Česky
Zobrazení: 925 Autor: Editor webu Čas publikování: 2019-06-17 Původ: místo
Běžné závady ultrazvukového svařování:
Za prvé, síla nemůže dosáhnout požadovaného standardu.
Samozřejmě musíme pochopit, že síla operace ultrazvukového svařování nikdy nemůže dosáhnout pevnosti integrálního lisování. Lze pouze říci, že se blíží pevnosti integrálního výlisku a požadavky na pevnost svařování musí záviset na řadě kombinací. Jaké jsou tyto spolupráce?
※ Plastový materiál: Výsledek svařování ABS a ABS je rozhodně silnější než síla svařování ABS a PC, protože bod tání dvou různých materiálů nebude stejný, samozřejmě síla svařování není stejná, i když diskutujeme Mohou být dva materiály ABS a PC svařeny k sobě? Naše odpověď zní, že to lze svařit, ale je pevnost po svaření taková, jakou chceme? To nemusí nutně platit! Na druhou stranu, jak je to se situací ABS a Nilu, PP a PE? Pokud ultrazvukový HORN okamžitě vydává 150 stupňů tepla, ačkoli materiál ABS byl roztaven, nylon, PVC, PP a PE jsou pouze měkčené. Pokračujeme v zahřívání na 270 stupňů a více. V tuto chvíli Nylon, PVC, PP a PE dosáhly teploty ultrazvukového svařování, ale materiál ABS byl rozdělen do jiné molekulární struktury! Z výše uvedené diskuse můžeme shrnout tři závěry:
1. Čím silnější je pevnost svařování plastového materiálu se stejnou teplotou tání.
2. Čím vyšší je bod tání plastového materiálu, tím menší je pevnost svařování.
3. Čím vyšší je hustota plastového materiálu (tvrdého), tím vyšší je tavná pevnost než nižší hustota (vysoká houževnatost).
Za druhé, povrch produktu vytváří Scared nebo popraskané.
Při ultrazvukovém svařování je běžné, že povrch výrobku je ve spoji poškrábaný, zlomený nebo prasklý. Protože při provozu ultrazvuku existují dvě situace: 1. Vysoká tepelná energie se přímo dotýká povrchu plastového výrobku 2. Vedení vibrací. Proto při působení ultrazvukových vibrací na plastový výrobek je povrch výrobku náchylný k popálení a plastový sloupek nebo otvor o tenké tloušťce 1 m/m je také náchylný k praskání. To je předpokladem pro provoz ultrazvuku. Zabráněno. Na druhou stranu kvůli nedostatku ultrazvukové výstupní energie (rozkládací stůl a horní forma HORN) trvá svařování dlouho, když se energie vibračního tření přemění na tepelnou energii, aby se tepelná energie akumulovala, aby se kompenzoval nedostatek výstupního výkonu. Tento druh svařovací metody není vibrační třecí tepelná energie, které je dosaženo v okamžiku, ale doba svařování je potřebná k akumulaci tepelné energie, aby bod tání plastového výrobku dosáhl svařovacího efektu, takže tepelná energie zůstane na povrchu výrobku příliš dlouho a akumulovaná teplota a napětí také způsobí popáleniny, zlomy nebo rozbití výrobku. Proto je nutné vzít v úvahu výkon (počet segmentů), dobu svařování, dynamický tlak a další faktory pro překonání tohoto typu ztráty zaměstnání.
Řešení:
1. Snižte tlak.
2. Snižte dobu zpoždění (brzké vibrace)).
3. Zkraťte dobu svařování.
4. Citujte medializaci (např. PE sáčky).
5. Forma má povrchovou úpravu (tvrzená nebo chromovaná).
6. Počet stupňů stroje je snížen nebo snížen.
7. U výrobků, které snadno prasknou nebo se rozbijí, by měl být přípravek vyroben z výplně, jako je měkká pryskyřice nebo potažený korek (toto opatření neovlivňuje pevnost svařování).
8. Snadno rozbitné produkty přidávají úhel R v pravém úhlu.
Za třetí, produkt vytváří zkreslení.
