Česky
Zobrazení: 109 Autor: Editor webu Čas publikování: 2024-01-17 Původ: místo
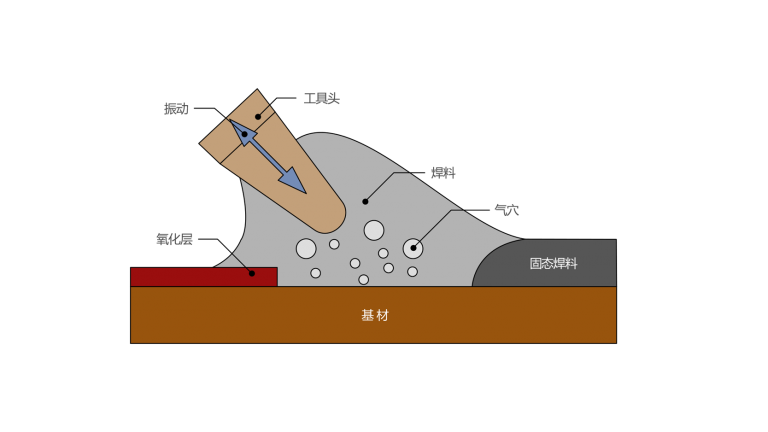
Ultrazvukové pájení je metoda pájení, která nevyžaduje tavidlo a je považována za šetrnější k životnímu prostředí ve srovnání s tradičními metodami pájení. Odstraňuje povrchové oxidové vrstvy z pájeného povrchu prostřednictvím jevů vibrací a kavitace namísto použití chemikálií.
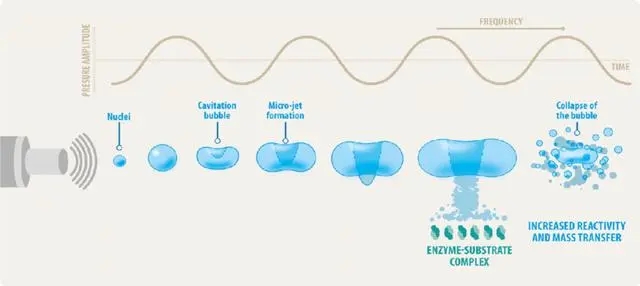
Technologie ultrazvukového pájení se liší od ultrazvukového svařování plastů, protože využívá vibrace k vytváření tepla a roztavení spojovaných součástí. Princip ultrazvukového pájení je podobný procesu ultrazvukového čištění, kde vibrační energie vyvolává kavitaci ve vodní lázni nebo čisticím rozpouštědle. Část ponořená do kapalného média je důkladně vyčištěna silným erozivním působením kavitačních bublin.
Během procesu ultrazvukového pájení teplo ze samostatného zdroje energie taví pájku před aplikací vibrační energie. Roztavená pájka pak působí jako akustické přenosové médium pro ultrazvukové vibrace. Když je na roztavenou pájku aplikována vysokofrekvenční vibrační energie, na hrotu pájecího nástroje dochází k řízené akustické kavitaci, která narušuje a rozptyluje povrchové oxidy. Kavitační mikrobubliny praskají, čistí celý povrch a umožňují tekuté pájce smáčet a spojovat se s čistým kovem.
Vibrace také zajišťují, že v pájeném spoji nejsou žádné mezery, protože vibrační energie nutí tekutou pájku pronikat do mezer a mikropórů základního materiálu. Pomáhá utěsnit součásti a zvětšuje plochu povrchu dostupnou pro spojení pájky. Ultrazvukové vibrace mohou také vytlačovat bubliny z tekuté pájky, díky čemuž je tato metoda vhodná pro aplikace, které vyžadují utěsněné spoje v prostředí s vysokým vakuem.
Ultrazvukové pájení umožňuje spojování různých materiálů a lze jej použít pro materiály, které se konvenčními metodami obtížně pájí. Vzhledem k tomu, že tavidlo není vyžadováno, mohou uživatelé ušetřit čas a náklady spojené s čištěním zbytků tavidla a zároveň snížit korozi a zlepšit životnost pájených spojů.
Metodu ultrazvukového pájení lze pohodlně provádět pomocí ručních ultrazvukových pájecích zařízení pro ruční pájení a také integrovat do ultrazvukových pájecích strojů a montážních linek.
