Dansk
Visninger: 928 Forfatter: Webstedsredaktør Udgivelsestid: 17-06-2019 Oprindelse: websted
Almindelige defekter ved ultralydssvejsning:
For det første kan styrken ikke nå den ønskede standard.
Selvfølgelig skal vi forstå, at styrken af ultralydssvejseoperationen aldrig kan nå styrken af integreret støbning. Man kan kun sige, at det er tæt på styrken af integralstøbning, og kravene til svejsestyrken må afhænge af en række kombinationer. Hvad er disse samarbejder?
※ Plastmateriale: Resultatet af svejsning af ABS og ABS er absolut stærkere end styrken af ABS og PC svejsning, fordi smeltepunktet for de to forskellige materialer ikke vil være det samme, selvfølgelig er styrken af svejsningen ikke den samme, selvom vi diskuterer Kan de to materialer ABS og PC svejses til hinanden? Vores svar er, at det kan svejses, men er styrken efter svejsning den, vi ønsker? Det er ikke nødvendigvis tilfældet! På den anden side, hvad med situationen for ABS og Nile, PP og PE? Hvis ultralydsHORN øjeblikkeligt udsender 150 graders varme, selvom ABS-materialet er smeltet, bliver nylon, PVC, PP og PE kun blødgjort. Vi fortsætter med at varme op til 270 grader eller mere. På dette tidspunkt har nylon, PVC, PP og PE nået ultralydssvejsetemperaturen, men ABS-materialet er blevet opløst til en anden molekylær struktur! Ud fra ovenstående diskussion kan vi opsummere tre konklusioner:
1. Jo stærkere svejsestyrken af plastmaterialet med samme smeltepunkt.
2. Jo højere plastmaterialets smeltepunkt er, jo mindre er svejsestyrken.
3. Jo højere densiteten af plastmaterialet (hårdt), jo højere er smeltestyrken end den lavere densitet (høj sejhed).
For det andet, overfladen af produktet producerer Scared eller revnet.
Ved ultralydssvejsning er det almindeligt, at produktets overflade er ridset, knækket eller revnet i samlingen. Fordi der er to situationer i ultralydsdrift: 1. Høj termisk energi kommer direkte i kontakt med overfladen af plastikproduktet 2. Vibrationsledning. Derfor, når ultralydsvibrationen virker på plastproduktet, er overfladen af produktet tilbøjelig til at forbrænde, og plastsøjlen eller hullet med en tynd tykkelse på 1 m/m er også tilbøjelig til at revne. Dette er en forudsætning for ultralydsdrift. Undgås. På den anden side, på grund af manglen på ultralyds udgangsenergi (forlængerbord og HORN øvre form), tager det lang tid at svejse, når vibrationsfriktionsenergien omdannes til termisk energi for at akkumulere termisk energi for at kompensere for manglen på udgangseffekt. Denne form for svejsemetode er ikke vibrationsfriktionsvarmeenergien, der opnås på et øjeblik, men svejsetiden er nødvendig for at akkumulere varmeenergien, så plastproduktets smeltepunkt når svejseeffekten, så varmeenergien forbliver på produktets overflade for længe, og den akkumulerede temperatur Og stress vil også forårsage forbrændinger, brud eller brud i produktet. Derfor er det nødvendigt at overveje effektudgangen (antal segmenter), svejsetid, dynamisk tryk og andre faktorer for at overvinde denne type jobtab.
Løsning:
1. Reducer trykket.
2. Reducer forsinkelsestiden (tidlig vibration)).
3. Reducer svejsetiden.
4. Citat medieomtale (f.eks. PE-poser).
5. Formen har en overfladebehandling (hærdet eller forkromet).
6. Antallet af maskintrin reduceres eller reduceres.
7. For produkter, der let revner eller går i stykker, bør armaturet være lavet af polstring, såsom blød harpiks eller dækket kork (dette betyder ikke påvirker svejsestyrken).
8. Let at bryde produkter tilføje R vinkel i rette vinkler.
For det tredje producerer produktet forvrængning.
