How to solve the defects during ultrasonic welding
Common defects of ultrasonic welding:
First, the strength can not reach the desired standard.
Of course, we must understand that the strength of the ultrasonic welding operation can never reach the strength of integral molding. It can only be said that it is close to the strength of integral molding, and the requirements for the welding strength must depend on a number of combinations. What are these cooperations?
※Plastic material: The result of welding ABS and ABS is definitely stronger than the strength of ABS and PC welding, because the melting point of the two different materials will not be the same, of course, the strength of welding is not the same, although we discuss Can the two materials ABS and PC be welded to each other? Our answer is that it can be welded, but is the strength after welding the one we want? That is not necessarily the case! On the other hand, what about the situation of ABS and Nile, PP, and PE? If the ultrasonic HORN instantaneously emits 150 degrees of heat, although the ABS material has been melted, the nylon, PVC, PP, and PE are only softened. We continue to warm up to 270 degrees or more. At this time, Nylon, PVC, PP, and PE have reached the ultrasonic welding temperature, but the ABS material has been resolved into another molecular structure! From the above discussion, we can summarize three conclusions:
1. The stronger the welding strength of the plastic material with the same melting point.
2. The larger the melting point of the plastic material, the smaller the welding strength.
3. The higher the density of the plastic material (hard), the higher the fusion strength than the lower density (high toughness).
Second, the surface of the product produces Scared or cracked.
In ultrasonic welding, it is common for the surface of the product to be scratched, broken or cracked at the joint. Because there are two situations in ultrasonic operation: 1. High thermal energy directly contacts the surface of the plastic product 2. Vibration conduction. Therefore, when the ultrasonic vibration acts on the plastic product, the surface of the product is prone to burns, and the plastic column or hole with a thin thickness of 1 m/m is also prone to cracking. This is a prerequisite for ultrasonic operation. Avoided. On the other hand, due to the lack of ultrasonic output energy (extension table and HORN upper mold), it takes a long time to weld when the vibration friction energy is converted into thermal energy to accumulate thermal energy to compensate for the lack of output power. This kind of welding method is not the vibration friction heat energy that is achieved in an instant, but the welding time is needed to accumulate the heat energy, so that the melting point of the plastic product reaches the welding effect, so that the heat energy stays on the surface of the product for too long, and the accumulated temperature And stress will also cause burns, breaks or breaks in the product. Therefore, it is necessary to consider the power output (number of segments), welding time, dynamic pressure and other factors to overcome this type of job loss.
Solution:
1. Reduce the pressure.
2. Reduce the delay time (early vibration)).
3. Reduce the welding time.
4. Quote media coverage (eg PE bags).
5. The mold has a surface treatment (hardened or chrome plated).
6. The number of machine stages is reduced or reduced.
7. For products that are easily cracked or broken, the fixture should be made of cushioning, such as soft resin or covered cork (this means does not affect the welding strength).
8. Easy to break products add R angle at right angles.
Third, the product produces distortion.
There are three reasons for this deformation:
1. The body and the desired fusion or cover cannot match each other due to angle or curvature.
2. The product is thin and thin (within 2m/m) and the length exceeds 60m/m.
3. The product is deformed and distorted due to conditions such as injection molding pressure.
Therefore, when our products are deformed by ultrasonic operation, it seems to be the cause of ultrasonic welding on the surface. However, this is only a result. What happens to the plastic product before it is welded, and what happens after welding. If there is no discussion on the main cause, it will take a lot of time to deal with the problem of not treating the right medicine, and in the ultrasonic indirect conduction welding operation (non-direct melting), the pressure below 6kg can not change the flexibility and inertia of the plastic. So don't try to use strong pressure to change the deformation before welding (the maximum pressure of the fusion machine is 6kg), including forced extrusion with a mold fixture. Perhaps we will also fall into a blind spot, that is, to explore the cause of deformation from the surface, that is, the naked eye can not be seen before the fusion, but after the completion of ultrasonic welding, it is obvious to find the deformation. The reason is that before the welding, the existence of the fuse line will be difficult to find the accumulated angles of the product itself, the arc and the accumulated error of the residual material, but after the completion of the ultrasonic welding, it will appear to be visible to the naked eye. Deformation.
Solution:
1. Reduce the pressure (the pressure is preferably below 2kg).
2. Reduce the ultrasonic welding time (reduced strength standard).
3. Increase the hardening time (at least 0.8 seconds or more).
4. Analyze whether the ultrasonic upper and lower modes can be partially adjusted (not necessary).
5. Analyze the main cause of product deformation and improve it.
Fourth, the internal parts of the product are destroyed
※The reasons for product damage after ultrasonic welding are as follows:
1. Ultrasonic welding machine power output is too strong.
2. Ultrasonic energy amplifier energy output is too strong.
3. The bottom mold fixture is suspended by the force point and is destroyed by the ultrasonic vibration.
4. The plastic product is high and thin at the right angle of the bottom, and there is no R angle for buffering the energy.
