magyar
Megtekintések: 928 Szerző: Site Editor Közzététel ideje: 2019-06-17 Eredet: Tekár garancián kívül is ingyen szállítjuk.
Az ultrahangos hegesztés gyakori hibái:
Először is, az erő nem éri el a kívánt szabványt.
Természetesen meg kell értenünk, hogy az ultrahangos hegesztési művelet erőssége soha nem érheti el az integrált fröccsöntés erejét. Csak azt lehet mondani, hogy közel van az integrált öntvény szilárdságához, és a hegesztési szilárdság követelményei számos kombinációtól függhetnek. Mik ezek az együttműködések?
※ Műanyag: Az ABS és az ABS hegesztés eredménye határozottan erősebb, mint az ABS és a PC hegesztés szilárdsága, mert a két különböző anyag olvadáspontja nem lesz azonos, természetesen a hegesztés szilárdsága sem azonos, bár megbeszéljük, hogy a két anyag ABS és PC hegeszthető-e egymáshoz? A válaszunk az, hogy hegeszthető, de a hegesztés utáni szilárdság az, amit szeretnénk? Nem feltétlenül ez a helyzet! Másrészt mi a helyzet az ABS és a Nile, a PP és a PE helyzetével? Ha az ultrahangos HORN azonnal 150 fokos hőt bocsát ki, bár az ABS anyag megolvadt, a nylon, PVC, PP és PE csak meglágyul. Továbbra is felmelegítjük 270 fokra vagy még magasabbra. Ebben az időben a nylon, a PVC, a PP és a PE elérte az ultrahangos hegesztési hőmérsékletet, de az ABS anyag egy másik molekulaszerkezetbe oldódott fel! A fenti beszélgetésből három következtetést vonhatunk le:
1. Minél erősebb az azonos olvadáspontú műanyag hegesztési szilárdsága.
2. Minél nagyobb a műanyag olvadáspontja, annál kisebb a hegesztési szilárdság.
3. Minél nagyobb a műanyag sűrűsége (kemény), annál nagyobb a fúziós szilárdság, mint a kisebb sűrűség (nagy szívósság).
Másodszor, a termék felülete ijedt vagy repedezett.
Az ultrahangos hegesztésnél gyakori, hogy a termék felülete megkarcolódik, eltörik vagy megreped a csatlakozásnál. Mert az ultrahangos működésnél két helyzet van: 1. A nagy hőenergia közvetlenül érintkezik a műanyag termék felületével 2. Rezgésvezetés. Ezért amikor az ultrahangos rezgés a műanyag termékre hat, a termék felülete égési sérülésekre hajlamos, és a vékony, 1 m/m vastagságú műanyag oszlop vagy lyuk is hajlamos a repedésre. Ez az ultrahangos működés előfeltétele. Elkerülve. Másrészt az ultrahangos kimeneti energia hiánya miatt (hosszabbító asztal és HORN felső forma) hosszú ideig tart a hegesztés, amikor a rezgési súrlódási energiát hőenergiává alakítják, hogy felhalmozzák a hőenergiát a kimenő teljesítmény hiányának kompenzálására. Ez a fajta hegesztési módszer nem az egy pillanat alatt elért vibrációs súrlódási hőenergia, hanem a hegesztési idő szükséges a hőenergia felhalmozásához, hogy a műanyag termék olvadáspontja elérje a hegesztési hatást, így a hőenergia túl sokáig marad a termék felületén, és a felhalmozódott hőmérséklet és feszültség szintén égési sérüléseket, töréseket vagy töréseket okoz a termékben. Ezért figyelembe kell venni a teljesítményt (a szegmensek számát), a hegesztési időt, a dinamikus nyomást és más tényezőket az ilyen típusú munkavesztés leküzdéséhez.
Megoldás:
1. Csökkentse a nyomást.
2. Csökkentse a késleltetési időt (korai vibráció)).
3. Csökkentse a hegesztési időt.
4. Idézet a médiában (pl. PE zacskók).
5. A forma felületkezeléssel rendelkezik (edzett vagy krómozott).
6. A gépfokozatok száma csökken vagy csökken.
7. Könnyen repedező vagy eltörő termékek esetében a rögzítőelemnek párnázottnak kell lennie, például puha gyantából vagy fedett parafából (ez nem befolyásolja a hegesztési szilárdságot).
8. Könnyen törhető termékek R szöget adnak hozzá derékszögben.
Harmadszor, a termék torzítást okoz.
