Dansk
Visninger: 109 Forfatter: Webstedsredaktør Udgivelsestid: 17-01-2024 Oprindelse: websted
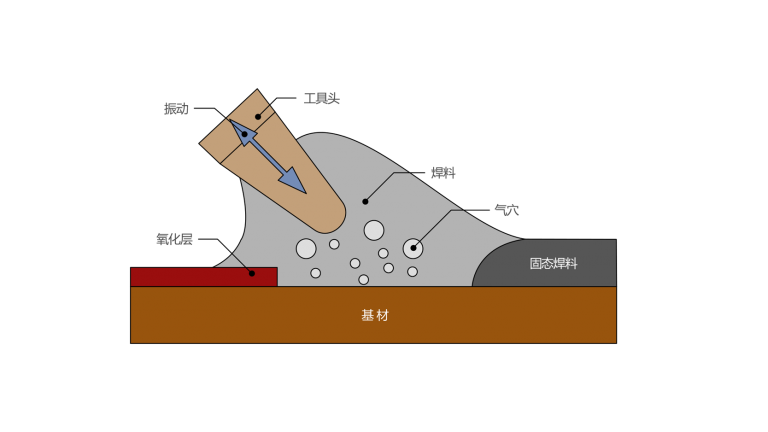
Ultralydslodning er en loddemetode, der ikke kræver flux, og den anses for at være mere miljøvenlig sammenlignet med traditionelle lodningsmetoder. Det fjerner overfladeoxidlag fra loddeoverfladen gennem fænomenerne vibrationer og kavitation, i stedet for at bruge kemikalier.
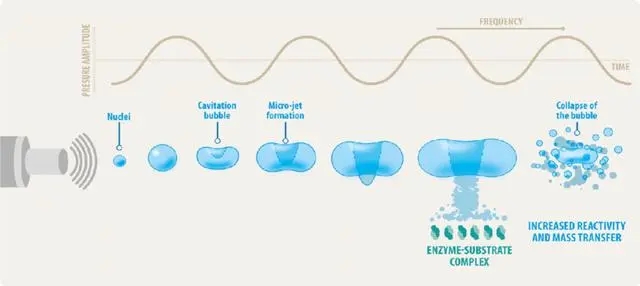
Ultralydsloddeteknologi er forskellig fra ultralydssvejsning af plastik, da den bruger vibrationer til at generere varme og smelte de komponenter, der sammenføjes. Det underliggende princip for ultralydslodning ligner processen med ultralydsrensning, hvor vibrationsenergien inducerer kavitation i et vandbad eller renseopløsningsmiddel. Den del, der er nedsænket i det flydende medium, renses grundigt af kavitationsboblernes stærke erosive virkning.
Under ultralydsloddeprocessen smelter varmen fra en separat energikilde loddemetal, før vibrationsenergien påføres. Det smeltede loddemiddel fungerer derefter som et akustisk transmissionsmedium for ultralydsvibrationen. Når højfrekvent vibrationsenergi påføres det smeltede loddemateriale, opstår der kontrolleret akustisk kavitation i spidsen af loddeværktøjet for at forstyrre og sprede overfladeoxider. Kavitationsmikroboblerne brister, renser hele overfladen, så det flydende loddemiddel bliver vådt og binder sig til det rene metal.
Vibration sikrer også, at der ikke er huller i loddesamlingen, da vibrationsenergien tvinger det flydende loddemiddel til at trænge ind i grundmaterialets mellemrum og mikroporer. Det hjælper med at forsegle komponenterne og øger det overfladeareal, der er tilgængeligt for loddemetal at binde. Ultralydsvibrationer kan også ekstrudere bobler fra det flydende loddemiddel, hvilket gør denne metode velegnet til applikationer, der kræver forseglede samlinger i højvakuummiljøer.
Ultralydslodning giver mulighed for sammenføjning af forskellige materialer og kan bruges til materialer, der er svære at lodde ved hjælp af konventionelle metoder. Da flusmiddel ikke er påkrævet, kan brugere spare tid og omkostninger forbundet med rengøring af flusmiddelrester, samtidig med at korrosion reduceres og holdbarheden af loddede samlinger forbedres.
Ultralydsloddemetoden kan bekvemt udføres ved hjælp af håndholdte ultralydsloddekolbe til manuel lodning, såvel som integreret i ultralydsloddemaskiner og samlebånd.