5. Incorrect ultrasonic processing conditions.
Solution:
1. Early ultrasonic vibration time (avoid contact vibration).
2. Reduce the pressure and reduce the ultrasonic welding time (reduce the strength standard).
3. Reduce the number of power stages of the machine or the low power machine.
4. Reduce the ultrasonic mold expansion ratio.
5. The bottom mold is cushioned with rubber at the force.
6. The bottom mold and the product avoid floating or gaps.
7.HORN (upper mold) re-measures the frequency after boring.
8. Apply the elastic material after the upper die is boring.
Fifth. The product produces flash or flash
※The reason for the flash or burrs of the product after ultrasonic welding is as follows:
1. Ultrasonic power is too strong.
2. Ultrasonic welding time is too long.
3. Air pressure (dynamic) is too large.
4. The pressure under the upper die (static) is too large.
5. The upper model (HORN) energy expansion ratio is too large.
6. The plastic product fuse line is too outside or too high or thick.
The above six items are the cause of the flashing of the product after the ultrasonic welding operation. However, the most critical one is to open the fuse line of the sixth ultrasonic wave. Generally, in the ultrasonic welding operation, the air pressure is about 2 ~4kg range, according to the empirical value of the supersonic melt line is 0.4~0.6m/m at the bottom and 0.3~0.4m/m at the height. For example, this type Δ, the sharp angle is about 60°, beyond this value will be Leading to the ultrasonic welding time, pressure, machine or upper mold power increase, thus forming the above 1~6 items cause flash and burrs.
Solution:
1. Reduce the pressure and reduce the ultrasonic welding time (reduce the strength standard).
2. Reduce the number of power stages of the machine or the low power machine.
3. Reduce the ultrasonic mold expansion ratio.
4. Use the ultrasonic machine to fine tune the positioning and fix.
5. Modify the ultrasonic melt line.
Sixth, the size of the product after welding can not be controlled within the tolerance
※ In ultrasonic welding, the product cannot be controlled within the tolerance range for the following reasons:
1. Machine stability (energy conversion has not added safety factor).
2. The deformation of plastic products exceeds the natural fusion range of ultrasonic waves.
3. Fixture positioning or bearing capacity is unstable.
4. Ultrasonic upper mode energy expansion output does not match.
5. The welding process conditions have not added a safety factor.
Solution:
1. Increase the welding safety factor (by welding time, pressure, power).
2. Enable the fine adjustment screw (should be controlled to 0.02m/m).
3. Check if the output energy of the ultrasonic upper die is sufficient (increasing the number of segments when not enough).
4. Check whether the fixture positioning and product bearing capacity are stable.
5. Modify the ultrasonic Melting line.
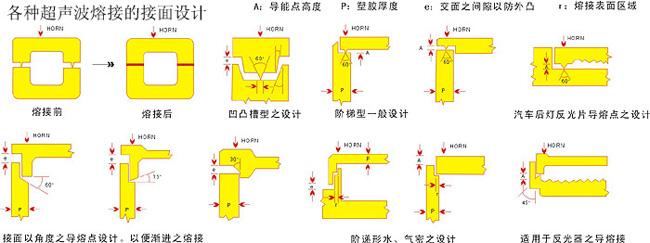
Ultrasonic plastic welding water/air-tight Melting line design
When we want the product to achieve the function of water and air-tightness, positioning and ultrasonic melting line are the key to success or failure. Therefore, in the design of the product, such as: positioning, material, flesh thickness, and the corresponding ratio of the ultrasonic melting line Absolute relationship. In general water and airtight requirements, the height of the fuse line should be in the range of 0.5~0.8m/m (depending on the thickness of the product), such as below 0.5m/m, to achieve the function of water and air-tightness, unless The positioning setting should be very standard, and the thickness of the meat is 5 m/m or more, otherwise the effect will be poor. The way in which the water-tight product is generally required to be positioned with the supersonic melt line is as follows:
It is suitable for water-tightness and fusion of large products. The contact angle is =45°, x=w/2, and d=0.3~0.8mm is preferred.
Stepped tip type: Suitable for water-tightness and prevention of protrusion or cracking. The angle of the contact surface is 45°, x=w/2, and d=0.3~0.8mm.
Peak-to-valley: suitable for watertight and high-strength welding, d=0.3~0.6mm The height of the inner contact surface h varies depending on the shape, but h is about 1~2mm.
Ultrasonic operation of the product can not achieve water and air-tightness. In addition to the factors such as ultrasonic melting line, fixture positioning, and product positioning, the conditions for ultrasonic setting are also a major cause. Here we delve deeper into another reason (smelting conditions) that ignite water and air-tightness. When we implement ultrasonic welding, it is the most basic goal to seek efficiency, but it often ignores the essentials of efficiency. There are two phenomena:
First, the descending speed, buffering too fast: the speed of this formation, so that the dynamic pressure plus gravity acceleration will flatten the ultrasonic fuse line, so that the fuse line can not play the role of melting, forming a pseudo-phase welding.
Second, the welding time is too long: plastic products due to the long-term heat energy, not only make the plastic material melt, but also cause the plastic tissue coking phenomenon, the production of sand holes, water or gas that penetrates the sand hole. This is the most difficult place for general production technology to discover.


















