu obrobku, a okamžité uzavření dutiny vytváří silný hydraulický náraz, který posiluje mechanicky leštící obrobek. Účinek materiálu je rovněž příznivý pro rovnoměrné promíchávání brusné suspenze v oblasti zpracování a odstraňování zpracovaných produktů. Jak abrazivní suspenze pokračuje v cirkulaci. Průběžná obnova brusiva. Účel ultrazvukového obrábění je realizován kontinuálním odstraňováním zpracovávaných produktů. Stručně řečeno, ultrazvukové obrábění je výsledkem komplexní eroze abrazivních částic v brusné suspenzi nárazem, leštěním a kavitací za ultrazvukových vibrací. Mezi nimi je dominantní abrazivní účinek. Křehké a tvrdé materiály se proto snáze ničí nárazem, proto jsou vhodné zejména pro ultrazvukové zpracování.
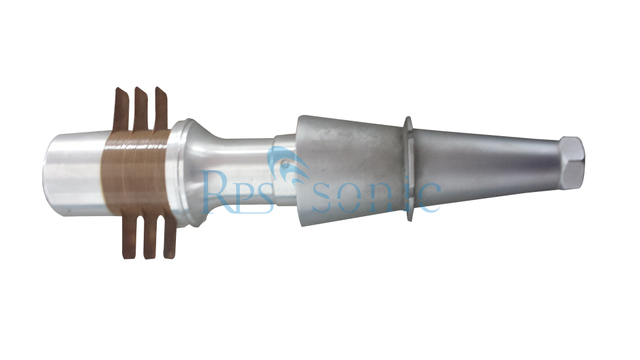
Vysokofrekvenční elektrické oscilace produkované ultrazvukovým generátorem (frekvence je obecně 16-25 kHz, svařovací frekvence může být vyšší) je aplikována na ultrazvukový převodník (viz obrázek), který převádí vysokofrekvenční elektrické oscilace na ultrazvukové vibrace. Ultrazvukové vibrace zvětšují amplitudu (dvojitá amplituda je 20-80 mikronů) přes trychtýř a pohání nástroj, který je přitlačen na povrch obrobku pod určitým statickým tlakem, aby se vytvořila odpovídající frekvence vibrací. Konec nástroje nepřetržitě proráží obrobek skrz abrazivo, čímž se materiál obrobku v oblasti zpracování rozdrtí na velmi jemné částice a odebere cirkulující suspenzi brusiva. Nástroj postupně vstupuje do obrobku a zpracovává odpovídající tvar nástroje.
Není omezeno tím, zda materiál vede elektřinu nebo ne.
Nástroje mají malý makro-silový a tepelný účinek na obrobky, takže mohou zpracovávat tenkostěnné obrobky s úzkými štěrbinami a tenké plechy.
Čím větší křehkost zpracovávaného materiálu, tím snazší zpracování; čím tvrdší materiál nebo větší pevnost a houževnatost, tím obtížnější zpracování.
Protože drcení materiálů obrobků závisí hlavně na úloze brusiva, tvrdost brusiva by měla být vyšší než tvrdost zpracovávaných materiálů a tvrdost nástrojů může být nižší než tvrdost materiálů obrobků.
Může být aplikován v kombinaci s dalšími metodami zpracování, jako je ultrazvukové vibrační řezání, ultrazvukové EDM a ultrazvukové elektrochemické obrábění. Ultrazvukové zpracování se používá především k děrování různých tvrdých a křehkých materiálů, jako je sklo, křemen, keramika, křemík, germanium, ferit, drahokamy a nefrit (včetně kulatých otvorů, otvorů speciálního tvaru a ohýbacích otvorů), řezání, drážkování, vysekávání, vyřezávání, odstraňování otřepů z dávek malých dílů, leštění povrchu matrice a orovnávání brusného kotouče, ultrasonické vrtání. 0,1-90 mm, hloubka zpracování může dosáhnout více než 100 mm a rozměrová přesnost otvoru může dosáhnout 0,02-0,05 mm. Drsnost povrchu může dosáhnout Ralpha 1,25-0,63 mikronu, když je sklo zpracováno brusivem z karbidu bóru W40, a Ralpha 0,63-0,32 mikronu, když je opracován karbid.
Velká řezná síla a nižší teplotní rozsah výrazně zvyšují životnost obrobku.
Výrazně ušetříte energii a zjednodušíte strukturu obráběcího stroje.
Zlepšete odolnost proti opotřebení a korozi obrobeného povrchu.