Svejsning af glas, keramik, rustfrit stål og aluminium
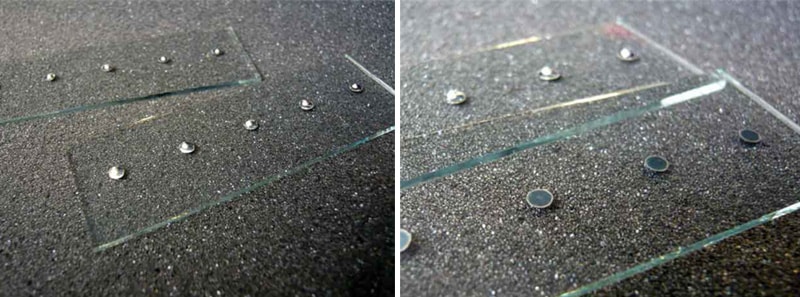
I omfattende forskning i glas-metal-binding gennem årene har japanske ingeniører udviklet en speciel loddelegering kaldet CERASOLZER (loddetråd). Denne aktive loddelegering er specifikt formuleret til at arbejde med ultralydsloddemetoden og har unikke bindingsegenskaber, der kan erstatte almindeligt anvendte sølvlodning, indiumlodning, molybdæn-mangan og harpiksbindingsmetoder. CERASOLZER danner kemiske bindinger (glassubstrat) udover direkte metal-til-metal-binding. Legeringen består af de samme primære bestanddele som standard loddelegeringer (bly/tin), men den indeholder også små mængder af grundstoffer som zink, titanium, silicium, aluminium, beryllium, sjældne jordarter osv., som har stærke kemiske affiniteter med ilt.
Under loddeprocessen kombineres disse yderligere elementer med den omgivende ilt for at danne et oxid, der kemisk binder sig til forskellige materialer, herunder glas, keramik, aluminium, rustfrit stål, ledende oxider og mange andre substrater, der tidligere blev betragtet som uloddelige. Det resulterende oxid binder sig stærkt til det loddede substrat og danner en robust kemisk binding (RO) ved grænsefladen.
Derfor kompromitteres klæbestyrken af CERASOLZER, hvis ilt effektivt elimineres ved at bruge en inert gas (såsom nitrogen) i stedet for den omgivende luft i limningsudstyret. Den passende bindingskritiske oxygenkoncentration har vist sig at være omkring 2%. CERASOLZER-legeringens smeltetemperatur varierer fra 155 til 297°C, og på grund af ultralydsvibrationen er loddemetoden fluxfri. Faktisk, hvis vores ultralydsloddemetode bruges med flux, ville det forstyrre iltbindingerne og kompromittere hele loddeprocessen, så den bør ikke bruges.
Anvendelse
Fremstilling af glasvarer
Coating/metaliserende optiske linser
Fremstilling af elektroder på glas og keramiske underlag
Svejsning af varmekontakter på bagruder på biler
Lodning af superledere, komponenter og keramiske dele
Vakuumforsegling af glasrør og limbeslag
Forsegling af optisk glasfiber (metalbånd)
Bindingselektroder til for-/bagsidekontakter på solceller (krystallinsk, tyndfilm)
Klæbende limning af metalglas, LCD-glas, krystaloscillatorer, hybride integrerede kredsløbsledninger (matricefastgørelse)
Grundlæggende ultralydslodningsmetoder
Når der påføres Cerasolzer-lodde på glas, keramik eller metaloxider, skal der være tilstrækkelig kontakt mellem loddet og underlaget, hvilket eliminerer små bobler, der kan eksistere ved grænsen mellem underlagets overflade og det bløde loddemiddel. Ultralydsvibrationer eliminerer luftlaget i grænseområdet inden for meget kort tid, hvilket resulterer i en boblefri og ensartet loddesamling. Hvis underlaget har høj varmeabsorption, bør en hjælpevarmekilde, såsom en varmeplade, anvendes for at opretholde korrekte loddeforhold.
Den anbefalede fremgangsmåde er at påføre Cerasolzer på et gennemsigtigt bæreglas med bagsiden, der tjener som det etablerede grænseområde, der ligner en reflektionsoverflade som et spejl.
To-trins metode (forlodning + limning):
I det første trin leveres Cerasolzer til spidsen af ultralydsloddekolben ved hjælp af høj temperatur og ultralydsvibration, og den påføres underlaget (såsom glas). Derefter bruges konventionelt loddemiddel eller foretrukne Cerasolzer til at lodde metalkomponenter, ledninger, strimler osv. i forloddeområdet.
Et-trins metode (direkte lodning):
Når Cerasolzer er klemt mellem metal og glas, keramik eller metaloxider, virker ultralydsvibrationer direkte på metallet. Binding opnås inden for meget kort tid. Ydeevnen leveret af denne metode er lidt lavere end den tidligere metode.
Dyppemetode:
Dyppemetoden er en ideel teknik til storskala overfladebelægning. Cerasolzer loddemetal smeltes i en specifik loddepotte med en ultralydsvibrator. Når overfladen af det bløde loddemiddel danner krusninger på grund af ultralydsvibrationer, nedsænkes den belagte del i vand, fortrinsvis ved hjælp af en ultralydsdip-loddeanordning.
Parameter
Frekvens 60 Khz Effekt 100W
Køling Luftkøling Max TEMP 500℃
Beskyttende kuvert pomp plastik Power digital generator


