Der er tre grunde til denne deformation:
1. Kroppen og den ønskede sammensmeltning eller dæksel kan ikke matche hinanden på grund af vinkel eller krumning.
2. Produktet er tyndt og tyndt (indenfor 2m/m), og længden overstiger 60m/m.
3. Produktet er deformeret og forvrænget på grund af forhold som sprøjtestøbningstryk.
Derfor, når vores produkter deformeres ved ultralydsdrift, ser det ud til at være årsagen til ultralydssvejsning på overfladen. Dette er dog kun et resultat. Hvad sker der med plastproduktet før det svejses, og hvad sker der efter svejsning. Hvis der ikke er nogen diskussion om hovedårsagen, vil det tage meget tid at håndtere problemet med ikke at behandle den rigtige medicin, og i den indirekte ledningssvejseoperation med ultralyd (ikke-direkte smeltning) kan trykket under 6 kg ikke ændre plastikkens fleksibilitet og inerti. Så prøv ikke at bruge stærkt tryk til at ændre deformationen før svejsning (det maksimale tryk på fusionsmaskinen er 6 kg), inklusive tvangsekstrudering med en støbeform. Måske vil vi også falde i en blind plet, det vil sige at udforske årsagen til deformation fra overfladen, det vil sige, at det blotte øje ikke kan ses før fusionen, men efter afslutningen af ultralydssvejsningen er det oplagt at finde deformationen. Årsagen er, at før svejsningen vil eksistensen af sikringsledningen være vanskelig at finde de akkumulerede vinkler af selve produktet, lysbuen og den akkumulerede fejl af restmaterialet, men efter afslutningen af ultralydssvejsningen vil det se ud til at være synligt for det blotte øje. Deformation.
Løsning:
1. Reducer trykket (trykket er helst under 2 kg).
2. Reducer ultralydssvejsetiden (standard for reduceret styrke).
3. Øg hærdetiden (mindst 0,8 sekunder eller mere).
4. Analyser, om den øvre og nedre ultralydstilstand kan justeres delvist (ikke nødvendigt).
5. Analyser hovedårsagen til produktdeformation og forbedre den.
For det fjerde ødelægges de indre dele af produktet
※ Årsagerne til produktskade efter ultralydssvejsning er som følger:
1. Ultralydssvejsemaskinens effekt er for stærk.
2. Ultralydsenergiforstærkerens energiudgang er for stærk.
3. Den nederste formholder er ophængt af kraftpunktet og ødelægges af ultralydsvibrationen.
4. Plastproduktet er højt og tyndt i den rigtige vinkel på bunden, og der er ingen R-vinkel til buffering af energien.
5. Forkerte ultralydsbehandlingsbetingelser.
Løsning:
1. Tidlig ultralydsvibrationstid (undgå kontaktvibrationer).
2. Reducer trykket og reducer ultralydssvejsetiden (reducer styrkestandarden).
3. Reducer antallet af effekttrin på maskinen eller laveffektmaskinen.
4. Reducer ultralydsformekspansionsforholdet.
5. Bundformen er polstret med gummi ved kraften.
6. Bundformen og produktet undgår at svæve eller huller.
7.HORN (øvre form) genmåler frekvensen efter boring.
8. Påfør det elastiske materiale, efter at den øvre matrice er kedelig.
Femte. Produktet producerer flash eller flash
※ Årsagen til produktets blitz eller grater efter ultralydssvejsning er som følger:
1. Ultralydseffekten er for stærk.
2. Ultralydssvejsetiden er for lang.
3. Lufttrykket (dynamisk) er for stort.
4. Trykket under den øvre matrice (statisk) er for stort.
5. Energiudvidelsesforholdet for den øvre model (HORN) er for stort.
6. Plastproduktets sikringsledning er for udvendig eller for høj eller tyk.
Ovenstående seks elementer er årsagen til, at produktet blinker efter ultralydssvejsningen. Den mest kritiske er dog at åbne sikringslinjen til den sjette ultralydsbølge. Generelt er lufttrykket i ultralydssvejsningen omkring 2 ~ 4 kg område, ifølge den empiriske værdi af den supersoniske smeltelinje er 0,4 ~ 0,6 m/m i bunden og 0,3 ~ 0,4 m/m i højden. For eksempel, denne type Δ , den skarpe vinkel er omkring 60 ° , ud over denne værdi vil være Førende til ultralydssvejsning tid, tryk, maskine eller øvre form effektforøgelse, og dermed danner ovenstående 1 ~ 6 elementer forårsage flash og grater.
