românesc
Vizualizări: 925 Autor: Editor site Ora publicării: 2019-06-17 Origine: Site
Defecte comune ale sudării cu ultrasunete:
În primul rând, puterea nu poate atinge standardul dorit.
Desigur, trebuie să înțelegem că puterea operației de sudare cu ultrasunete nu poate atinge niciodată puterea turnării integrale. Se poate spune doar că este aproape de rezistența turnării integrale, iar cerințele pentru rezistența la sudare trebuie să depindă de o serie de combinații. Care sunt aceste cooperări?
※ Material plastic: rezultatul sudării ABS și ABS este cu siguranță mai puternic decât rezistența sudurii ABS și PC, deoarece punctul de topire al celor două materiale diferite nu va fi același, desigur, rezistența sudurii nu este aceeași, deși discutăm Pot fi sudate cele două materiale ABS și PC unul cu celălalt? Răspunsul nostru este că poate fi sudat, dar rezistența după sudare este cea pe care o dorim? Nu este neapărat cazul! Pe de altă parte, cum rămâne cu situația ABS și Nil, PP și PE? Dacă HORN-ul ultrasonic emite instantaneu 150 de grade de căldură, deși materialul ABS a fost topit, nailonul, PVC-ul, PP și PE sunt doar înmuiate. Continuăm să ne încălzim până la 270 de grade sau mai mult. În acest moment, nailon, PVC, PP și PE au atins temperatura de sudare cu ultrasunete, dar materialul ABS a fost rezolvat într-o altă structură moleculară! Din discuția de mai sus, putem rezuma trei concluzii:
1. Cu cât este mai puternică rezistența la sudare a materialului plastic cu același punct de topire.
2. Cu cât punctul de topire al materialului plastic este mai mare, cu atât rezistența la sudare este mai mică.
3. Cu cât densitatea materialului plastic (dur) este mai mare, cu atât rezistența la fuziune este mai mare decât densitatea mai mică (rezistență ridicată).
În al doilea rând, suprafața produsului produce speriat sau crăpat.
În sudarea cu ultrasunete, este obișnuit ca suprafața produsului să fie zgâriată, spartă sau crăpată la îmbinare. Pentru că există două situații în funcționarea cu ultrasunete: 1. Energia termică mare contactează direct suprafața produsului din plastic 2. Conducerea vibrațiilor. Prin urmare, atunci când vibrația ultrasonică acționează asupra produsului din plastic, suprafața produsului este predispusă la arsuri, iar coloana sau gaura de plastic cu o grosime subțire de 1 m/m este, de asemenea, predispusă la crăpare. Aceasta este o condiție prealabilă pentru funcționarea cu ultrasunete. Evitat. Pe de altă parte, din cauza lipsei de energie de ieșire cu ultrasunete (masă de extensie și matriță superioară HORN), este nevoie de mult timp pentru a suda atunci când energia de frecare a vibrațiilor este convertită în energie termică pentru a acumula energie termică pentru a compensa lipsa puterii de ieșire. Acest tip de metodă de sudare nu este energia termică prin frecare prin vibrație care se obține într-o clipă, ci timpul de sudare este necesar pentru a acumula energia termică, astfel încât punctul de topire al produsului din plastic să atingă efectul de sudare, astfel încât energia termică să rămână pe suprafața produsului prea mult timp, iar temperatura acumulată și stresul va provoca, de asemenea, arsuri, ruperi sau rupturi în produs. Prin urmare, este necesar să se ia în considerare puterea de ieșire (numărul de segmente), timpul de sudare, presiunea dinamică și alți factori pentru a depăși acest tip de pierdere a locului de muncă.
Soluţie:
1. Reduceți presiunea.
2. Reduceți timpul de întârziere (vibrație timpurie)).
3. Reduceți timpul de sudare.
4. Citați acoperirea media (de exemplu, pungi PE).
5. Matrița are un tratament de suprafață (călit sau cromat).
6. Numărul de trepte al mașinii este redus sau redus.
7. Pentru produsele care se sparg sau se sparg cu ușurință, dispozitivul de fixare ar trebui să fie din material de amortizare, cum ar fi rășină moale sau plută acoperită (acest lucru înseamnă că nu afectează rezistența sudurii).
8. Produse ușor de spart adăugați unghiul R în unghi drept.
În al treilea rând, produsul produce distorsiuni.
