Italiano
Visualizzazioni: 928 Autore: Editor del sito Orario di pubblicazione: 2019-06-17 Origine: Sito
Difetti comuni della saldatura ad ultrasuoni:
Innanzitutto, la forza non può raggiungere lo standard desiderato.
Naturalmente, dobbiamo capire che la forza dell'operazione di saldatura ad ultrasuoni non potrà mai raggiungere la forza dello stampaggio integrale. Si può solo dire che è vicino alla resistenza dello stampaggio integrale e che i requisiti per la resistenza della saldatura devono dipendere da una serie di combinazioni. Quali sono queste collaborazioni?
※ Materiale plastico: il risultato della saldatura di ABS e ABS è decisamente più forte della resistenza della saldatura di ABS e PC, poiché il punto di fusione dei due diversi materiali non sarà lo stesso, ovviamente, la resistenza della saldatura non è la stessa, anche se discutiamo. I due materiali ABS e PC possono essere saldati tra loro? La nostra risposta è che può essere saldato, ma la resistenza dopo la saldatura è quella che desideriamo? Non è necessariamente così! D’altro canto, che dire della situazione di ABS e Nile, PP e PE? Se il CORNO ad ultrasuoni emette istantaneamente 150 gradi di calore, sebbene il materiale ABS sia stato fuso, il nylon, il PVC, il PP e il PE vengono solo ammorbiditi. Continuiamo a riscaldarci fino a 270 gradi o più. In questo momento, nylon, PVC, PP e PE hanno raggiunto la temperatura di saldatura ad ultrasuoni, ma il materiale ABS è stato risolto in un'altra struttura molecolare! Dalla discussione di cui sopra possiamo riassumere tre conclusioni:
1. Maggiore è la resistenza della saldatura del materiale plastico a parità di punto di fusione.
2. Maggiore è il punto di fusione del materiale plastico, minore è la forza di saldatura.
3. Maggiore è la densità del materiale plastico (duro), maggiore è la forza di fusione rispetto alla densità inferiore (elevata tenacità).
In secondo luogo, la superficie del prodotto produce spaccature o screpolature.
Nella saldatura a ultrasuoni, è normale che la superficie del prodotto sia graffiata, rotta o incrinata in corrispondenza della giunzione. Perché ci sono due situazioni nel funzionamento a ultrasuoni: 1. L'elevata energia termica entra direttamente in contatto con la superficie del prodotto in plastica 2. Conduzione delle vibrazioni. Pertanto, quando la vibrazione ultrasonica agisce sul prodotto di plastica, la superficie del prodotto è soggetta a bruciature e anche la colonna o il foro di plastica con uno spessore sottile di 1 m/m è soggetto a crepe. Questo è un prerequisito per il funzionamento a ultrasuoni. Evitato. D'altra parte, a causa della mancanza di energia di uscita degli ultrasuoni (piano di estensione e stampo superiore HORN), è necessario molto tempo per saldare quando l'energia di attrito delle vibrazioni viene convertita in energia termica per accumulare energia termica per compensare la mancanza di potenza di uscita. Questo tipo di metodo di saldatura non è l'energia termica per attrito e vibrazione che si ottiene in un istante, ma il tempo di saldatura è necessario per accumulare l'energia termica, in modo che il punto di fusione del prodotto in plastica raggiunga l'effetto di saldatura, in modo che l'energia termica rimanga sulla superficie del prodotto per troppo tempo e la temperatura e lo stress accumulati causeranno anche ustioni, rotture o rotture nel prodotto. Pertanto, è necessario considerare la potenza erogata (numero di segmenti), il tempo di saldatura, la pressione dinamica e altri fattori per superare questo tipo di perdita di posti di lavoro.
Soluzione:
1. Ridurre la pressione.
2. Ridurre il tempo di ritardo (vibrazione anticipata)).
3. Ridurre il tempo di saldatura.
4. Citare la copertura mediatica (ad es. borse in PE).
5. Lo stampo ha un trattamento superficiale (temprato o cromato).
6. Il numero di stadi della macchina viene ridotto o ridotto.
7. Per i prodotti che si incrinano o si rompono facilmente, l'attrezzatura deve essere realizzata in materiale imbottito, come resina morbida o sughero rivestito (questo significa che non influisce sulla resistenza della saldatura).
8. I prodotti facili da rompere aggiungono l'angolo R ad angolo retto.
In terzo luogo, il prodotto produce distorsioni.