Løsning:
1. Reducer trykket og reducer ultralydssvejsetiden (reducer styrkestandarden).
2. Reducer antallet af effekttrin på maskinen eller laveffektmaskinen.
3. Reducer ultralydsformekspansionsforholdet.
4. Brug ultralydsmaskinen til at finjustere positioneringen og fiksere.
5. Rediger ultralydssmeltelinjen.
For det sjette kan størrelsen af produktet efter svejsning ikke kontrolleres inden for tolerancen
※ Ved ultralydssvejsning kan produktet ikke kontrolleres inden for toleranceområdet af følgende årsager:
1. Maskinstabilitet (energiomdannelse har ikke tilføjet sikkerhedsfaktor).
2. Deformationen af plastprodukter overstiger det naturlige fusionsområde for ultralydsbølger.
3. Armaturets placering eller bæreevne er ustabil.
4. Ultralyds energiudvidelsesoutput i øvre tilstand stemmer ikke overens.
5. Svejseprocesforholdene har ikke tilføjet en sikkerhedsfaktor.
Løsning:
1. Forøg svejsesikkerhedsfaktoren (ved svejsetid, tryk, effekt).
2. Aktiver finjusteringsskruen (skal styres til 0,02 m/m).
3. Kontroller, om udgangsenergien fra den øvre ultralydsmatrice er tilstrækkelig (forøg antallet af segmenter, når det ikke er nok).
4. Kontroller, om armaturets placering og produktets bæreevne er stabile.
5. Rediger ultralydssmeltelinjen.
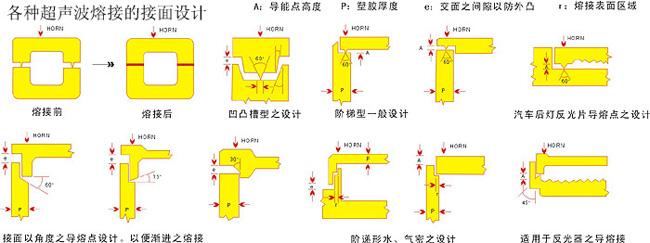
Ultrasonisk plastsvejsning vand/lufttæt Smelteledningsdesign
Når vi ønsker, at produktet skal opnå funktionen som vand og lufttæthed, er positionering og ultralydssmeltelinje nøglen til succes eller fiasko. Derfor, i udformningen af produktet, såsom: positionering, materiale, kødtykkelse og det tilsvarende forhold mellem ultralydssmeltelinjen Absolut forhold. I almindelige vand- og lufttætte krav bør højden af sikringsledningen være i området 0,5 ~ 0,8 m/m (afhængigt af produktets tykkelse), såsom under 0,5 m/m, for at opnå vand- og lufttæthedsfunktionen, medmindre placeringsindstillingen skal være meget standard, og kødets tykkelse er 5 m/m eller mere, ellers vil effekten være dårlig. Den måde, hvorpå det vandtætte produkt generelt skal placeres med den supersoniske smeltelinje, er som følger:
Den er velegnet til vandtæthed og sammensmeltning af store produkter. Kontaktvinklen er =45 ° , x=w/2, og d=0,3~0,8mm foretrækkes.
Trinformet spidstype: Velegnet til vandtæthed og forebyggelse af fremspring eller revner. Vinklen på kontaktfladen er 45 ° , x=w/2, og d=0,3~0,8mm.
Peak-to-dal: velegnet til vandtæt og højstyrkesvejsning, d=0,3~0,6mm Højden på den indre kontaktflade h varierer afhængigt af formen, men h er omkring 1~2mm.
Ultralydsdrift af produktet kan ikke opnå vand- og lufttæthed. Ud over faktorer som ultralydssmeltelinje, armaturpositionering og produktpositionering er betingelserne for ultralydsindstilling også en væsentlig årsag. Her dykker vi dybere ned i en anden årsag (smelteforhold), der antænder vand og lufttæthed. Når vi implementerer ultralydssvejsning, er det det mest grundlæggende mål at søge effektivitet, men det ignorerer ofte det væsentlige ved effektivitet. Der er to fænomener:
For det første den faldende hastighed, buffering for hurtigt: hastigheden af denne formation, således at det dynamiske tryk plus tyngdeacceleration vil flade ultralyds sikringslinjen, så sikringslinjen ikke kan spille rollen som smeltning og danner en pseudo-fase svejsning.
For det andet er svejsetiden for lang: plastprodukter på grund af den langsigtede varmeenergi får ikke kun plastmaterialet til at smelte, men forårsager også plastvævskoksfænomenet, produktion af sandhuller, vand eller gas, der trænger ind i sandhullet. Dette er det sværeste sted for generel produktionsteknologi at opdage.

















