Deutsch
Aufrufe: 927 Autor: Site-Editor Veröffentlichungszeit: 17.06.2019 Herkunft: Website
Häufige Mängel beim Ultraschallschweißen:
Erstens kann die Festigkeit nicht den gewünschten Standard erreichen.
Natürlich müssen wir verstehen, dass die Stärke des Ultraschallschweißvorgangs niemals die Stärke des Integralformens erreichen kann. Man kann nur sagen, dass es nahe an der Festigkeit des Integralformens liegt und die Anforderungen an die Schweißfestigkeit von einer Reihe von Kombinationen abhängen müssen. Was sind diese Kooperationen?
※ Kunststoffmaterial: Das Ergebnis des Schweißens von ABS und ABS ist definitiv stärker als die Festigkeit des ABS- und PC-Schweißens, da der Schmelzpunkt der beiden verschiedenen Materialien natürlich nicht derselbe ist und die Festigkeit des Schweißens nicht gleich ist, obwohl wir diskutieren. Können die beiden Materialien ABS und PC miteinander verschweißt werden? Unsere Antwort ist, dass es geschweißt werden kann, aber ist die Festigkeit nach dem Schweißen die gewünschte? Das ist nicht unbedingt der Fall! Wie sieht es andererseits mit der Situation von ABS und Nile, PP und PE aus? Wenn das Ultraschall-HORN augenblicklich 150 Grad Hitze abgibt, obwohl das ABS-Material geschmolzen ist, werden Nylon, PVC, PP und PE nur erweicht. Wir erwärmen uns weiterhin auf bis zu 270 Grad und mehr. Zu diesem Zeitpunkt haben Nylon, PVC, PP und PE die Ultraschallschweißtemperatur erreicht, aber das ABS-Material wurde in eine andere Molekülstruktur aufgelöst! Aus der obigen Diskussion können wir drei Schlussfolgerungen zusammenfassen:
1. Je stärker die Schweißfestigkeit des Kunststoffmaterials bei gleichem Schmelzpunkt ist.
2. Je höher der Schmelzpunkt des Kunststoffmaterials ist, desto geringer ist die Schweißfestigkeit.
3. Je höher die Dichte des Kunststoffmaterials (hart), desto höher ist die Schmelzfestigkeit als bei geringerer Dichte (hohe Zähigkeit).
Zweitens erzeugt die Oberfläche des Produkts Narben oder Risse.
Beim Ultraschallschweißen kommt es häufig vor, dass die Oberfläche des Produkts an der Verbindungsstelle zerkratzt, gebrochen oder rissig wird. Denn beim Ultraschallbetrieb gibt es zwei Situationen: 1. Hohe thermische Energie berührt direkt die Oberfläche des Kunststoffprodukts 2. Vibrationsleitung. Wenn daher die Ultraschallvibration auf das Kunststoffprodukt einwirkt, ist die Oberfläche des Produkts anfällig für Verbrennungen, und die Kunststoffsäule oder das Loch mit einer dünnen Dicke von 1 m/m ist ebenfalls anfällig für Risse. Dies ist Voraussetzung für den Ultraschallbetrieb. Vermieden. Andererseits dauert das Schweißen aufgrund der fehlenden Ultraschall-Ausgangsenergie (Auszugstisch und HORN-Oberform) lange, wenn die Vibrations-Reibungsenergie in Wärmeenergie umgewandelt wird, um Wärmeenergie anzusammeln, um die fehlende Ausgangsleistung auszugleichen. Bei dieser Art von Schweißmethode wird nicht die Vibrationsreibungswärmeenergie in einem Augenblick erreicht, sondern die Schweißzeit wird benötigt, um die Wärmeenergie zu akkumulieren, damit der Schmelzpunkt des Kunststoffprodukts den Schweißeffekt erreicht, so dass die Wärmeenergie zu lange auf der Oberfläche des Produkts verbleibt und die angesammelte Temperatur und Spannung auch zu Verbrennungen, Brüchen oder Brüchen im Produkt führt. Daher ist es notwendig, die Leistungsabgabe (Anzahl der Segmente), die Schweißzeit, den dynamischen Druck und andere Faktoren zu berücksichtigen, um diese Art von Arbeitsplatzverlust zu verhindern.
