What are the conditions and requirements for ultrasonic welding?
Views: 18 Author: Site Editor Publish Time: 2019-06-20 Origin: Site
Ultrasonic welding conditions:
As the conditions for ultrasonic welding, the most important time is the time (vibration, welding time) and pressure at which the welding energy is applied. Of course, other conditions are also important.
Welding temperature
The viscous flow temperature of the ultrasonic welding material. Otherwise the material will not melt. It is related to the amplitude, and the higher the amplitude, the higher the temperature rise.
Pressure
The molded article is pressurized using a cylindrical work eye. Generally, the compressed air pressure is 0.1-0.3 MPa (pressure gauge), which is sometimes higher. However, if high pressure is used, the vibration of the cylinder is hindered.
Welding time
Depending on the type of material and the shape of the product, it takes only 0.2 seconds for some molded parts to be soldered. Excessive time will cause excessive welding and a large amount of flash and air bubbles, resulting in poor air tightness, which must be noted.
Cooling (holding) time
For crystalline plastics, if the temperature is below the melting point, the joint will be solidified, usually with a pressurization time of between 0.1 and 0.2 seconds.
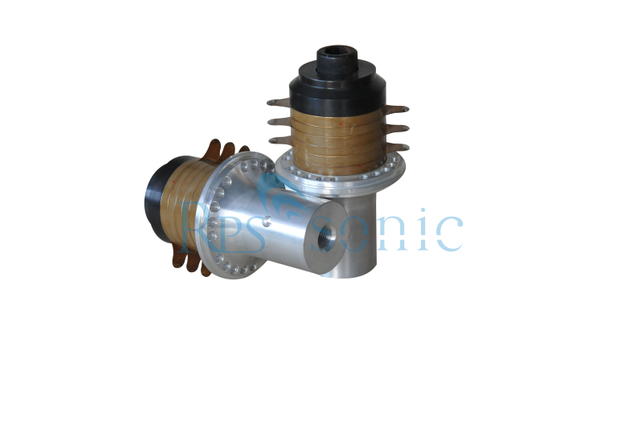
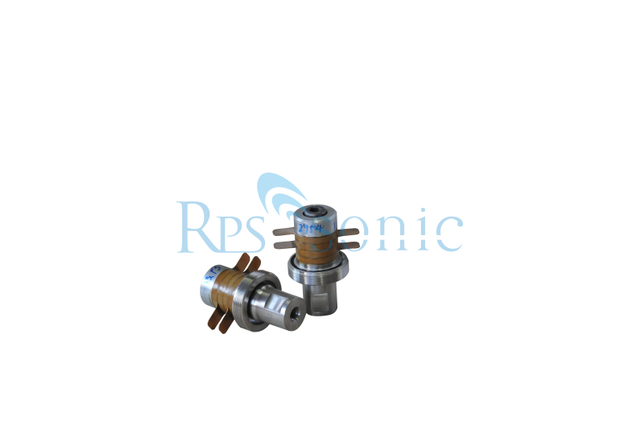
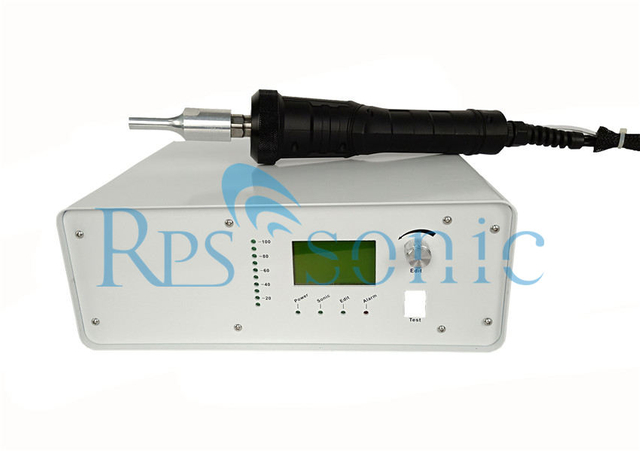
Ultrasonic welder requirements:
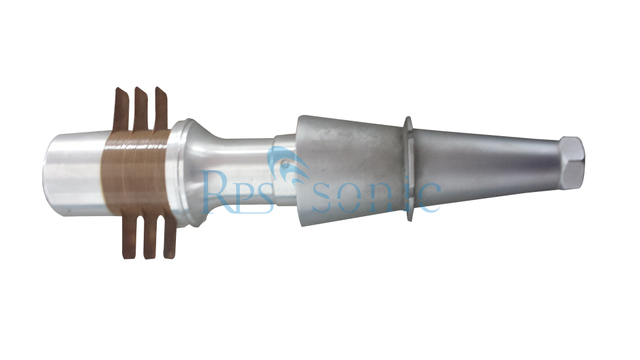
The welded horn is divided into three parts from bottom to top: the horn, the amplifier and the transducer (ultrasonic transducer). The three are amplified according to a certain ratio. If the amplitude of the transducer is 6MM, the amplifier can be amplified three times to 18MM, and the amplitude of the soldering tip can be increased to 36MM. Of course, as the amplitude increases, the life of the horn will decrease. The required material is different and the required amplitude is different.
There are three types of welding head materials:
Titanium: expensive, best performance, good toughness, and difficult to process. Friction loss is small, the amplitude can reach 60MM;
Aluminum alloy: cheap, fast wear, amplitude can not exceed 30MM, easy to process;
Steel: very hard, the most uncomfortable cooperation with the welding head, the amplitude can not exceed 25MM, suitable for cutting, need to increase the blowing tube, easy to cool.
Therefore, the application range of ultrasonic automotive welding is: automobile door panel, automobile door panel sound insulation felt, automotive non-woven interior parts spot welding, automobile instrument panel, automobile instrument panel, automobile plastic parts riveting, automobile bumper, automobile tire cover, car roof , automobile trunk non-woven fabric, car seat cushion non-woven fabric, automobile engine cover, automobile taillight, automobile lampshade, automobile bearing cage, automobile glove box, automobile filter, automobile plastic valve, automobile air commutator,
Automotive airflow detectors, etc. For the welding of automotive plastic parts, non-standard ultrasonic welding equipment, multi-head multi-station design, with PCL program control and liquid crystal display operation, welding of complex workpieces of large automobiles, including welding surfaces in different directions, need to weld multiple positions at the same time .