Ennek a deformációnak három oka van:
1. A test és a kívánt összeolvadás vagy burkolat nem illeszkedik egymáshoz szög vagy görbület miatt.
2. A termék vékony és vékony (2 m/m-en belül), hossza meghaladja a 60 m/m-t.
3. A termék olyan körülmények miatt deformálódik és torzul, mint a fröccsöntési nyomás.
Ezért, ha termékeink ultrahangos működés hatására deformálódnak, úgy tűnik, hogy ez okozza az ultrahangos hegesztést a felületen. Ez azonban csak eredmény. Mi történik a műanyag termékkel a hegesztés előtt, és mi történik hegesztés után. Ha nincs vita a fő okról, akkor sok időbe telik a nem megfelelő gyógyszer kezelésének problémája, és az ultrahangos közvetett vezetéses hegesztési műveletnél (nem direkt olvasztásnál) a 6 kg alatti nyomás nem tudja megváltoztatni a műanyag rugalmasságát és tehetetlenségét. Ezért ne próbáljon erős nyomást alkalmazni a deformáció megváltoztatására hegesztés előtt (a hegesztőgép maximális nyomása 6 kg), beleértve a szerszámos rögzítéssel történő kényszerextrudálást. Lehet, hogy mi is vakfoltba esünk, vagyis a felületről feltárni az alakváltozás okát, vagyis szabad szemmel nem lehet látni a fúzió előtt, de az ultrahangos hegesztés befejezése után kézenfekvő az alakváltozás megtalálása. Ennek az az oka, hogy a hegesztés előtt a biztosítóvezeték megléte nehéz lesz megtalálni magának a terméknek a felhalmozott szögeit, az ívet és a maradékanyag halmozott hibáját, de az ultrahangos hegesztés befejezése után szabad szemmel láthatónak tűnik. Deformáció.
Megoldás:
1. Csökkentse a nyomást (a nyomás lehetőleg 2 kg alatt legyen).
2. Csökkentse az ultrahangos hegesztési időt (csökkentett szilárdsági szabvány).
3. Növelje a kikeményedési időt (legalább 0,8 másodperc vagy több).
4. Elemezze, hogy az ultrahang felső és alsó üzemmódja részben állítható-e (nem szükséges).
5. Elemezze a termék deformációjának fő okát és javítsa azt.
Negyedszer, a termék belső részei megsemmisülnek
※ Az ultrahangos hegesztés utáni termékkárosodás okai a következők:
1. Az ultrahangos hegesztőgép teljesítménye túl erős.
2. Az ultrahangos energiaerősítő energiakimenete túl erős.
3. Az alsó szerszámtartót az erőpont felfüggeszti, és az ultrahangos vibráció tönkreteszi.
4. A műanyag termék magas és vékony az alsó derékszögben, és nincs R szög az energia pufferelésére.
5. Helytelen ultrahangos feldolgozási feltételek.
Megoldás:
1. Korai ultrahangos rezgési idő (elkerülje az érintkezési vibrációt).
2. Csökkentse a nyomást és csökkentse az ultrahangos hegesztési időt (csökkentse a szilárdsági szabványt).
3. Csökkentse a gép vagy az alacsony teljesítményű gép teljesítményfokozatainak számát.
4. Csökkentse az ultrahangos forma tágulási arányát.
5. Az alsó forma gumival párnázott erőre.
6. Az alsó forma és a termék elkerüli a lebegést vagy a hézagokat.
7.HORN (felső forma) újraméri a frekvenciát fúrás után.
8. Vigye fel a rugalmas anyagot, miután a felső szerszám kifúródott.
Ötödik. A termék vakut vagy vakut készít
※ A termék ultrahangos hegesztés utáni felvillanásának vagy sorjájának oka a következő:
1. Az ultrahang teljesítménye túl erős.
2. Az ultrahangos hegesztési idő túl hosszú.
3. A légnyomás (dinamikus) túl nagy.
4. Túl nagy a nyomás a felső szerszám alatt (statikus).
5. A felső modell (HORN) energiatágulási aránya túl nagy.
6. A műanyag termék biztosítékvezetéke túl kívül van, túl magas vagy vastag.
A fenti hat elem okozza a termék villogását az ultrahangos hegesztési művelet után. A legkritikusabb azonban a hatodik ultrahanghullám biztosítékvonalának kinyitása. Általában az ultrahangos hegesztési művelet során a légnyomás körülbelül 2–4 kg, a szuperszonikus olvadékvonal tapasztalati értéke szerint 0,4–0,6 m/m alul és 0,3–0,4 m/m magasságban. Például ennél a típusnál Δ az éles szög körülbelül 60 ° , ezen túlmenően az ultrahangos hegesztési idő, nyomás, gép vagy felső öntőforma teljesítménynövekedéséhez vezet, így kialakul a fenti 1-6 elem, ami felvillanást és sorját okoz.