Lösung:
1. Reduzieren Sie den Druck.
2. Reduzieren Sie die Verzögerungszeit (frühe Vibration).
3. Reduzieren Sie die Schweißzeit.
4. Zitieren Sie die Berichterstattung in den Medien (z. B. PE-Beutel).
5. Die Form hat eine Oberflächenbehandlung (gehärtet oder verchromt).
6. Die Anzahl der Maschinenstufen wird reduziert bzw. reduziert.
7. Bei Produkten, die leicht reißen oder brechen, sollte die Halterung aus einer Polsterung bestehen, z. B. aus weichem Harz oder beschichtetem Kork (dies hat keinen Einfluss auf die Schweißfestigkeit).
8. Leicht zu zerbrechende Produkte fügen im rechten Winkel einen R-Winkel hinzu.
Drittens führt das Produkt zu Verzerrungen.
Für diese Verformung gibt es drei Gründe:
1. Der Körper und die gewünschte Verschmelzung oder Abdeckung können aufgrund von Winkel oder Krümmung nicht zueinander passen.
2. Das Produkt ist dünn und dünn (innerhalb von 2 m/m) und die Länge überschreitet 60 m/m.
3. Das Produkt wird aufgrund von Bedingungen wie dem Spritzgussdruck verformt und verzogen.
Wenn unsere Produkte durch Ultraschall verformt werden, scheint dies daher die Ursache für Ultraschallschweißen an der Oberfläche zu sein. Dies ist jedoch nur ein Ergebnis. Was passiert mit dem Kunststoffprodukt vor dem Schweißen und was passiert nach dem Schweißen? Wenn die Hauptursache nicht besprochen wird, wird es viel Zeit in Anspruch nehmen, das Problem zu lösen, dass nicht das richtige Medikament behandelt wird, und beim Ultraschall-Indirektleitungsschweißvorgang (nicht direktes Schmelzen) kann der Druck unter 6 kg die Flexibilität und Trägheit des Kunststoffs nicht verändern. Versuchen Sie daher nicht, vor dem Schweißen starken Druck auszuüben, um die Verformung zu ändern (der maximale Druck der Schweißmaschine beträgt 6 kg), einschließlich der Zwangsextrusion mit einer Formvorrichtung. Vielleicht geraten wir auch in einen blinden Fleck, das heißt, die Ursache der Verformung von der Oberfläche aus zu erforschen, das heißt, das bloße Auge kann vor der Verschmelzung nicht gesehen werden, aber nach Abschluss des Ultraschallschweißens ist es offensichtlich, die Verformung zu finden. Der Grund dafür ist, dass es vor dem Schweißen schwierig sein wird, das Vorhandensein der Sicherungslinie anhand der akkumulierten Winkel des Produkts selbst, des Lichtbogens und des akkumulierten Fehlers des Restmaterials zu ermitteln. Nach Abschluss des Ultraschallschweißens scheint es jedoch mit bloßem Auge sichtbar zu sein. Verformung.
Lösung:
1. Reduzieren Sie den Druck (der Druck liegt vorzugsweise unter 2 kg).
2. Reduzieren Sie die Ultraschallschweißzeit (Standard mit reduzierter Festigkeit).
3. Erhöhen Sie die Aushärtezeit (mindestens 0,8 Sekunden oder mehr).
4. Analysieren Sie, ob die oberen und unteren Ultraschallmodi teilweise angepasst werden können (nicht erforderlich).
5. Analysieren Sie die Hauptursache für Produktverformungen und verbessern Sie sie.
Viertens werden die inneren Teile des Produkts zerstört
※ Die Gründe für Produktschäden nach dem Ultraschallschweißen sind folgende:
1. Die Ausgangsleistung des Ultraschallschweißgeräts ist zu hoch.
2. Die Energieabgabe des Ultraschall-Energieverstärkers ist zu stark.
3. Die untere Formhalterung hängt am Kraftpunkt und wird durch die Ultraschallvibration zerstört.
4. Das Kunststoffprodukt ist im rechten Winkel zum Boden hoch und dünn, und es gibt keinen R-Winkel zum Puffern der Energie.