Există trei motive pentru această deformare:
1. Corpul și fuziunea sau capacul dorit nu se pot potrivi unul cu celălalt din cauza unghiului sau curburii.
2. Produsul este subțire și subțire (în limita a 2m/m) iar lungimea depășește 60m/m.
3. Produsul este deformat și deformat din cauza unor condiții precum presiunea de turnare prin injecție.
Prin urmare, atunci când produsele noastre sunt deformate prin operarea cu ultrasunete, pare să fie cauza sudării cu ultrasunete la suprafață. Cu toate acestea, acesta este doar un rezultat. Ce se întâmplă cu produsul din plastic înainte de a fi sudat și ce se întâmplă după sudare. Dacă nu există nicio discuție cu privire la cauza principală, va dura mult timp pentru a trata problema netratării medicamentului potrivit, iar în operația de sudare indirectă cu ultrasunete (topire nedirectă), presiunea sub 6 kg nu poate modifica flexibilitatea și inerția plasticului. Așadar, nu încercați să utilizați o presiune puternică pentru a modifica deformația înainte de sudare (presiunea maximă a mașinii de topire este de 6 kg), inclusiv extrudarea forțată cu un dispozitiv de matriță. Poate că vom cădea și într-un punct orb, adică pentru a explora cauza deformării de la suprafață, adică ochiul liber nu poate fi văzut înainte de fuziune, dar după finalizarea sudării cu ultrasunete, este evident să găsim deformarea. Motivul este că înainte de sudare, existența liniei de siguranță va fi dificil de găsit unghiurile acumulate ale produsului în sine, arcul și eroarea acumulată a materialului rezidual, dar după finalizarea sudurii cu ultrasunete, va apărea a fi vizibil cu ochiul liber. Deformare.
Soluţie:
1. Reduceți presiunea (presiunea este de preferință sub 2 kg).
2. Reduceți timpul de sudare cu ultrasunete (standard de rezistență redusă).
3. Măriți timpul de întărire (cel puțin 0,8 secunde sau mai mult).
4. Analizați dacă modurile ultrasunete superior și inferior pot fi parțial ajustate (nu este necesar).
5. Analizați cauza principală a deformării produsului și îmbunătățiți-o.
În al patrulea rând, părțile interne ale produsului sunt distruse
※ Motivele pentru deteriorarea produsului după sudarea cu ultrasunete sunt următoarele:
1. Puterea de ieșire a aparatului de sudură cu ultrasunete este prea puternică.
2. Ieșirea de energie a amplificatorului de energie cu ultrasunete este prea puternică.
3. Dispozitivul de fixare inferior al matriței este suspendat de punctul de forță și este distrus de vibrația ultrasonică.
4. Produsul din plastic este înalt și subțire la unghiul drept al fundului și nu există un unghi R pentru tamponarea energiei.
5. Condiții incorecte de procesare cu ultrasunete.
Soluţie:
1. Timpul de vibrație ultrasonică timpurie (evitați vibrația de contact).
2. Reduceți presiunea și reduceți timpul de sudare cu ultrasunete (reduceți standardul de rezistență).
3. Reduceți numărul de trepte de putere ale mașinii sau ale mașinii de putere redusă.
4. Reduceți raportul de expansiune a matriței cu ultrasunete.
5. Forma de jos este amortizată cu cauciuc la forță.
6. Forma de jos și produsul evită plutirea sau golurile.
7.HORN (mucegaiul superior) măsoară din nou frecvența după găurire.
8. Aplicați materialul elastic după ce matrița superioară este plictisită.
Cincilea. Produsul produce bliț sau bliț
※ Motivul fulgerului sau bavurilor produsului după sudarea cu ultrasunete este următorul:
1. Puterea ultrasunetelor este prea puternică.
2. Timpul de sudare cu ultrasunete este prea lung.
3. Presiunea aerului (dinamică) este prea mare.
4. Presiunea sub matrița superioară (statică) este prea mare.
5. Raportul de expansiune a energiei modelului superior (HORN) este prea mare.
6. Linia de siguranțe pentru produse din plastic este prea exterioară sau prea înaltă sau groasă.
Cele șase articole de mai sus sunt cauza fulgerării produsului după operația de sudare cu ultrasunete. Cu toate acestea, cea mai critică este deschiderea liniei de siguranță a celei de-a șasea unde ultrasonice. În general, în operația de sudare cu ultrasunete, presiunea aerului este de aproximativ 2 ~ 4 kg, în funcție de valoarea empirică a liniei de topire supersonică este de 0,4 ~ 0,6 m / m în partea de jos și 0,3 ~ 0,4 m / m la înălțime. De exemplu, acest tip e Δ , unghiul ascuțit este de aproximativ 60 ° , dincolo de această valoare va duce la creșterea timpului de sudare cu ultrasunete, a presiunii, a mașinii sau a puterii superioare a matriței, formând astfel cele 1 ~ 6 elemente de mai sus provoacă flash și bavuri.
