Deutsch
Aufrufe: 109 Autor: Site-Editor Veröffentlichungszeit: 17.01.2024 Herkunft: Website
Ultraschalllöten ist eine Lötmethode, die kein Flussmittel erfordert und im Vergleich zu herkömmlichen Lötmethoden als umweltfreundlicher gilt. Es entfernt oberflächliche Oxidschichten von der Lötoberfläche durch Vibration und Kavitation, anstelle des Einsatzes von Chemikalien.
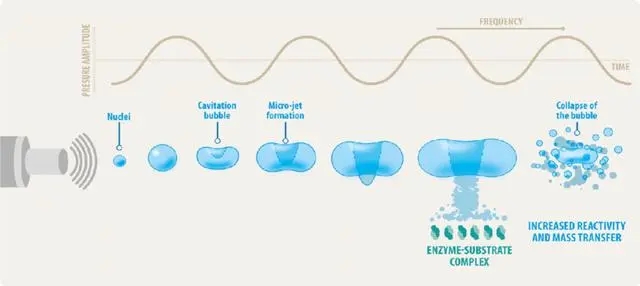
Die Ultraschall-Löttechnologie unterscheidet sich vom Ultraschall-Kunststoffschweißen, da sie Vibrationen nutzt, um Wärme zu erzeugen und die zu verbindenden Komponenten zu schmelzen. Das Grundprinzip des Ultraschalllötens ähnelt dem Prozess der Ultraschallreinigung, bei dem die Schwingungsenergie in einem Wasserbad oder Reinigungslösungsmittel Kavitation hervorruft. Der in das flüssige Medium eingetauchte Teil wird durch die starke erosive Wirkung der Kavitationsblasen gründlich gereinigt.
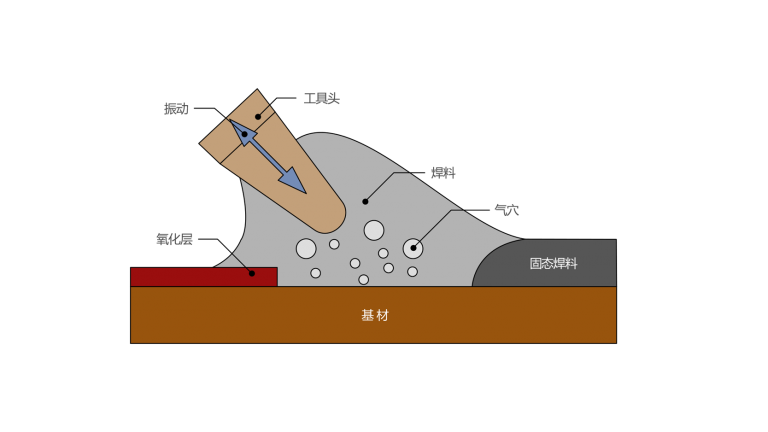
Beim Ultraschalllötprozess schmilzt die Wärme einer separaten Energiequelle das Lot, bevor die Vibrationsenergie aufgebracht wird. Das geschmolzene Lot fungiert dann als akustisches Übertragungsmedium für die Ultraschallschwingung. Wenn hochfrequente Schwingungsenergie auf das geschmolzene Lot einwirkt, kommt es an der Spitze des Lötwerkzeugs zu einer kontrollierten akustischen Kavitation, die Oberflächenoxide aufbricht und verteilt. Die Kavitationsmikroblasen platzen, reinigen die gesamte Oberfläche und ermöglichen es dem flüssigen Lot, das reine Metall zu benetzen und sich mit ihm zu verbinden.
Vibration sorgt außerdem dafür, dass keine Lücken in der Lötverbindung entstehen, da die Vibrationsenergie das flüssige Lot dazu zwingt, in die Lücken und Mikroporen des Grundmaterials einzudringen. Es trägt zur Abdichtung der Komponenten bei und vergrößert die Oberfläche, die dem Lot zum Kleben zur Verfügung steht. Ultraschallvibrationen können auch Blasen aus dem flüssigen Lot herausdrücken, wodurch sich diese Methode für Anwendungen eignet, die abgedichtete Verbindungen in Hochvakuumumgebungen erfordern.
Das Ultraschalllöten ermöglicht das Verbinden verschiedener Materialien und kann für Materialien eingesetzt werden, die mit herkömmlichen Methoden schwer zu löten sind. Da kein Flussmittel erforderlich ist, können Benutzer Zeit und Kosten sparen, die mit der Reinigung von Flussmittelrückständen verbunden sind, während gleichzeitig Korrosion reduziert und die Haltbarkeit von Lötverbindungen verbessert wird.
Das Ultraschall-Lötverfahren kann bequem mit handgeführten Ultraschall-Lötkolbengeräten zum manuellen Löten durchgeführt, aber auch in Ultraschall-Lötmaschinen und Montagelinien integriert werden.
Schweißen von Glas, Keramik, Edelstahl und Aluminium
Im Laufe der Jahre haben japanische Ingenieure im Rahmen umfangreicher Forschungen zur Glas-Metall-Verbindung eine spezielle Lotlegierung namens CERASOLZER (Lötdraht) entwickelt. Diese Aktivlotlegierung wurde speziell für die Verwendung mit der Ultraschalllötmethode entwickelt und verfügt über einzigartige Bindungsfähigkeiten, die häufig verwendete Silberlöt-, Indiumlöt-, Molybdän-Mangan- und Harzbindungsmethoden ersetzen können. CERASOLZER bildet neben der direkten Metall-Metall-Verbindung auch chemische Bindungen (Glassubstrat). Die Legierung besteht aus den gleichen Hauptbestandteilen wie herkömmliche Lotlegierungen (Blei/Zinn), enthält aber auch geringe Mengen an Elementen wie Zink, Titan, Silizium, Aluminium, Beryllium, seltene Erden usw., die eine starke chemische Affinität zu Sauerstoff haben.