Ci sono tre ragioni per questa deformazione:
1. Il corpo e la fusione o copertura desiderata non possono combaciare tra loro a causa dell'angolo o della curvatura.
2. Il prodotto è sottile e sottile (entro 2 m/m) e la lunghezza supera i 60 m/m.
3. Il prodotto è deformato e distorto a causa di condizioni quali la pressione dello stampaggio a iniezione.
Pertanto, quando i nostri prodotti vengono deformati dal funzionamento ad ultrasuoni, sembra che ciò sia la causa della saldatura ad ultrasuoni sulla superficie. Tuttavia, questo è solo un risultato. Cosa succede al prodotto in plastica prima che venga saldato e cosa succede dopo la saldatura. Se non si discute la causa principale, ci vorrà molto tempo per affrontare il problema di non trattare la medicina giusta e nell'operazione di saldatura a conduzione indiretta a ultrasuoni (fusione non diretta), la pressione inferiore a 6 kg non può modificare la flessibilità e l'inerzia della plastica. Quindi non provare a utilizzare una forte pressione per modificare la deformazione prima della saldatura (la pressione massima della macchina per fusione è di 6 kg), inclusa l'estrusione forzata con un dispositivo per stampo. Forse cadremo anche in un punto cieco, cioè esplorare la causa della deformazione dalla superficie, cioè ad occhio nudo non è possibile vedere prima della fusione, ma dopo il completamento della saldatura ad ultrasuoni, è ovvio trovare la deformazione. Il motivo è che prima della saldatura, sarà difficile trovare l'esistenza della linea del fusibile, gli angoli accumulati del prodotto stesso, l'arco e l'errore accumulato del materiale residuo, ma dopo il completamento della saldatura ad ultrasuoni, sembrerà visibile ad occhio nudo. Deformazione.
Soluzione:
1. Ridurre la pressione (la pressione è preferibilmente inferiore a 2 kg).
2. Ridurre il tempo di saldatura ad ultrasuoni (standard di resistenza ridotta).
3. Aumentare il tempo di indurimento (almeno 0,8 secondi o più).
4. Analizzare se le modalità ultrasonica superiore e inferiore possono essere parzialmente regolate (non necessario).
5. Analizzare la causa principale della deformazione del prodotto e migliorarla.
In quarto luogo, le parti interne del prodotto vengono distrutte
※ I motivi del danneggiamento del prodotto dopo la saldatura a ultrasuoni sono i seguenti:
1. La potenza erogata dalla saldatrice a ultrasuoni è troppo elevata.
2. L'energia prodotta dall'amplificatore a ultrasuoni è troppo forte.
3. L'attrezzatura dello stampo inferiore è sospesa dal punto di forza e viene distrutta dalla vibrazione ultrasonica.
4. Il prodotto in plastica è alto e sottile ad angolo retto rispetto al fondo e non esiste un angolo R per tamponare l'energia.
5. Condizioni di elaborazione ad ultrasuoni errate.
Soluzione:
1. Tempo di vibrazione ultrasonica anticipato (evitare vibrazioni da contatto).
2. Ridurre la pressione e ridurre il tempo di saldatura ad ultrasuoni (ridurre lo standard di resistenza).
3. Ridurre il numero di stadi di potenza della macchina o della macchina a bassa potenza.
4. Ridurre il rapporto di espansione dello stampo ad ultrasuoni.
5. Lo stampo inferiore è ammortizzato con gomma in corrispondenza della forza.
6. Lo stampo inferiore e il prodotto evitano galleggiamenti o spazi vuoti.
7.HORN (stampo superiore) misura nuovamente la frequenza dopo la perforazione.
8. Applicare il materiale elastico dopo che la matrice superiore è forata.
Quinto. Il prodotto produce flash o flash
※ Il motivo della bava o delle sbavature del prodotto dopo la saldatura a ultrasuoni è il seguente:
1. La potenza ultrasonica è troppo forte.
2. Il tempo di saldatura a ultrasuoni è troppo lungo.
3. La pressione dell'aria (dinamica) è eccessiva.
4. La pressione sotto lo stampo superiore (statica) è eccessiva.
5. Il rapporto di espansione energetica del modello superiore (HORN) è troppo grande.
6. La linea del fusibile del prodotto in plastica è troppo esterna, troppo alta o spessa.
I sei elementi sopra indicati sono la causa del lampeggiamento del prodotto dopo l'operazione di saldatura a ultrasuoni. Tuttavia, la cosa più critica è aprire la linea del fusibile della sesta onda ultrasonica. Generalmente, nell'operazione di saldatura a ultrasuoni, la pressione dell'aria è di circa 2 ~ 4 kg, secondo il valore empirico della linea di fusione supersonica è 0,4 ~ 0,6 m/m in basso e 0,3 ~ 0,4 m/m in altezza. Ad esempio, questo tipo Δ , l'angolo acuto è di circa 60 ° , oltre questo valore porterà all'aumento del tempo di saldatura a ultrasuoni, della pressione, della macchina o della potenza dello stampo superiore, formando così i suddetti 1~6 elementi che causano bave e bave.
