Polski
Wyświetlenia: 924 Autor: Edytor witryny Czas publikacji: 2019-06-17 Pochodzenie: Strona
Typowe wady zgrzewania ultradźwiękowego:
Po pierwsze, siła nie może osiągnąć pożądanego standardu.
Oczywiście musimy zrozumieć, że siła operacji zgrzewania ultradźwiękowego nigdy nie osiągnie wytrzymałości integralnego formowania. Można jedynie powiedzieć, że jest ona bliska wytrzymałości formowania integralnego, a wymagania dotyczące wytrzymałości zgrzewania muszą zależeć od szeregu kombinacji. Jakie są te kooperacje?
※ Tworzywo sztuczne: wynik spawania ABS i ABS jest zdecydowanie silniejszy niż wytrzymałość spawania ABS i PC, ponieważ temperatura topnienia dwóch różnych materiałów nie będzie taka sama, oczywiście wytrzymałość spawania nie jest taka sama, chociaż dyskutujemy. Czy dwa materiały ABS i PC można zespawać ze sobą? Nasza odpowiedź jest taka, że da się to spawać, ale czy wytrzymałość po spawaniu jest taka jaką chcemy? Niekoniecznie tak jest! Z drugiej strony, co z sytuacją ABS i Nilu, PP i PE? Jeśli ultradźwiękowy HORN natychmiast emituje 150 stopni ciepła, mimo że materiał ABS został stopiony, nylon, PVC, PP i PE ulegają jedynie zmiękczeniu. Nadal rozgrzewamy do 270 stopni lub więcej. W tym czasie nylon, PVC, PP i PE osiągnęły temperaturę zgrzewania ultradźwiękowego, ale materiał ABS został rozdzielony na inną strukturę molekularną! Z powyższej dyskusji możemy podsumować trzy wnioski:
1. Im większa jest wytrzymałość spawania tworzywa sztucznego o tej samej temperaturze topnienia.
2. Im wyższa temperatura topnienia tworzywa sztucznego, tym mniejsza wytrzymałość zgrzewania.
3. Im wyższa gęstość tworzywa sztucznego (twardego), tym wyższa wytrzymałość na stapianie niż niższa gęstość (wysoka wytrzymałość).
Po drugie, powierzchnia produktu jest przestraszona lub popękana.
Podczas zgrzewania ultradźwiękowego powierzchnia produktu często ulega zarysowaniu, uszkodzeniu lub pęknięciu na złączu. Ponieważ w działaniu ultradźwiękowym występują dwie sytuacje: 1. Wysoka energia cieplna bezpośrednio styka się z powierzchnią produktu z tworzywa sztucznego 2. Przewodzenie wibracji. Dlatego też, gdy wibracje ultradźwiękowe działają na produkt z tworzywa sztucznego, powierzchnia produktu jest podatna na oparzenia, a plastikowa kolumna lub otwór o cienkiej grubości 1 m/m jest również podatna na pękanie. Jest to warunek wstępny działania ultradźwiękowego. Unikano. Z drugiej strony, ze względu na brak ultradźwiękowej energii wyjściowej (stół rozkładany i górna forma HORN), spawanie zajmuje dużo czasu, gdy energia tarcia drgań jest przekształcana w energię cieplną w celu akumulacji energii cieplnej w celu skompensowania braku mocy wyjściowej. Ten rodzaj metody spawania nie polega na energii cieplnej tarcia wibracyjnego, którą uzyskuje się w jednej chwili, ale czas zgrzewania jest potrzebny do akumulacji energii cieplnej, tak aby temperatura topnienia produktu z tworzywa sztucznego osiągnęła efekt spawania, tak że energia cieplna pozostaje na powierzchni produktu zbyt długo, a skumulowana temperatura i stres powodują również oparzenia, pęknięcia lub pęknięcia produktu. Dlatego należy wziąć pod uwagę moc wyjściową (liczbę segmentów), czas spawania, ciśnienie dynamiczne i inne czynniki, aby przezwyciężyć tego typu utratę pracy.