5. Falsche Ultraschallverarbeitungsbedingungen.
Lösung:
1. Frühe Ultraschallvibrationszeit (Kontaktvibration vermeiden).
2. Reduzieren Sie den Druck und verkürzen Sie die Ultraschallschweißzeit (verringern Sie den Festigkeitsstandard).
3. Reduzieren Sie die Anzahl der Leistungsstufen der Maschine oder der Maschine mit geringer Leistung.
4. Reduzieren Sie das Ausdehnungsverhältnis der Ultraschallform.
5. Die untere Form ist bei der Krafteinwirkung mit Gummi gepolstert.
6. Die untere Form und das Produkt vermeiden Aufschwimmen oder Lücken.
7.HORN (obere Form) misst die Frequenz nach dem Bohren erneut.
8. Tragen Sie das elastische Material auf, nachdem die obere Matrize aufgebohrt ist.
Fünfte. Das Produkt erzeugt Blitz oder Blitz
※ Der Grund für Grate oder Grate am Produkt nach dem Ultraschallschweißen ist folgender:
1. Die Ultraschallleistung ist zu stark.
2. Die Ultraschallschweißzeit ist zu lang.
3. Der Luftdruck (dynamisch) ist zu groß.
4. Der Druck unter dem Oberwerkzeug (statisch) ist zu groß.
5. Das Energieausdehnungsverhältnis des oberen Modells (HORN) ist zu groß.
6. Die Sicherungsleitung des Kunststoffprodukts liegt zu weit außen, ist zu hoch oder zu dick.
Die oben genannten sechs Punkte sind die Ursache für das Flackern des Produkts nach dem Ultraschallschweißvorgang. Am kritischsten ist jedoch das Öffnen der Sicherungslinie der sechsten Ultraschallwelle. Im Allgemeinen liegt der Luftdruck beim Ultraschallschweißen im Bereich von etwa 2 bis 4 kg. Dem empirischen Wert zufolge beträgt die Überschallschmelzlinie 0,4 bis 0,6 m/m am Boden und 0,3 bis 0,4 m/m in der Höhe. Bei diesem beispielsweise etwa 60 Typ Δ beträgt der spitze Winkel ° . Bei Überschreitung dieses Wertes erhöht sich die Ultraschallschweißzeit, der Druck, die Leistung der Maschine oder der oberen Form, wodurch sich die oben genannten 1 bis 6 Elemente bilden und Grate und Grate entstehen.
Lösung:
1. Reduzieren Sie den Druck und verkürzen Sie die Ultraschallschweißzeit (verringern Sie den Festigkeitsstandard).
2. Reduzieren Sie die Anzahl der Leistungsstufen der Maschine oder der Maschine mit geringer Leistung.
3. Reduzieren Sie das Ausdehnungsverhältnis der Ultraschallform.
4. Verwenden Sie das Ultraschallgerät, um die Positionierung zu optimieren und zu fixieren.
5. Modifizieren Sie die Ultraschallschmelzlinie.
Sechstens kann die Größe des Produkts nach dem Schweißen nicht innerhalb der Toleranz kontrolliert werden
※ Beim Ultraschallschweißen kann das Produkt aus folgenden Gründen nicht innerhalb des Toleranzbereichs kontrolliert werden:
1. Maschinenstabilität (Energieumwandlung hat keinen zusätzlichen Sicherheitsfaktor).
2. Die Verformung von Kunststoffprodukten überschreitet den natürlichen Fusionsbereich von Ultraschallwellen.
3. Die Positionierung oder Tragfähigkeit der Vorrichtung ist instabil.
4. Die Energieausdehnungsleistung des oberen Ultraschallmodus stimmt nicht überein.
5. Die Bedingungen des Schweißprozesses haben keinen Sicherheitsfaktor hinzugefügt.
Lösung:
1. Erhöhen Sie die Schweißsicherheit (durch Schweißzeit, Druck, Leistung).
2. Aktivieren Sie die Feineinstellungsschraube (sollte auf 0,02 m/m eingestellt sein).
3. Überprüfen Sie, ob die Ausgangsenergie des Ultraschall-Oberwerkzeugs ausreichend ist (erhöhen Sie die Anzahl der Segmente, wenn dies nicht ausreicht).
