Français
Vues : 925 Auteur : Éditeur du site Heure de publication : 2019-06-17 Origine : Site
Défauts courants du soudage par ultrasons :
Premièrement, la force ne peut pas atteindre le niveau souhaité.
Bien entendu, nous devons comprendre que la force de l’opération de soudage par ultrasons ne pourra jamais atteindre la force du moulage intégral. On peut seulement dire qu'elle est proche de la résistance du moulage intégral, et les exigences relatives à la résistance du soudage doivent dépendre d'un certain nombre de combinaisons. Quelles sont ces coopérations ?
※ Matière plastique : le résultat du soudage de l'ABS et de l'ABS est nettement plus fort que la résistance du soudage de l'ABS et du PC, car le point de fusion des deux matériaux différents ne sera pas le même, bien sûr, la résistance du soudage n'est pas la même, bien que nous discutions. Les deux matériaux ABS et PC peuvent-ils être soudés l'un à l'autre ? Notre réponse est qu’il peut être soudé, mais la résistance après soudage est-elle celle que nous souhaitons ? Ce n'est pas forcément le cas ! En revanche, qu’en est-il de la situation de l’ABS et du Nil, du PP et du PE ? Si le HORN à ultrasons émet instantanément 150 degrés de chaleur, bien que le matériau ABS ait fondu, le nylon, le PVC, le PP et le PE ne font que ramollir. Nous continuons à nous réchauffer jusqu'à 270 degrés ou plus. À l'heure actuelle, le nylon, le PVC, le PP et le PE ont atteint la température de soudage par ultrasons, mais le matériau ABS a été transformé en une autre structure moléculaire ! De la discussion ci-dessus, nous pouvons résumer trois conclusions :
1. Plus la résistance au soudage de la matière plastique est forte avec le même point de fusion.
2. Plus le point de fusion de la matière plastique est élevé, plus la résistance au soudage est faible.
3. Plus la densité du matériau plastique (dur) est élevée, plus la force de fusion est élevée que la densité faible (haute ténacité).
Deuxièmement, la surface du produit produit des cicatrices ou des fissures.
Lors du soudage par ultrasons, il est courant que la surface du produit soit rayée, cassée ou fissurée au niveau du joint. Parce qu'il existe deux situations en fonctionnement ultrasonique : 1. Une énergie thermique élevée entre directement en contact avec la surface du produit en plastique 2. Conduction des vibrations. Par conséquent, lorsque la vibration ultrasonique agit sur le produit en plastique, la surface du produit est sujette aux brûlures et la colonne ou le trou en plastique d'une fine épaisseur de 1 m/m est également sujet aux fissures. C'est une condition préalable au fonctionnement par ultrasons. Évité. D'autre part, en raison du manque d'énergie de sortie ultrasonique (table d'extension et moule supérieur HORN), le soudage prend beaucoup de temps lorsque l'énergie de frottement vibratoire est convertie en énergie thermique pour accumuler de l'énergie thermique afin de compenser le manque de puissance de sortie. Ce type de méthode de soudage n'est pas l'énergie thermique de friction de vibration qui est obtenue en un instant, mais le temps de soudage est nécessaire pour accumuler l'énergie thermique, de sorte que le point de fusion du produit en plastique atteigne l'effet de soudage, de sorte que l'énergie thermique reste trop longtemps à la surface du produit, et la température accumulée et le stress provoqueront également des brûlures, des cassures ou des cassures du produit. Par conséquent, il est nécessaire de prendre en compte la puissance de sortie (nombre de segments), le temps de soudage, la pression dynamique et d’autres facteurs pour surmonter ce type de perte d’emploi.
Solution:
1. Réduisez la pression.
2. Réduisez le temps de retard (vibration précoce)).
3. Réduisez le temps de soudage.
4. Citez la couverture médiatique (par exemple, les sacs PE).
5. Le moule a un traitement de surface (durci ou chromé).
6. Le nombre d'étages de la machine est réduit ou réduit.
7. Pour les produits qui se fissurent ou se brisent facilement, le luminaire doit être constitué d'un rembourrage, tel qu'une résine souple ou du liège recouvert (cela n'affecte pas la résistance du soudage).
8. Les produits faciles à casser ajoutent un angle R à angle droit.
Troisièmement, le produit produit une distorsion.