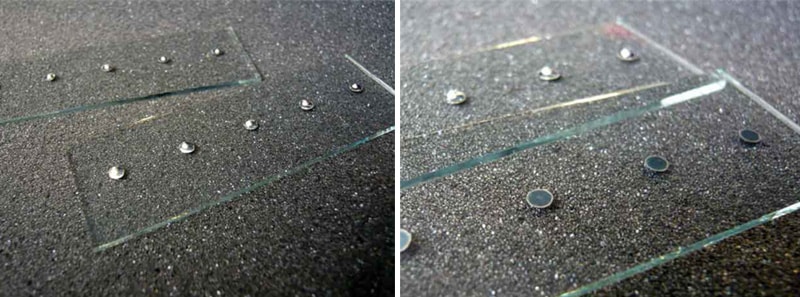
Svařování skla, keramiky, nerezové oceli a hliníku
V rozsáhlém výzkumu spojování sklo-kov v průběhu let japonští inženýři vyvinuli speciální pájecí slitinu nazvanou CERASOLZER (pájecí drát). Tato aktivní pájecí slitina je speciálně vytvořena pro práci s metodou ultrazvukového pájení a má jedinečné vazebné schopnosti, které mohou nahradit běžně používané metody pájení stříbrem, indiem, molybden-mangan a pryskyřice. CERASOLZER vytváří kromě přímého spojování kov na kov chemické vazby (skleněný substrát). Slitina se skládá ze stejných primárních složek jako standardní pájecí slitiny (olovo/cín), ale obsahuje také malá množství prvků, jako je zinek, titan, křemík, hliník, berylium, vzácné zeminy atd., které mají silnou chemickou afinitu s kyslíkem.
Během procesu pájení se tyto další prvky spojují s okolním kyslíkem a vytvářejí oxid, který se chemicky váže s různými materiály, včetně skla, keramiky, hliníku, nerezové oceli, vodivých oxidů a mnoha dalších substrátů, které byly dříve považovány za nepájivé. Výsledný oxid se silně váže s pájeným substrátem a vytváří na rozhraní robustní chemickou vazbu (RO).
Proto je přilnavost CERASOLZER ohrožena, pokud je kyslík účinně eliminován použitím inertního plynu (jako je dusík) namísto okolního vzduchu ve spojovacím zařízení. Bylo zjištěno, že vhodná vazebná kritická koncentrace kyslíku je přibližně 2 %. Teplota tavení slitiny CERASOLZER se pohybuje od 155 do 297°C a díky ultrazvukové vibraci je způsob pájení beztavný. Ve skutečnosti, pokud je naše metoda ultrazvukového pájení použita s tavidlem, narušilo by to kyslíkové vazby a ohrozilo celý proces pájení, takže by se neměla používat.
Aplikace
Výroba skleněného zboží
Potahování/metalizace optických čoček
Vytváření elektrod na skleněné a keramické substráty
Svařování topných kontaktů na zadní okna automobilů
Pájení supravodičů, součástek a keramických dílů
Vakuové těsnění skleněných trubic a lepení kování
Těsnící sklo z optických vláken (kovový pásek)
Lepení elektrod na přední/zadní kontakty solárních článků (krystalické, tenkovrstvé)
Lepení kovového skla, LCD skla, krystalových oscilátorů, hybridních vývodů integrovaných obvodů (příchytka)
Základní metody pájení ultrazvukem
Při nanášení pájky Cerasolzer na sklo, keramiku nebo oxidy kovů musí být dostatečný kontakt mezi pájkou a substrátem, aby se eliminovaly malé bublinky, které mohou existovat na hranici mezi povrchem substrátu a měkkou pájkou. Ultrazvukové vibrace eliminují vzduchovou vrstvu v hraniční oblasti během velmi krátké doby, což má za následek konzistentní pájený spoj bez bublin. Pokud má substrát vysokou absorpci tepla, měl by být pro udržení správných podmínek pájení použit pomocný zdroj tepla, jako je topná deska.
Doporučený postup je aplikovat Cerasolzer na průhledné nosné podložní sklíčko, přičemž zadní strana slouží jako stanovená hraniční oblast, připomínající odraznou plochu jako zrcadlo.
Dvoustupňová metoda (předpájení + lepení):
V prvním kroku je Cerasolzer přiveden na hrot ultrazvukové páječky pomocí vysoké teploty a ultrazvukových vibrací a je nanesen na substrát (jako je sklo). Potom se konvenční pájka nebo preferovaný Cerasolzer používá k pájení kovových součástí, drátů, pásků atd. v oblasti předpájení.
Jednokroková metoda (přímé pájení):
Když je Cerasolzer vložen mezi kov a sklo, keramiku nebo oxidy kovů, ultrazvukové vibrace přímo působí na kov. Spojení je provedeno ve velmi krátké době. Výkon poskytovaný touto metodou je o něco nižší než u předchozí metody.
Způsob namáčení:
Metoda máčení je ideální technikou pro velkoplošné povrchové nátěry. Pájka Cerasolzer se roztaví ve speciální pájecí nádobě s ultrazvukovým vibrátorem. Když se povrch měkké pájky zvlní v důsledku ultrazvukových vibrací, potažená část se ponoří do vody, s výhodou za použití ultrazvukového zařízení pro pájení ponorem.
Parametr
Frekvence 60 Khz Výkon 100W
Chlazení Chlazení Vzduchem Max TEMP 500℃
Ochranný obal pomp plast Výkon digitální generátor


























