Сербия
Прегледи: 928 Аутор: Уредник сајта Време објаве: 17.06.2019. Порекло: Сајт
Уобичајени недостаци ултразвучног заваривања:
Прво, снага не може достићи жељени стандард.
Наравно, морамо разумети да снага операције ултразвучног заваривања никада не може достићи снагу интегралног обликовања. Може се само рећи да је близу чврстоће интегралног калупа, а захтеви за чврстоћу заваривања морају зависити од низа комбинација. Какве су то сарадње?
※ Пластични материјал: Резултат заваривања АБС-а и АБС-а је дефинитивно јачи од јачине АБС-а и ПЦ заваривања, јер тачка топљења два различита материјала неће бити иста, наравно, снага заваривања није иста, иако разговарамо о томе да ли се два материјала АБС и ПЦ могу заварити један за други? Наш одговор је да се може заварити, али да ли је снага након заваривања она коју желимо? То није нужно случај! С друге стране, шта је са ситуацијом АБС и Нила, ПП и ПЕ? Ако ултразвучни ХОРН тренутно емитује 150 степени топлоте, иако је АБС материјал отопљен, најлон, ПВЦ, ПП и ПЕ су само омекшани. Настављамо да се загревамо до 270 степени или више. У овом тренутку, најлон, ПВЦ, ПП и ПЕ су достигли температуру ултразвучног заваривања, али АБС материјал је раздвојен у другу молекуларну структуру! Из горње дискусије можемо сумирати три закључка:
1. Што је јача чврстоћа заваривања пластичног материјала са истом тачком топљења.
2. Што је већа тачка топљења пластичног материјала, то је мања снага заваривања.
3. Што је већа густина пластичног материјала (тврдог), то је већа снага фузије од ниже густине (висока жилавост).
Друго, површина производа је уплашена или напукла.
Код ултразвучног заваривања, уобичајено је да површина производа буде изгребана, сломљена или напукла на споју. Пошто постоје две ситуације у ултразвучном раду: 1. Висока топлотна енергија директно долази у контакт са површином пластичног производа 2. Провођење вибрација. Стога, када ултразвучна вибрација делује на пластични производ, површина производа је склона опекотинама, а пластични стуб или рупа танке дебљине 1 м/м такође је склона пуцању. Ово је предуслов за ултразвучну операцију. Избегавано. С друге стране, због недостатка ултразвучне излазне енергије (стол за проширење и горњи калуп ХОРН), потребно је много времена за заваривање када се енергија трења вибрација претвара у топлотну енергију да би се акумулирала топлотна енергија како би се компензовао недостатак излазне снаге. Ова врста методе заваривања није топлотна енергија трења вибрација која се постиже у тренутку, већ је потребно време заваривања да се акумулира топлотна енергија, тако да тачка топљења пластичног производа достигне ефекат заваривања, тако да топлотна енергија остаје на површини производа предуго, а акумулирана температура и стрес ће такође изазвати опекотине, ломове или ломове производа. Због тога је потребно узети у обзир излазну снагу (број сегмената), време заваривања, динамички притисак и друге факторе да би се превазишао овај тип губитка посла.
решење:
1. Смањите притисак.
2. Смањите време кашњења (рана вибрација)).
3. Смањите време заваривања.
4. Цитирајте медијско извештавање (нпр. ПЕ кесе).
5. Калуп има површинску обраду (каљен или хромиран).
6. Број степена машине се смањује или смањује.
7. За производе који се лако пуцају или ломе, учвршћење треба да буде направљено од јастука, као што је мекана смола или покривена плута (ово средство не утиче на чврстоћу заваривања).
8. Производи који се лако ломе додајте Р угао под правим углом.
Треће, производ производи изобличење.
Постоје три разлога за ову деформацију:
1. Тело и жељена фузија или поклопац не могу да се подударају једно са другим због угла или закривљености.
2. Производ је танак и танак (унутар 2м/м), а дужина прелази 60м/м.
3. Производ је деформисан и изобличен услед услова као што је притисак бризгања.