Il y a trois raisons à cette déformation :
1. Le corps et la fusion ou le couvercle souhaité ne peuvent pas correspondre en raison de l'angle ou de la courbure.
2. Le produit est fin et fin (moins de 2 m/m) et la longueur dépasse 60 m/m.
3. Le produit est déformé et déformé en raison de conditions telles que la pression de moulage par injection.
Par conséquent, lorsque nos produits sont déformés par opération ultrasonique, cela semble être la cause d’un soudage par ultrasons en surface. Cependant, ce n’est qu’un résultat. Qu'arrive-t-il au produit en plastique avant qu'il ne soit soudé et que se passe-t-il après le soudage. S'il n'y a pas de discussion sur la cause principale, il faudra beaucoup de temps pour résoudre le problème de ne pas traiter le bon médicament, et dans l'opération de soudage par conduction indirecte par ultrasons (fusion non directe), la pression inférieure à 6 kg ne peut pas modifier la flexibilité et l'inertie du plastique. N'essayez donc pas d'utiliser une forte pression pour modifier la déformation avant le soudage (la pression maximale de la machine à fusion est de 6 kg), y compris l'extrusion forcée avec un support de moule. Peut-être allons-nous également tomber dans un angle mort, c'est-à-dire explorer la cause de la déformation à partir de la surface, c'est-à-dire que l'œil nu ne peut pas être vu avant la fusion, mais après l'achèvement du soudage par ultrasons, il est évident de trouver la déformation. La raison en est qu'avant le soudage, l'existence de la ligne fusible sera difficile à trouver les angles accumulés du produit lui-même, l'arc et l'erreur accumulée du matériau résiduel, mais après l'achèvement du soudage par ultrasons, il apparaîtra visible à l'œil nu. Déformation.
Solution:
1. Réduisez la pression (la pression est de préférence inférieure à 2 kg).
2. Réduisez le temps de soudage par ultrasons (norme de résistance réduite).
3. Augmentez le temps de durcissement (au moins 0,8 seconde ou plus).
4. Analysez si les modes ultrasoniques supérieur et inférieur peuvent être partiellement ajustés (pas nécessaire).
5. Analysez la principale cause de déformation du produit et améliorez-la.
Quatrièmement, les parties internes du produit sont détruites
※ Les raisons des dommages au produit après le soudage par ultrasons sont les suivantes :
1. La puissance de sortie de la machine à souder par ultrasons est trop élevée.
2. La production d’énergie de l’amplificateur d’énergie ultrasonique est trop forte.
3. Le support inférieur du moule est suspendu par le point de force et est détruit par la vibration ultrasonique.
4. Le produit en plastique est haut et fin à l'angle droit du fond, et il n'y a pas d'angle R pour tamponner l'énergie.
5. Conditions de traitement par ultrasons incorrectes.
Solution:
1. Temps de vibration ultrasonique précoce (éviter les vibrations de contact).
2. Réduisez la pression et réduisez le temps de soudage par ultrasons (réduisez la norme de résistance).
3. Réduisez le nombre d'étages de puissance de la machine ou de la machine à faible puissance.
4. Réduisez le taux d’expansion du moule par ultrasons.
5. Le moule inférieur est rembourré de caoutchouc sous la force.
6. Le moule inférieur et le produit évitent le flottement ou les espaces.
7.HORN (moule supérieur) mesure à nouveau la fréquence après l'alésage.
8. Appliquez le matériau élastique une fois la matrice supérieure ennuyée.
Cinquième. Le produit produit un flash ou un flash
※ La raison des éclairs ou des bavures du produit après le soudage par ultrasons est la suivante :
1. La puissance des ultrasons est trop forte.
2. Le temps de soudage par ultrasons est trop long.
3. La pression atmosphérique (dynamique) est trop élevée.
4. La pression sous la matrice supérieure (statique) est trop importante.
5. Le taux d'expansion énergétique du modèle supérieur (HORN) est trop élevé.
6. La ligne de fusible du produit en plastique est trop extérieure ou trop haute ou trop épaisse.
Les six éléments ci-dessus sont à l’origine du clignotement du produit après l’opération de soudage par ultrasons. Cependant, le plus critique est d’ouvrir la ligne fusible de la sixième onde ultrasonore. Généralement, lors de l'opération de soudage par ultrasons, la pression de l'air est d'environ 2 à 4 kg, selon la valeur empirique de la ligne de fusion supersonique, elle est de 0,4 à 0,6 m/m au fond et de 0,3 à 0,4 m/m à la hauteur. Par exemple, ce type Δ , l'angle aigu est d'environ 60 ° , au-delà de cette valeur entraînera une augmentation du temps de soudage par ultrasons, de la pression, de la machine ou de la puissance du moule supérieur, formant ainsi les 1 à 6 éléments ci-dessus provoquant des éclairs et des bavures.