4. Überprüfen Sie, ob die Positionierung der Vorrichtung und die Tragfähigkeit des Produkts stabil sind.
5. Modifizieren Sie die Ultraschall-Schmelzlinie.
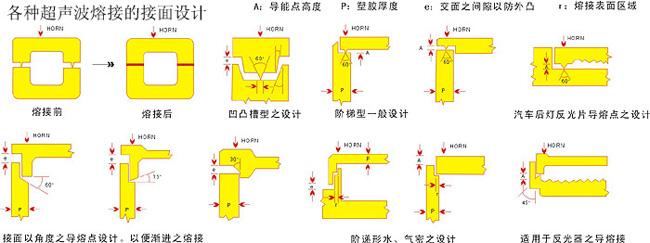
Wasser- und luftdichtes Ultraschall-Kunststoffschweißen. Design der Schmelzlinie
Wenn wir möchten, dass das Produkt die Funktion der Wasser- und Luftdichtheit erfüllt, sind die Positionierung und die Ultraschallschmelzlinie der Schlüssel zum Erfolg oder Misserfolg. Daher sind bei der Gestaltung des Produkts z. B. Positionierung, Material, Fleischdicke und das entsprechende Verhältnis der Ultraschall-Schmelzlinie eine absolute Beziehung. Bei allgemeinen Wasser- und Luftdichtheitsanforderungen sollte die Höhe der Sicherungslinie im Bereich von 0,5 bis 0,8 m/m (abhängig von der Dicke des Produkts) liegen, beispielsweise unter 0,5 m/m, um die Funktion der Wasser- und Luftdichtheit zu erreichen, es sei denn, die Positionierungseinstellung sollte sehr standardmäßig sein und die Dicke des Fleisches 5 m/m oder mehr betragen, da sonst die Wirkung schlecht ist. Die Art und Weise, wie das wasserdichte Produkt im Allgemeinen an der Überschallschmelzlinie positioniert werden muss, ist wie folgt:
Es eignet sich zur Wasserdichtheit und Verschmelzung großer Produkte. Der Kontaktwinkel beträgt =45 ° , x=w/2 und d=0,3~0,8 mm wird bevorzugt.
Typ mit abgestufter Spitze: Geeignet für Wasserdichtigkeit und zur Vermeidung von Vorsprüngen oder Rissen. Der Winkel der Kontaktfläche beträgt 45 ° , x=w/2 und d=0,3~0,8 mm.
Spitze-zu-Tal: geeignet für wasserdichtes und hochfestes Schweißen, d=0,3–0,6 mm. Die Höhe der inneren Kontaktfläche h variiert je nach Form, h beträgt jedoch etwa 1–2 mm.
Der Ultraschallbetrieb des Produkts kann keine Wasser- und Luftdichtheit erreichen. Neben Faktoren wie der Ultraschall-Schmelzlinie, der Positionierung der Vorrichtung und der Produktpositionierung sind auch die Bedingungen für die Ultraschall-Einstellung eine wichtige Ursache. Hier befassen wir uns eingehender mit einem weiteren Grund (Schmelzbedingungen), der die Wasser- und Luftdichtheit entzündet. Bei der Implementierung des Ultraschallschweißens ist das grundsätzliche Ziel die Effizienz, doch dabei werden oft die wesentlichen Aspekte der Effizienz außer Acht gelassen. Es gibt zwei Phänomene:
Erstens die Abstiegsgeschwindigkeit, die zu schnell puffert: Die Geschwindigkeit dieser Formation, so dass der dynamische Druck plus die Schwerkraftbeschleunigung die Ultraschallsicherungslinie abflachen, so dass die Sicherungslinie nicht die Rolle des Schmelzens spielen kann und eine Pseudophasenschweißung bildet.
Zweitens ist die Schweißzeit zu lang: Kunststoffprodukte lassen aufgrund der langfristigen Wärmeenergie nicht nur das Kunststoffmaterial schmelzen, sondern verursachen auch das Phänomen der Verkokung des Kunststoffgewebes, die Bildung von Sandlöchern, Wasser oder Gas, das in das Sandloch eindringt. Dies ist der Ort, der für die allgemeine Produktionstechnik am schwierigsten zu entdecken ist.

