Tato deformace má tři důvody:
1. Tělo a požadovaná fúze nebo kryt se nemohou shodovat kvůli úhlu nebo zakřivení.
2. Výrobek je tenký a tenký (do 2 m/m) a délka přesahuje 60 m/m.
3. Výrobek je deformován a deformován v důsledku podmínek, jako je tlak vstřikování.
Proto, když jsou naše výrobky deformovány ultrazvukovým provozem, zdá se, že je příčinou ultrazvukové svařování na povrchu. To je však pouze výsledek. Co se děje s plastovým výrobkem před jeho svařováním a co se děje po svařování. Pokud nedojde k diskusi o hlavní příčině, bude trvat hodně času, než se vypořádáme s problémem neléčení správným lékem, a při operaci svařování ultrazvukem s nepřímým vedením (nepřímé tavení) nemůže tlak pod 6 kg změnit pružnost a setrvačnost plastu. Nepokoušejte se tedy použít silný tlak ke změně deformace před svařováním (maximální tlak svařovacího stroje je 6 kg), včetně nuceného vytlačování upínacím zařízením formy. Možná se také dostaneme do slepého úhlu, to znamená prozkoumat příčinu deformace z povrchu, to znamená, že pouhým okem není před fúzí vidět, ale po dokončení ultrazvukového svařování je zřejmé, že deformaci najdete. Důvodem je, že před svařováním bude existence tavného vedení obtížné najít nashromážděné úhly samotného produktu, oblouk a nahromaděnou chybu zbytkového materiálu, ale po dokončení ultrazvukového svařování se bude zdát, že je viditelná pouhým okem. Deformace.
Řešení:
1. Snižte tlak (tlak je nejlépe pod 2 kg).
2. Snižte dobu ultrazvukového svařování (norma snížené pevnosti).
3. Zvyšte dobu tvrdnutí (alespoň 0,8 sekundy nebo více).
4. Analyzujte, zda lze částečně nastavit horní a dolní režim ultrazvuku (není nutné).
5. Analyzujte hlavní příčinu deformace produktu a zlepšujte ji.
Za čtvrté, vnitřní části produktu jsou zničeny
※ Důvody poškození produktu po ultrazvukovém svařování jsou následující:
1. Výkon ultrazvukového svařovacího stroje je příliš silný.
2. Energetický výstup ultrazvukového zesilovače energie je příliš silný.
3. Spodní přípravek formy je zavěšen silovým bodem a je zničen ultrazvukovými vibracemi.
4. Plastový výrobek je vysoký a tenký v pravém úhlu ke spodní části a není zde žádný úhel R pro vyrovnávání energie.
5. Nesprávné podmínky ultrazvukového zpracování.
Řešení:
1. Čas předčasné ultrazvukové vibrace (vyhněte se kontaktním vibracím).
2. Snižte tlak a zkraťte dobu ultrazvukového svařování (snižte normu pevnosti).
3. Snižte počet výkonových stupňů stroje nebo stroje s nízkým výkonem.
4. Snižte poměr rozpínání ultrazvukové formy.
5. Spodní forma je při síle odpružena gumou.
6. Spodní forma a produkt zabraňují plovoucímu pohybu nebo mezerám.
7.HORN (horní forma) přeměří frekvenci po vyvrtání.
8. Po vyvrtání horní matrice naneste elastický materiál.
Pátý. Produkt vytváří záblesk nebo záblesk
※ Důvod záblesku nebo otřepů produktu po ultrazvukovém svařování je následující:
1. Ultrazvukový výkon je příliš silný.
2. Doba ultrazvukového svařování je příliš dlouhá.
3. Tlak vzduchu (dynamický) je příliš velký.
4. Tlak pod horní matricí (statický) je příliš velký.
5. Poměr expanze energie horního modelu (HORN) je příliš velký.
6. Plastové pojistkové vedení je příliš vně nebo příliš vysoké nebo silné.
Výše uvedených šest položek je příčinou blikání produktu po operaci ultrazvukového svařování. Nejkritičtější je však otevření pojistkového vedení šesté ultrazvukové vlny. Obecně platí, že při operaci ultrazvukového svařování je tlak vzduchu v rozmezí asi 2 ~ 4 kg, podle empirické hodnoty nadzvukové linie taveniny je 0,4 ~ 0,6 m/m dole a 0,3 ~ 0,4 m/m ve výšce. Například, tento typ e Δ , ostrý úhel je asi 60 ° , za touto hodnotou bude mít za následek zvýšení doby ultrazvukového svařování, tlaku, stroje nebo horního výkonu formy, čímž se tvoří výše 1~6 položek způsobí otřepy a otřepy.