Soluţie:
1. Reduceți presiunea și reduceți timpul de sudare cu ultrasunete (reduceți standardul de rezistență).
2. Reduceți numărul de trepte de putere ale mașinii sau ale mașinii de putere redusă.
3. Reduceți raportul de expansiune a matriței cu ultrasunete.
4. Utilizați mașina cu ultrasunete pentru a regla fin poziționarea și fixarea.
5. Modificați linia de topire cu ultrasunete.
În al șaselea rând, dimensiunea produsului după sudare nu poate fi controlată în limitele toleranței
※ În sudarea cu ultrasunete, produsul nu poate fi controlat în intervalul de toleranță din următoarele motive:
1. Stabilitatea mașinii (conversia energiei nu a adăugat factor de siguranță).
2. Deformarea produselor din plastic depășește gama naturală de fuziune a undelor ultrasonice.
3. Poziționarea dispozitivului de fixare sau capacitatea portantă este instabilă.
4. Ieșirea de expansiune a energiei în modul superior cu ultrasunete nu se potrivește.
5. Condițiile procesului de sudare nu au adăugat un factor de siguranță.
Soluţie:
1. Creșteți factorul de siguranță la sudare (prin timpul de sudare, presiune, putere).
2. Activați șurubul de reglare fină (ar trebui să fie controlat la 0,02 m/m).
3. Verificați dacă energia de ieșire a matriței superioare ultrasonice este suficientă (creșterea numărului de segmente când nu este suficientă).
4. Verificați dacă poziționarea dispozitivului de fixare și capacitatea portantă a produsului sunt stabile.
5. Modificați linia de topire cu ultrasunete.
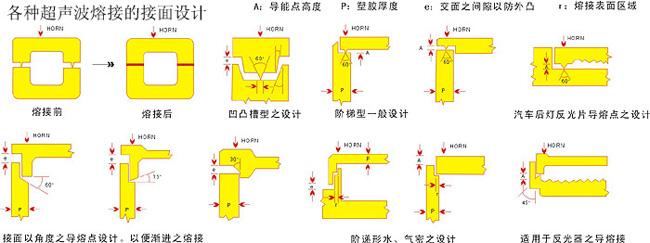
Design de linie de topire etanșă la apă/aer pentru sudare din plastic cu ultrasunete
Când dorim ca produsul să atingă funcția de etanșeitate la apă și aer, poziționarea și linia de topire cu ultrasunete sunt cheia succesului sau eșecului. Prin urmare, în proiectarea produsului, cum ar fi: poziționarea, materialul, grosimea cărnii și raportul corespunzător al liniei de topire cu ultrasunete Relație absolută. În cerințele generale de etanșare la apă și la aer, înălțimea liniei de siguranță ar trebui să fie în intervalul 0,5 ~ 0,8 m/m (în funcție de grosimea produsului), cum ar fi sub 0,5 m/m, pentru a realiza funcția de etanșeitate la apă și aer, cu excepția cazului în care setarea de poziționare ar trebui să fie foarte standard, iar grosimea cărnii este de 5 m/m sau mai mult, efectul va fi altfel. Modul în care produsul etanș la apă este în general necesar să fie poziționat cu linia de topire supersonică este după cum urmează:
Este potrivit pentru etanșeitatea la apă și fuziunea produselor mari. Unghiul de contact este de =45 ° , x=w/2 și d=0,3~0,8mm este preferat.
Tip de vârf în trepte: potrivit pentru etanșeitatea la apă și prevenirea proeminenței sau fisurilor. Unghiul suprafeței de contact este de 45 ° , x=w/2 și d=0,3~0,8mm.
Vârf la vale: potrivit pentru sudare etanșă și de înaltă rezistență, d=0,3~0,6mm Înălțimea suprafeței interioare de contact h variază în funcție de formă, dar h este de aproximativ 1~2mm.
Funcționarea cu ultrasunete a produsului nu poate obține etanșeitate la apă și aer. Pe lângă factori precum linia de topire cu ultrasunete, poziționarea dispozitivului de fixare și poziționarea produsului, condițiile pentru setarea cu ultrasunete sunt, de asemenea, o cauză majoră. Aici vom aprofunda un alt motiv (condițiile de topire) care aprinde apa și etanșeitatea la aer. Când implementăm sudarea cu ultrasunete, obiectivul cel mai de bază este să căutăm eficiența, dar adesea ignoră elementele esențiale ale eficienței. Există două fenomene:
În primul rând, viteza de descreștere, tamponarea prea rapidă: viteza acestei formațiuni, astfel încât presiunea dinamică plus accelerația gravitațională vor aplatiza linia siguranței cu ultrasunete, astfel încât linia siguranței nu poate juca rolul de topire, formând o sudură pseudo-fază.
În al doilea rând, timpul de sudare este prea lung: produsele din plastic din cauza energiei termice pe termen lung, nu numai că fac materialul plastic să se topească, ci provoacă și fenomenul de cocsificare a țesuturilor din plastic, producția de găuri de nisip, apă sau gaz care pătrunde în gaura de nisip. Acesta este cel mai dificil loc de descoperit pentru tehnologia generală de producție.

