Während des Lötprozesses verbinden sich diese zusätzlichen Elemente mit dem umgebenden Sauerstoff und bilden ein Oxid, das sich chemisch mit verschiedenen Materialien verbindet, darunter Glas, Keramik, Aluminium, Edelstahl, leitfähige Oxide und viele andere Substrate, die bisher als nicht lötbar galten. Das resultierende Oxid verbindet sich fest mit dem gelöteten Substrat und bildet an der Grenzfläche eine robuste chemische Bindung (RO).
Daher wird die Klebefestigkeit von CERASOLZER beeinträchtigt, wenn Sauerstoff durch die Verwendung eines Inertgases (z. B. Stickstoff) anstelle der Umgebungsluft in der Klebeausrüstung wirksam eliminiert wird. Die geeignete bindungskritische Sauerstoffkonzentration liegt bei etwa 2 %. Die Schmelztemperatur der CERASOLZER-Legierung liegt zwischen 155 und 297 °C und aufgrund der Ultraschallvibration ist die Lötmethode flussmittelfrei. Tatsächlich würde die Verwendung unseres Ultraschalllötverfahrens mit Flussmittel die Sauerstoffbindungen zerstören und den gesamten Lötprozess beeinträchtigen, weshalb es nicht verwendet werden sollte.
Anwendung
Herstellung von Glaswaren
Beschichten/Metallisieren optischer Linsen
Herstellung von Elektroden auf Glas- und Keramiksubstraten
Schweißen von Heizkontakten an Heckscheiben von Automobilen
Löten von Supraleitern, Bauteilen und Keramikteilen
Vakuumversiegelung von Glasröhren und Kleben von Hardware-Fittings
Abdichten von Glasfasern (Metallband)
Bonden von Elektroden an Vorder-/Rückkontakte von Solarzellen (kristallin, Dünnschicht)
Kleben von Metallglas, LCD-Glas, Quarzoszillatoren, Hybrid-IC-Anschlüssen (Die-Attach)
Grundlegende Ultraschall-Lötmethoden
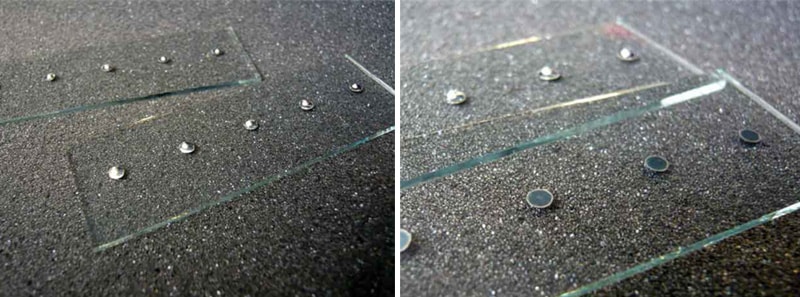
Beim Auftragen von Cerasolzer-Lot auf Glas, Keramik oder Metalloxide muss ein ausreichender Kontakt zwischen Lot und Substrat bestehen, um kleine Blasen zu vermeiden, die an der Grenze zwischen der Substratoberfläche und dem Weichlot entstehen können. Durch die Ultraschallvibration wird die Luftschicht im Grenzbereich innerhalb kürzester Zeit beseitigt, was zu einer blasenfreien und gleichmäßigen Lötverbindung führt. Wenn das Substrat eine hohe Wärmeabsorption aufweist, sollte eine zusätzliche Wärmequelle wie eine Heizplatte verwendet werden, um die richtigen Lötbedingungen aufrechtzuerhalten.
Die empfohlene Vorgehensweise besteht darin, Cerasolzer auf einen transparenten Träger aus Glas aufzutragen, wobei die Rückseite als etablierte Grenzfläche dient und einer Reflexionsfläche wie einem Spiegel ähnelt.
Zweistufiges Verfahren (Vorlöten + Kleben):
Im ersten Schritt wird Cerasolzer mittels hoher Temperatur und Ultraschallvibration an die Spitze des Ultraschalllötkolbens abgegeben und auf das Substrat (z. B. Glas) aufgetragen. Anschließend werden im Vorlötbereich Metallbauteile, Drähte, Bänder usw. mit herkömmlichem Lot oder bevorzugt Cerasolzer verlötet.
Einschrittverfahren (Direktlöten):
Wenn Cerasolzer zwischen Metall und Glas, Keramik oder Metalloxiden angeordnet ist, wirken Ultraschallvibrationen direkt auf das Metall. Die Verklebung erfolgt innerhalb kürzester Zeit. Die von dieser Methode bereitgestellte Leistung ist etwas geringer als die der vorherigen Methode.
Tauchmethode:
Das Tauchverfahren ist eine ideale Technik zur großflächigen Oberflächenbeschichtung. Cerasolzer-Lot wird in einem speziellen Löttiegel mit einem Ultraschallvibrator geschmolzen. Wenn die Oberfläche des Weichlots durch Ultraschallvibrationen Wellen bildet, wird der beschichtete Teil in Wasser getaucht, vorzugsweise unter Verwendung eines Ultraschall-Tauchlötgeräts.
Parameter
Frequenz 60 kHz, Leistung 100 W
Kühlung Luftkühlung Max TEMP 500℃
Schutzhülle, Pumpe, Kunststoff, digitaler Stromgenerator


























