What is ultrasonic welding horn
We know that when an object vibrates, it makes a sound. Scientists refer to the number of vibrations per second as the frequency of the sound, and its unit is Hertz. The frequency of sound waves that we can hear in human ears is 20 to 20,000 Hz. When the vibration frequency of the sound wave is greater than 20,000 Hz or less than 20 Hz, we will not hear it. Therefore, we call sound waves with frequencies above 20,000 Hz "ultrasonics".
What is an ultrasonic welding horn:
Ultrasonic horns are a generic term for all ultrasonic transmitters and are an integral part of ultrasonic welding equipment. Its function is to couple the ultrasonic waves generated by the transducer into the object being processed. Because it is to transmit ultrasonic waves, the welding horn must work in a resonant state, that is, its natural resonant frequency should match the transducer. Secondly, the amplitude should be uniform, and the shape of the end face of the welding horn should be adapted to the shape of the workpiece to be welded.
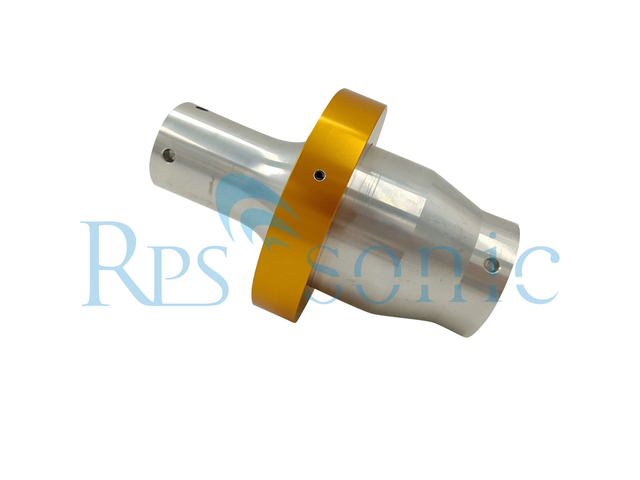
Ultrasonic welding horn material selection (titanium alloy, alumium alloy, powder metallurgy steel, etc.)
Ultrasonic horn
1. Product requirements: Determine the service life and wear rate of the mold, and therefore decide which metal to use.
2. Shape of the product: What kind of welding process is used to set the size of the mold, the pressure transmission area, the deformation that may occur when the product is fused, and how much power and function is required. Whether it is possible to complete the work in one weld.
3, the plastic nature of the product: determine the working amplitude of the mold, that work should accept the ultrasonic energy, the form of the energy line, location, size. How to design the contact position when combining different plastics.
The service life of a welding horn is determined by two aspects: first, material, second, process
Materials: Ultrasonic welding requires good metal properties (good mechanical loss during sonic transmission), so the commonly used materials are aluminum alloy and titanium alloy, but ultrasonic metal welding requires welding horn wear resistance (higher requirements) Hardness) makes the choice of materials more difficult, because hardness and toughness seem to be inherently opposite, which requires us to choose very high-demand materials. The high-quality steel materials we choose can solve this contradiction better. The effective life of the weld horn is maximized.
Process: including processing technology and subsequent processing technology, the processing technology has been described in detail before, the subsequent processing includes heat treatment and parameter modification, based on the materials I choose, we have an original heat treatment process to ensure; in each welding horn After the production is completed, the parameters are measured and adjusted separately to ensure the production.
Failure analysis
1, fever
The welding horn will have a certain amount of heat during operation, which is caused by the mechanical loss of the material itself and the heat conduction of the weldment. Whether the welding hair heat is normal or not, when the load is not loaded (ie, it does not touch the workpiece), the ultrasonic wave is continuously emitted for more than half an hour, and the temperature cannot exceed 50-70 °C. If the heat is severe, it proves that the welding horn is damaged or the material is unqualified. replace.
2. Howling
When there is a howling when the welding horn is working, the following reasons should be analyzed:
1 Is the mounting screw loose?
2 Whether the welding horn is cracked
3 Whether the welding horn is in contact with objects that should not be in contact.
2, overload
When the generator issues an overload alarm, it should be checked as follows:
1 No-load test, if the working current is normal, it may be that the welding horn is in contact with the object that should not be touched or the parameter adjustment between the welding horn and the welding seat is faulty.
2 When the no-load test is not normal, first observe whether the welding horn has cracks, whether the installation is firm, then remove the welding horn and then carry out the no-load test to eliminate whether there is a problem with the transducer + horn, and eliminate it step by step. After eliminating the possibility of failure of the transducer + horn, replace the new horn to determine.
3 Sometimes there is a case where the no-load test is normal, but it cannot work normally. It may be that the internal parts of the acoustic energy such as the welding horn change, resulting in poor sound energy transmission. Here is a relatively simple judgment method: hand touch method. The working horn or horn has a very uniform amplitude when working on the surface, and the hand feels velvety smooth. When the sound energy is not transmitted smoothly, there is a feeling of bubbles or burrs when touched by hand. Exclusion methods are used to eliminate problematic parts. The same situation can occur when the generator is not normal, because normally the transducer input waveform should be a smooth sine wave, which can also occur when there are spikes or abnormal waveforms on the sine wave. At this time, another pruning acoustic energy element can be substituted for discrimination.