Rozwiązanie:
1. Zmniejsz ciśnienie.
2. Zmniejsz czas opóźnienia (wczesne wibracje)).
3. Skróć czas spawania.
4. Cytuj doniesienia medialne (np. torby PE).
5. Forma posiada obróbkę powierzchniową (hartowaną lub chromowaną).
6. Liczba stopni maszyny jest zmniejszona lub zmniejszona.
7. W przypadku wyrobów łatwo pękających lub łamliwych, mocowanie powinno być wykonane z materiału amortyzującego np. miękkiej żywicy lub korka powlekanego (nie wpływa to na wytrzymałość zgrzewania).
8. Produkty łatwe do złamania dodają kąt R pod kątem prostym.
Po trzecie, produkt powoduje zniekształcenia.
Istnieją trzy przyczyny tej deformacji:
1. Korpus i żądane połączenie lub osłona nie mogą do siebie pasować ze względu na kąt lub krzywiznę.
2. Produkt jest cienki i cienki (w granicach 2 m/m), a długość przekracza 60 m/m.
3. Produkt jest zdeformowany i zniekształcony pod wpływem czynników takich jak ciśnienie podczas formowania wtryskowego.
Dlatego też, gdy nasze produkty ulegają deformacji pod wpływem działania ultradźwięków, wydaje się, że jest to przyczyną zgrzewania ultradźwiękowego na powierzchni. Jest to jednak tylko wynik. Co dzieje się z produktem z tworzywa sztucznego przed jego zespawaniem i co dzieje się po spawaniu. Jeśli nie zostanie omówiona główna przyczyna, uporanie się z problemem niewłaściwego leczenia zajmie dużo czasu, a w operacji spawania ultradźwiękowego z pośrednim przewodzeniem (topienie niebezpośrednie) ciśnienie poniżej 6 kg nie może zmienić elastyczności i bezwładności tworzywa sztucznego. Nie próbuj więc używać silnego nacisku w celu zmiany odkształcenia przed spawaniem (maksymalny nacisk zgrzewarki to 6kg), włączając w to wytłaczanie wymuszone za pomocą uchwytu formy. Być może wpadniemy też w martwy punkt, czyli zbadanie przyczyny odkształcenia z powierzchni, czyli gołym okiem nie widać przed wtopieniem, ale po zakończeniu zgrzewania ultradźwiękowego oczywiste jest znalezienie odkształcenia. Powodem jest to, że przed spawaniem istnienie linii bezpiecznikowej będzie trudne do znalezienia skumulowanych kątów samego produktu, łuku i skumulowanego błędu pozostałości materiału, ale po zakończeniu zgrzewania ultradźwiękowego będzie to widoczne gołym okiem. Odkształcenie.
Rozwiązanie:
1. Zmniejsz ciśnienie (najlepiej poniżej 2kg).
2. Skróć czas zgrzewania ultradźwiękowego (standard o obniżonej wytrzymałości).
3. Zwiększ czas utwardzania (co najmniej 0,8 sekundy lub więcej).
4. Przeanalizuj, czy tryb ultradźwiękowy górny i dolny można częściowo regulować (nie jest to konieczne).
5. Przeanalizuj główną przyczynę deformacji produktu i popraw ją.
Po czwarte, wewnętrzne części produktu ulegają zniszczeniu
※ Przyczyny uszkodzenia produktu po zgrzewaniu ultradźwiękowym są następujące:
1. Moc wyjściowa zgrzewarki ultradźwiękowej jest zbyt duża.
2. Energia wyjściowa wzmacniacza energii ultradźwiękowej jest zbyt duża.
3. Dolne mocowanie formy jest zawieszone przez punkt siły i ulega zniszczeniu pod wpływem wibracji ultradźwiękowych.
4. Produkt z tworzywa sztucznego jest wysoki i cienki pod kątem prostym do dna i nie ma kąta R do buforowania energii.
5. Nieprawidłowe warunki obróbki ultradźwiękowej.
Rozwiązanie:
1. Wczesny czas wibracji ultradźwiękowych (unikaj wibracji kontaktowych).
2. Zmniejszyć ciśnienie i skrócić czas zgrzewania ultradźwiękowego (obniżyć normę wytrzymałości).
3. Zmniejsz liczbę stopni mocy maszyny lub maszyny o małej mocy.
4. Zmniejsz współczynnik rozszerzalności formy ultradźwiękowej.
5. Dolna forma jest amortyzowana gumą pod wpływem siły.
6. Dolna forma i produkt unikają pływania lub szczelin.
7.HORN (górna forma) ponownie mierzy częstotliwość po wytaczaniu.
8. Nałożyć elastyczny materiał po wytaczaniu górnej matrycy.
Piąty. Produkt wytwarza lampę błyskową lub lampę błyskową
※ Przyczyna powstawania błysków lub zadziorów na produkcie po zgrzewaniu ultradźwiękowym jest następująca:
1. Moc ultradźwiękowa jest zbyt silna.
2. Czas zgrzewania ultradźwiękowego jest zbyt długi.
3. Ciśnienie powietrza (dynamiczne) jest za duże.
4. Ciśnienie pod matrycą górną (statyczne) jest za duże.
5. Współczynnik rozszerzalności energetycznej górnego modelu (HORN) jest za duży.
6. Przewód bezpiecznikowy produktu z tworzywa sztucznego znajduje się za daleko, za wysoko lub za grubo.
Powyższe sześć elementów jest przyczyną migania produktu po operacji zgrzewania ultradźwiękowego. Najbardziej krytycznym jest jednak rozwarcie linii bezpiecznikowej szóstej fali ultradźwiękowej. Ogólnie rzecz biorąc, podczas spawania ultradźwiękowego ciśnienie powietrza wynosi około 2–4 kg, zgodnie z wartością empiryczną linii topienia naddźwiękowego wynoszącą 0,4–0,6 m/m na dole i 0,3–0,4 m/m na wysokości. Na przykład, ten typ Δ , kąt ostry wynosi około 60 ° , powyżej tej wartości będzie to prowadzić do wzrostu czasu zgrzewania ultradźwiękowego, ciśnienia, mocy maszyny lub górnej formy, tworząc w ten sposób powyższe 1 ~ 6 elementów powodujących błyski i zadziory.
Rozwiązanie:
1. Zmniejszyć ciśnienie i skrócić czas zgrzewania ultradźwiękowego (obniżyć normę wytrzymałości).
2. Zmniejsz liczbę stopni mocy maszyny lub maszyny o małej mocy.
3. Zmniejsz współczynnik rozszerzalności formy ultradźwiękowej.
4. Użyj urządzenia ultradźwiękowego, aby precyzyjnie dostroić pozycjonowanie i naprawić.
5. Zmodyfikuj linię topienia ultradźwiękowego.
Po szóste, wielkości produktu po spawaniu nie można kontrolować w ramach tolerancji
※ Podczas spawania ultradźwiękowego produkt nie może być kontrolowany w zakresie tolerancji z następujących powodów:
1. Stabilność maszyny (konwersja energii nie dodała współczynnika bezpieczeństwa).
2. Odkształcenie wyrobów z tworzyw sztucznych przekracza naturalny zakres stapiania się fal ultradźwiękowych.
3. Pozycjonowanie urządzenia lub nośność są niestabilne.
4. Wyjście rozszerzania energii w górnym trybie ultradźwiękowym nie pasuje.
5. Warunki procesu spawania nie dodały współczynnika bezpieczeństwa.
Rozwiązanie:
1. Zwiększyć współczynnik bezpieczeństwa spawania (o czas spawania, ciśnienie, moc).
2. Włącz śrubę precyzyjnej regulacji (należy ustawić na 0,02 m/m).
3. Sprawdź, czy energia wyjściowa górnej matrycy ultradźwiękowej jest wystarczająca (zwiększając liczbę segmentów, gdy jest to niewystarczające).