Стога, када се наши производи деформишу ултразвучним радом, чини се да је то узрок ултразвучног заваривања на површини. Међутим, ово је само резултат. Шта се дешава са пластичним производом пре заваривања, а шта после заваривања. Ако нема расправе о главном узроку, биће потребно доста времена да се реши проблем нелечења правог лека, а у операцији ултразвучног индиректног проводног заваривања (недиректно топљење), притисак испод 6 кг не може променити флексибилност и инерцију пластике. Зато не покушавајте да користите јак притисак да бисте променили деформацију пре заваривања (максимални притисак машине за фузију је 6 кг), укључујући принудно истискивање са учвршћењем за калуп. Можда ћемо и ми пасти у слепу тачку, односно истражити узрок деформације са површине, односно да се голим оком не види пре фузије, али након завршетка ултразвучног заваривања, очигледно је да се пронађе деформација. Разлог је у томе што ће пре заваривања постојање линије осигурача бити тешко пронаћи акумулиране углове самог производа, лук и акумулирану грешку заосталог материјала, али ће након завршетка ултразвучног заваривања то бити видљиво голим оком. Деформација.
решење:
1. Смањите притисак (притисак је пожељно испод 2 кг).
2. Смањите време ултразвучног заваривања (стандард смањене чврстоће).
3. Повећајте време очвршћавања (најмање 0,8 секунди или више).
4. Анализирајте да ли се ултразвучни горњи и доњи режим могу делимично подесити (није неопходно).
5. Анализирајте главни узрок деформације производа и побољшајте га.
Четврто, унутрашњи делови производа су уништени
※ Разлози за оштећење производа након ултразвучног заваривања су следећи:
1. Излазна снага ултразвучне машине за заваривање је прејака.
2. Излаз енергије ултразвучног појачавача енергије је прејак.
3. Доњи елемент калупа је суспендован помоћу тачке силе и уништен је ултразвучном вибрацијом.
4. Пластични производ је висок и танак под правим углом од дна, и не постоји Р угао за пуферовање енергије.
5. Нетачни услови ултразвучне обраде.
решење:
1. Рано време ултразвучне вибрације (избегавајте контактне вибрације).
2. Смањите притисак и смањите време ултразвучног заваривања (смањите стандард чврстоће).
3. Смањите број степена снаге машине или машине мале снаге.
4. Смањите однос ултразвучног ширења калупа.
5. Доњи калуп је обложен гумом на силу.
6. Доњи калуп и производ избегавају плутање или празнине.
7.РОГ (горњи калуп) поново мери фреквенцију након бушења.
8. Нанесите еластични материјал након што је горња матрица досадна.
Пето. Производ производи блиц или блиц
※ Разлог за бљесак или избочине производа након ултразвучног заваривања је следећи:
1. Ултразвучна снага је прејака.
2. Време ултразвучног заваривања је предуго.
3. Притисак ваздуха (динамички) је превелик.
4. Притисак испод горње матрице (статички) је превелик.
5. Однос енергетске експанзије горњег модела (ХОРН) је превелик.
6. Линија осигурача пластичног производа је превише споља или превисока или дебела.
Горњих шест ставки су узрок треперења производа након операције ултразвучног заваривања. Међутим, најкритичније је да се отвори осигурач шестог ултразвучног таласа. Генерално, у операцији ултразвучног заваривања, ваздушни притисак је у опсегу од око 2 ~ 4 кг, према емпиријској вредности надзвучне линије топљења је 0,4 ~ 0,6 м/м на дну и 0,3 ~ 0,4 м/м на висини. На пример, овај тип Δ , оштар угао је око 60 ° , изнад ове вредности ће довести до ултразвучног времена заваривања, притиска, повећања снаге машине или горњег калупа, формирајући на тај начин горњих 1~6 ставки које изазивају бљесак и избочине.
решење:
1. Смањите притисак и смањите време ултразвучног заваривања (смањите стандард чврстоће).
2. Смањите број степена снаге машине или машине мале снаге.
3. Смањите коефицијент експанзије ултразвучног калупа.
4. Користите ултразвучну машину да фино подесите позиционирање и поправите.
5. Модификујте ултразвучну линију топљења.