Soluzione:
1. Ridurre la pressione e ridurre il tempo di saldatura ad ultrasuoni (ridurre lo standard di resistenza).
2. Ridurre il numero di stadi di potenza della macchina o della macchina a bassa potenza.
3. Ridurre il rapporto di espansione dello stampo ad ultrasuoni.
4. Utilizzare la macchina ad ultrasuoni per mettere a punto il posizionamento e fissarlo.
5. Modificare la linea di fusione ad ultrasuoni.
Sesto, la dimensione del prodotto dopo la saldatura non può essere controllata entro la tolleranza
※ Nella saldatura a ultrasuoni, il prodotto non può essere controllato entro l'intervallo di tolleranza per i seguenti motivi:
1. Stabilità della macchina (la conversione dell'energia non ha aggiunto alcun fattore di sicurezza).
2. La deformazione dei prodotti in plastica supera la gamma di fusione naturale delle onde ultrasoniche.
3. Il posizionamento dell'attrezzatura o la capacità portante sono instabili.
4. L'output di espansione dell'energia in modalità ultrasonica superiore non corrisponde.
5. Le condizioni del processo di saldatura non hanno aggiunto un fattore di sicurezza.
Soluzione:
1. Aumentare il fattore di sicurezza della saldatura (mediante tempo di saldatura, pressione, potenza).
2. Abilitare la vite di regolazione fine (deve essere controllata a 0,02 m/m).
3. Controllare se l'energia in uscita dalla matrice ultrasonica superiore è sufficiente (aumentando il numero di segmenti quando non è sufficiente).
4. Controllare se il posizionamento dell'attrezzatura e la capacità portante del prodotto sono stabili.
5. Modificare la linea di fusione ad ultrasuoni.
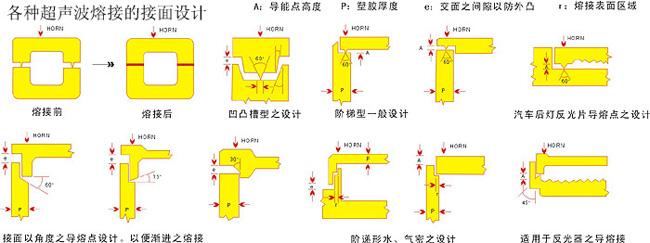
Saldatura plastica ad ultrasuoni a tenuta d'acqua/aria. Progettazione della linea di fusione
Quando vogliamo che il prodotto svolga la funzione di tenuta all'acqua e all'aria, il posizionamento e la linea di fusione ad ultrasuoni sono la chiave del successo o del fallimento. Pertanto, nella progettazione del prodotto, ad esempio: posizionamento, materiale, spessore della carne e il rapporto corrispondente della linea di fusione ad ultrasuoni Rapporto assoluto. In generale, per quanto riguarda i requisiti di tenuta all'acqua e all'aria, l'altezza della linea del fusibile dovrebbe essere compresa tra 0,5~0,8 m/m (a seconda dello spessore del prodotto), ad esempio inferiore a 0,5 m/m, per ottenere la funzione di tenuta all'acqua e all'aria, a meno che l'impostazione di posizionamento non debba essere molto standard e lo spessore della carne sia 5 m/m o più, altrimenti l'effetto sarà scarso. Il modo in cui generalmente è necessario posizionare il prodotto a tenuta stagna con la linea di fusione supersonica è il seguente:
È adatto per la tenuta stagna e la fusione di prodotti di grandi dimensioni. L'angolo di contatto è =45 ° , x=w/2 e d=0,3~0,8 mm è preferibile.
Tipo con punta a gradini: adatta per la tenuta stagna e la prevenzione di sporgenze o crepe. L'angolo della superficie di contatto è 45 ° , x=w/2 e d=0,3~0,8 mm.
Picco-valle: adatto per saldature a tenuta stagna e ad alta resistenza, d=0,3~0,6 mm. L'altezza della superficie di contatto interna h varia a seconda della forma, ma h è circa 1~2 mm.
Il funzionamento a ultrasuoni del prodotto non può garantire l'ermeticità all'acqua e all'aria. Oltre a fattori quali la linea di fusione ad ultrasuoni, il posizionamento dell'attrezzatura e il posizionamento del prodotto, anche le condizioni per l'impostazione ad ultrasuoni sono una delle cause principali. Qui approfondiamo un altro motivo (condizioni di fusione) che incendia l’acqua e l’ermeticità. Quando implementiamo la saldatura a ultrasuoni, l'obiettivo fondamentale è ricercare l'efficienza, ma spesso si ignorano gli elementi essenziali dell'efficienza. Ci sono due fenomeni:
Innanzitutto, la velocità discendente, buffering troppo veloce: la velocità di questa formazione, in modo che la pressione dinamica più l'accelerazione di gravità appiattiscano la linea del fusibile ad ultrasuoni, in modo che la linea del fusibile non possa svolgere il ruolo di fusione, formando una saldatura pseudo-fase.
In secondo luogo, il tempo di saldatura è troppo lungo: i prodotti in plastica, a causa dell'energia termica a lungo termine, non solo fanno sciogliere il materiale plastico, ma causano anche il fenomeno della cokefazione del tessuto plastico, la produzione di buchi di sabbia, acqua o gas che penetrano nel buco di sabbia. Questo è il luogo più difficile da scoprire per la tecnologia di produzione generale.

