4. Sprawdź, czy położenie urządzenia i nośność produktu są stabilne.
5. Zmodyfikuj linię topienia ultradźwiękowego.
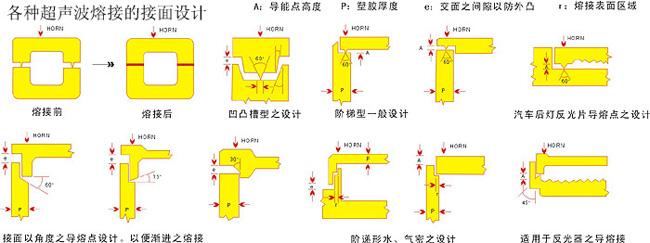
Ultradźwiękowe zgrzewanie tworzyw sztucznych wodoszczelna/powietrzoszczelna konstrukcja linii topienia
Gdy chcemy, aby produkt spełniał funkcję wodoszczelności i szczelności, kluczem do sukcesu lub porażki jest pozycjonowanie i linia topienia ultradźwiękowego. Dlatego przy projektowaniu produktu uwzględnia się: położenie, materiał, grubość miazgi i odpowiedni stosunek linii topienia ultradźwiękowego. Ogólnie rzecz biorąc, wysokość przewodu bezpiecznikowego powinna mieścić się w zakresie 0,5 ~ 0,8 m/m (w zależności od grubości produktu), na przykład poniżej 0,5 m/m, aby osiągnąć funkcję wodoszczelności i szczelności, chyba że ustawienie pozycjonowania powinno być bardzo standardowe, a grubość mięsa wynosi 5 m/m lub więcej, w przeciwnym razie efekt będzie słaby. Generalnie wymagane jest umieszczenie wodoszczelnego produktu w linii naddźwiękowej topienia w następujący sposób:
Nadaje się do wodoszczelności i stapiania dużych produktów. Kąt zwilżania wynosi =45 ° , preferowany jest x=w/2, a d=0,3~0,8 mm.
Typ końcówki stopniowanej: Nadaje się do wodoszczelności i zapobiegania występowaniu lub pękaniu. Kąt powierzchni styku wynosi 45 ° , x=w/2, a d=0,3~0,8mm.
Od szczytu do doliny: odpowiedni do spawania wodoszczelnego i o dużej wytrzymałości, d = 0,3 ~ 0,6 mm. Wysokość wewnętrznej powierzchni styku h różni się w zależności od kształtu, ale h wynosi około 1 ~ 2 mm.
Działanie ultradźwiękowe produktu nie zapewnia wodoszczelności i szczelności. Oprócz czynników takich jak linia topienia ultradźwiękowego, pozycjonowanie osprzętu i pozycjonowanie produktu, główną przyczyną są również warunki ustawienia ultradźwiękowego. Tutaj zagłębiamy się w inny powód (warunki wytapiania), które powodują zapalenie wody i szczelności. Kiedy wdrażamy zgrzewanie ultradźwiękowe, najbardziej podstawowym celem jest dążenie do wydajności, ale często ignoruje się podstawowe elementy wydajności. Są dwa zjawiska:
Po pierwsze, prędkość opadająca, zbyt szybkie buforowanie: prędkość tego formowania, tak że ciśnienie dynamiczne i przyspieszenie grawitacyjne spłaszczają linię bezpiecznika ultradźwiękowego, tak że linia bezpiecznika nie może odgrywać roli topienia, tworząc spawanie pseudofazowe.
Po drugie, czas zgrzewania jest zbyt długi: produkty z tworzyw sztucznych ze względu na długoterminową energię cieplną nie tylko powodują stopienie tworzywa sztucznego, ale także powodują zjawisko koksowania tkanki z tworzywa sztucznego, wytwarzanie otworów piaskowych, wody lub gazu przedostającego się do otworu piaskowego. To najtrudniejsze miejsce do odkrycia dla ogólnej technologii produkcji.

