Solution:
1. Réduisez la pression et réduisez le temps de soudage par ultrasons (réduisez la norme de résistance).
2. Réduisez le nombre d'étages de puissance de la machine ou de la machine à faible puissance.
3. Réduisez le taux d’expansion du moule par ultrasons.
4. Utilisez la machine à ultrasons pour affiner le positionnement et le fixer.
5. Modifiez la ligne de fusion ultrasonique.
Sixièmement, la taille du produit après soudage ne peut pas être contrôlée dans les limites de la tolérance
※ En soudage par ultrasons, le produit ne peut pas être contrôlé dans la plage de tolérance pour les raisons suivantes :
1. Stabilité de la machine (la conversion d'énergie n'a pas ajouté de facteur de sécurité).
2. La déformation des produits en plastique dépasse la plage de fusion naturelle des ondes ultrasonores.
3. Le positionnement du luminaire ou la capacité portante sont instables.
4. La sortie d'expansion d'énergie du mode supérieur ultrasonique ne correspond pas.
5. Les conditions du procédé de soudage n’ont pas ajouté de facteur de sécurité.
Solution:
1. Augmenter le facteur de sécurité du soudage (par temps de soudage, pression, puissance).
2. Activez la vis de réglage fin (doit être contrôlée à 0,02 m/m).
3. Vérifiez si l'énergie de sortie de la matrice supérieure ultrasonique est suffisante (en augmentant le nombre de segments lorsqu'elle n'est pas suffisante).
4. Vérifiez si le positionnement du luminaire et la capacité portante du produit sont stables.
5. Modifiez la ligne de fusion ultrasonique.
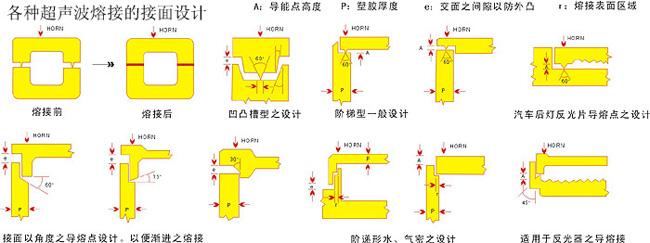
Conception de ligne de fusion étanche à l'eau et à l'air pour soudage plastique par ultrasons
Lorsque nous voulons que le produit remplisse la fonction d'étanchéité à l'eau et à l'air, le positionnement et la ligne de fusion par ultrasons sont la clé du succès ou de l'échec. Par conséquent, dans la conception du produit, tels que : le positionnement, le matériau, l’épaisseur de la chair et le rapport correspondant de la ligne de fusion par ultrasons Relation absolue. Dans les exigences générales d'étanchéité à l'eau et à l'air, la hauteur de la ligne de fusible doit être comprise entre 0,5 et 0,8 m/m (en fonction de l'épaisseur du produit), par exemple en dessous de 0,5 m/m, pour obtenir la fonction d'étanchéité à l'eau et à l'air, à moins que le réglage de positionnement ne soit très standard et que l'épaisseur de la viande soit de 5 m/m ou plus, sinon l'effet sera médiocre. La manière dont le produit étanche doit généralement être positionné avec la ligne de fusion supersonique est la suivante :
Il convient à l’étanchéité et à la fusion de produits de grande taille. L'angle de contact est = 45 ° , x = w/2 et d = 0,3 ~ 0,8 mm est préféré.
Type de pointe étagée : convient pour l'étanchéité à l'eau et la prévention des saillies ou des fissures. L'angle de la surface de contact est de 45 ° , x=w/2 et d=0,3~0,8 mm.
De crête à vallée : convient au soudage étanche et à haute résistance, d = 0,3 ~ 0,6 mm. La hauteur de la surface de contact intérieure h varie en fonction de la forme, mais h est d'environ 1 ~ 2 mm.
Le fonctionnement par ultrasons du produit ne permet pas d'obtenir l'étanchéité à l'eau et à l'air. Outre les facteurs tels que la ligne de fusion par ultrasons, le positionnement des appareils et le positionnement du produit, les conditions de réglage par ultrasons sont également une cause majeure. Ici, nous approfondissons une autre raison (les conditions de fusion) qui enflamme l’étanchéité à l’eau et à l’air. Lorsque nous mettons en œuvre le soudage par ultrasons, l’objectif le plus fondamental est de rechercher l’efficacité, mais cela ignore souvent les éléments essentiels de l’efficacité. Il y a deux phénomènes :
Premièrement, la vitesse de descente, tamponnant trop vite : la vitesse de cette formation, de sorte que la pression dynamique plus l'accélération de la gravité aplatiront la ligne de fusible ultrasonique, de sorte que la ligne de fusible ne puisse pas jouer le rôle de fusion, formant un soudage pseudo-phase.
Deuxièmement, le temps de soudage est trop long : les produits en plastique, en raison de l'énergie thermique à long terme, font non seulement fondre la matière plastique, mais provoquent également le phénomène de cokéfaction des tissus plastiques, la production de trous de sable, d'eau ou de gaz qui pénètrent dans le trou de sable. C'est l'endroit le plus difficile à découvrir pour la technologie générale de production.

