Megoldás:
1. Csökkentse a nyomást és csökkentse az ultrahangos hegesztési időt (csökkentse a szilárdsági szabványt).
2. Csökkentse a gép vagy az alacsony teljesítményű gép teljesítményfokozatainak számát.
3. Csökkentse az ultrahangos forma tágulási arányát.
4. Használja az ultrahangos gépet a pozicionálás és a rögzítés finomhangolására.
5. Módosítsa az ultrahangos olvadékvonalat.
Hatodszor, a termék mérete hegesztés után nem szabályozható a tűréshatáron belül
※ Ultrahangos hegesztésnél a termék nem szabályozható a tűréshatáron belül a következő okok miatt:
1. A gép stabilitása (az energiaátalakításhoz nincs hozzáadott biztonsági tényező).
2. A műanyag termékek deformációja meghaladja az ultrahanghullámok természetes fúziós tartományát.
3. A szerelvény elhelyezése vagy teherbírása instabil.
4. Az ultrahangos felső üzemmód energiatágulási kimenete nem egyezik.
5. A hegesztési folyamat körülményei nem adtak hozzá biztonsági tényezőt.
Megoldás:
1. Növelje a hegesztési biztonsági tényezőt (hegesztési idő, nyomás, teljesítmény szerint).
2. Engedélyezze a finombeállító csavart (0,02 m/m-re kell beállítani).
3. Ellenőrizze, hogy az ultrahangos felső szerszám kimeneti energiája elegendő-e (ha nem elegendő, növelje a szegmensek számát).
4. Ellenőrizze, hogy a rögzítőelem elhelyezése és a termék teherbírása stabil-e.
5. Módosítsa az ultrahangos olvasztó sort.
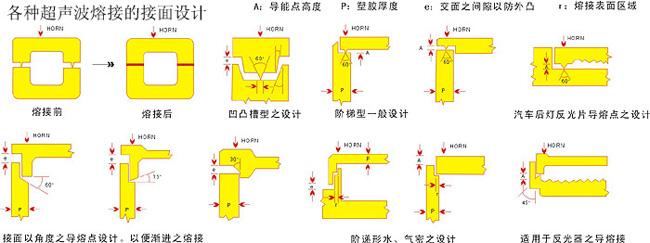
Ultrahangos műanyag hegesztő víz-/légtömör Olvasztósoros kivitel
Ha azt szeretnénk, hogy a termék elérje a víz- és légtömör funkciót, a pozicionálás és az ultrahangos olvasztósor a siker vagy a kudarc kulcsa. Ezért a termék tervezésében, mint például: elhelyezés, anyag, húsvastagság és az ultrahangos olvasztóvonal megfelelő aránya Abszolút kapcsolat. Általános víz- és légmentességi követelmények esetén a biztosítékvezeték magassága 0,5-0,8 m/m tartományban legyen (a termék vastagságától függően), például 0,5 m/m alatt, hogy elérje a víz- és légtömörséget, kivéve, ha a pozicionálási beállításnak nagyon szabványosnak kell lennie, és a hús vastagsága 5 m/m vagy több, ellenkező esetben a hatás gyenge lesz. A vízzáró terméket általában a szuperszonikus olvadékvezetékkel kell elhelyezni a következőképpen:
Alkalmas nagyméretű termékek vízzárására és olvasztására. Az érintkezési szög =45 ° , x=w/2 és d=0,3-0,8 mm előnyös.
Lépcsős hegy típusa: Alkalmas vízzáróságra és a kiemelkedés vagy repedés megelőzésére. Az érintkezési felület szöge 45 ° , x=w/2, d=0,3-0,8 mm.
Csúcstól-völgyig: vízzáró és nagy szilárdságú hegesztésre alkalmas, d=0,3~0,6mm A belső érintkezési felület h magassága alaktól függően változik, de h kb. 1~2mm.
A termék ultrahangos működésével nem lehet víz- és légtömörséget elérni. Az olyan tényezők mellett, mint az ultrahangos olvasztó vonal, a rögzítőelemek elhelyezése és a termék pozicionálása, az ultrahangos beállítás feltételei is fontos okok. Itt mélyebben beleásunk egy másik okba (olvasztási körülmények), amelyek meggyújtják a vizet és a légtömörséget. Amikor ultrahangos hegesztést alkalmazunk, a legalapvetőbb cél a hatékonyságra törekedni, de ez gyakran figyelmen kívül hagyja a hatékonyság alapvető szempontjait. Két jelenség létezik:
Először is, az ereszkedő sebesség, túl gyors pufferelés: ennek a képződésnek a sebessége, hogy a dinamikus nyomás plusz a gravitációs gyorsulás lelapulja az ultrahangos biztosítékvonalat, így a biztosítékvonal nem játszhat az olvadásban, álfázisú hegesztést képezve.
Másodszor, a hegesztési idő túl hosszú: a műanyag termékek a hosszú távú hőenergia miatt nem csak a műanyagot olvadják meg, hanem a műanyag szövet kokszosodási jelenségét, homoklyukak, víz vagy gáz képződését is okozzák, amely behatol a homoklyukba. Ez a legnehezebben felfedezhető hely az általános gyártási technológia számára.

