Шесто, величина производа након заваривања не може се контролисати унутар толеранције
※ Код ултразвучног заваривања, производ се не може контролисати у границама толеранције из следећих разлога:
1. Стабилност машине (конверзија енергије није додала фактор сигурности).
2. Деформација пластичних производа превазилази природни опсег фузије ултразвучних таласа.
3. Позиционирање учвршћења или носивост је нестабилан.
4. Ултразвучни горњи режим експанзије енергије се не поклапа.
5. Услови процеса заваривања нису додали фактор сигурности.
решење:
1. Повећајте фактор сигурности заваривања (по времену заваривања, притиску, снази).
2. Омогућите завртањ за фино подешавање (треба да се контролише на 0,02м/м).
3. Проверите да ли је излазна енергија ултразвучне горње матрице довољна (повећање броја сегмената када није довољно).
4. Проверите да ли су позиционирање уређаја и носивост производа стабилни.
5. Модификујте ултразвучну линију топљења.
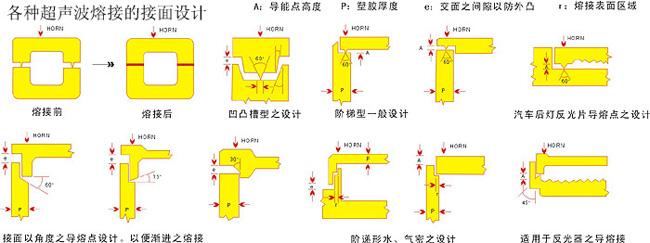
Ултразвучно пластично заваривање водо/ваздушно непропусно дизајн линије топљења
Када желимо да производ постигне функцију водонепропусности и непропусности ваздуха, позиционирање и ултразвучна линија топљења су кључ успеха или неуспеха. Стога, у дизајну производа, као што су: позиционирање, материјал, дебљина меса, и одговарајући однос ултразвучне линије топљења Апсолутни однос. У општим захтевима за водонепропусност и непропусност, висина линије осигурача треба да буде у опсегу од 0,5 ~ 0,8 м/м (у зависности од дебљине производа), као што је испод 0,5 м/м, да би се постигла функција водонепропусности и непропусности ваздуха, осим ако поставка позиционирања треба да буде веома стандардна, а дебљина меса је 5 м/м, у супротном ће ефекат бити по или више. Начин на који се водонепропусни производ генерално тражи да се позиционира са суперсоничном линијом топљења је следећи:
Погодан је за водонепропусност и фузију великих производа. Контактни угао је =45 ° , к=в/2, а д=0,3~0,8мм је пожељан.
Степен тип врха: Погодан за водонепропусност и спречавање избочења или пуцања. Угао контактне површине је 45 ° , к=в/2, а д=0,3~0,8мм.
Од врха до долине: погодно за водонепропусно и заваривање високе чврстоће, д=0,3~0,6мм Висина унутрашње контактне површине х варира у зависности од облика, али х је око 1~2мм.
Ултразвучни рад производа не може постићи водонепропусност и непропусност ваздуха. Поред фактора као што су ултразвучна линија за топљење, позиционирање уређаја и позиционирање производа, услови за ултразвучно подешавање су такође главни узрок. Овде улазимо дубље у још један разлог (услове топљења) који запаљују воду и непропусност ваздуха. Када примењујемо ултразвучно заваривање, најосновнији је циљ да тражимо ефикасност, али се често занемарује суштина ефикасности. Постоје два феномена:
Прво, брзина опадања, пребрзо пуферовање: брзина ове формације, тако да ће динамички притисак плус убрзање гравитације изравнати ултразвучну линију осигурача, тако да линија осигурача не може играти улогу топљења, формирајући псеудофазно заваривање.
Друго, време заваривања је предуго: пластични производи због дуготрајне топлотне енергије не само да чине да се пластични материјал топи, већ и изазивају појаву коксовања пластичног ткива, стварање рупа од песка, воде или гаса који продиру у рупу за песак. Ово је најтеже место за откривање опште производне технологије.

