Řešení:
1. Snižte tlak a zkraťte dobu ultrazvukového svařování (snižte normu pevnosti).
2. Snižte počet výkonových stupňů stroje nebo stroje s nízkým výkonem.
3. Snižte poměr rozpínání ultrazvukové formy.
4. Pomocí ultrazvukového stroje dolaďte polohu a zafixujte.
5. Upravte ultrazvukovou čáru taveniny.
Za šesté, velikost výrobku po svařování nelze kontrolovat v rámci tolerance
※ Při ultrazvukovém svařování nelze produkt kontrolovat v rámci tolerančního rozsahu z následujících důvodů:
1. Stabilita stroje (přeměna energie nepřidává bezpečnostní faktor).
2. Deformace plastových výrobků přesahuje rozsah přirozené fúze ultrazvukových vln.
3. Umístění přípravku nebo nosnost je nestabilní.
4. Ultrazvukový výkon expanze energie v horním režimu neodpovídá.
5. Podmínky procesu svařování nepřidaly bezpečnostní faktor.
Řešení:
1. Zvyšte faktor bezpečnosti svařování (dobou svařování, tlakem, výkonem).
2. Povolte šroub jemného nastavení (měl by být ovládán na 0,02 m/m).
3. Zkontrolujte, zda je výstupní energie ultrazvukové horní matrice dostatečná (pokud nestačí, zvyšte počet segmentů).
4. Zkontrolujte, zda je umístění přípravku a nosnost produktu stabilní.
5. Upravte ultrazvukovou tavicí linku.
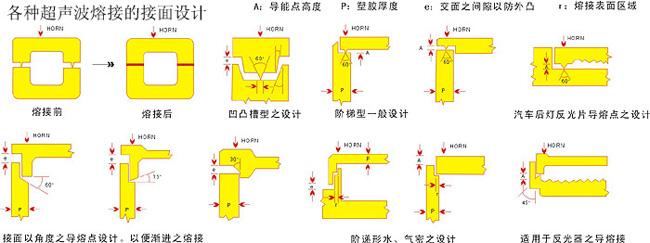
Ultrazvukové svařování plastů vodotěsné/vzduchotěsné provedení tavicí linky
Když chceme, aby výrobek dosáhl funkce vodotěsnosti a vzduchotěsnosti, je polohování a ultrazvuková tavicí linka klíčem k úspěchu či neúspěchu. Proto v návrhu produktu, jako jsou: umístění, materiál, tloušťka masa a odpovídající poměr ultrazvukové čáry tání Absolutní vztah. V obecných požadavcích na vodu a vzduchotěsnost by výška pojistkového vedení měla být v rozsahu 0,5 ~ 0,8 m/m (v závislosti na tloušťce produktu), například pod 0,5 m/m, pro dosažení funkce vodotěsnosti a vzduchotěsnosti, pokud by nastavení polohy nemělo být velmi standardní a tloušťka masa je 5 m/m nebo více, jinak bude účinek špatný. Způsob, jakým je obecně požadováno, aby byl vodotěsný produkt umístěn s nadzvukovou linií taveniny, je následující:
Je vhodný pro vodotěsnost a tavení velkých výrobků. Kontaktní úhel je =45 ° , x=w/2 a d=0,3~0,8 mm je výhodný.
Stupňovitý typ hrotu: Vhodné pro vodotěsnost a prevenci vyčnívání nebo praskání. Úhel kontaktní plochy je 45 ° , x=š/2 a d=0,3~0,8mm.
Peak-to-valley: vhodné pro vodotěsné a vysokopevnostní svařování, d=0,3~0,6mm Výška vnitřní kontaktní plochy h se liší v závislosti na tvaru, ale h je asi 1~2mm.
Ultrazvukový provoz výrobku nemůže dosáhnout vodotěsnosti a vzduchotěsnosti. Kromě faktorů, jako je ultrazvuková tavicí linka, umístění přípravku a umístění produktu, jsou hlavní příčinou také podmínky pro nastavení ultrazvukem. Zde se ponoříme hlouběji do dalšího důvodu (podmínky tavení), které zapalují vodu a vzduchotěsnost. Když zavádíme ultrazvukové svařování, je nejzákladnějším cílem hledat efektivitu, ale často ignoruje základy účinnosti. Existují dva fenomény:
Za prvé, klesající rychlost, příliš rychlá vyrovnávací paměť: rychlost této formace, takže dynamický tlak plus gravitační zrychlení zploští ultrazvukové pojistkové vedení, takže pojistkové vedení nemůže hrát roli tavení, tvořícího pseudofázové svařování.
Za druhé, doba svařování je příliš dlouhá: plastové výrobky v důsledku dlouhodobé tepelné energie nejen roztaví plastový materiál, ale také způsobí jev koksování plastové tkáně, tvorbu pískových otvorů, vody nebo plynu, který proniká pískovým otvorem. Toto je nejobtížněji objevitelné místo pro obecnou výrobní technologii.

















