magyar
Megtekintések: 109 Szerző: Site Editor Közzététel ideje: 2024-01-17 Eredet: Tekár garancián kívül is ingyen szállítjuk.
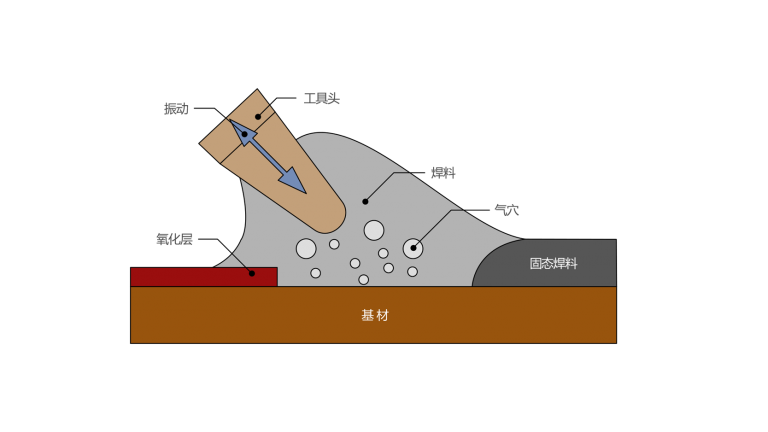
Az ultrahangos forrasztás folyasztószert nem igénylő forrasztási eljárás, a hagyományos forrasztási módokhoz képest környezetbarátabbnak tekinthető. A forrasztási felületről eltávolítja a felületi oxidrétegeket a vibráció és a kavitáció jelenségén keresztül, vegyszerek alkalmazása helyett.
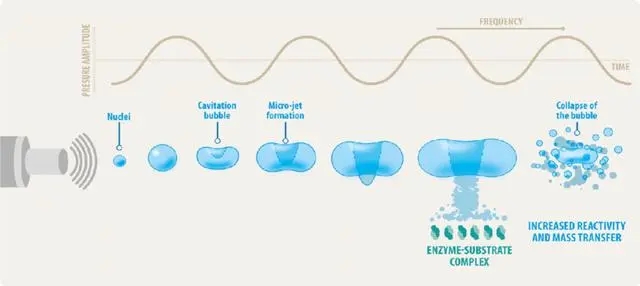
Az ultrahangos forrasztási technológia különbözik az ultrahangos műanyaghegesztéstől, mivel vibrációt használ a hőtermelésre és az összeillesztendő alkatrészek megolvasztására. Az ultrahangos forrasztás alapelve hasonló az ultrahangos tisztítás folyamatához, ahol a vibrációs energia vízfürdőben vagy tisztító oldószerben kavitációt indukál. A folyékony közegbe merített részt alaposan megtisztítja a kavitációs buborékok erős eróziós hatása.
Az ultrahangos forrasztási folyamat során a külön energiaforrásból származó hő megolvasztja a forraszt, mielőtt a rezgési energiát alkalmazná. Az olvadt forrasztóanyag ezután akusztikus átviteli közegként működik az ultrahangos rezgések számára. Amikor nagyfrekvenciás vibrációs energiát alkalmaznak az olvadt forraszanyagra, szabályozott akusztikus kavitáció lép fel a forrasztószerszám csúcsán, ami megzavarja és szétoszlatja a felületi oxidokat. A kavitációs mikrobuborékok felszakadnak, megtisztítják a teljes felületet, lehetővé téve a folyékony forrasztóanyag nedvesedését és a tiszta fémhez való kötődést.
A vibráció gondoskodik arról is, hogy a forrasztási kötésben ne legyenek hézagok, mivel a rezgési energia arra kényszeríti a folyékony forrasztóanyagot, hogy behatoljon az alapanyag réseibe, mikropórusaiba. Segít tömíteni az alkatrészeket, és megnöveli a forrasztáshoz rendelkezésre álló felületet. Az ultrahangos vibráció buborékokat is extrudálhat a folyékony forrasztóanyagból, így ez a módszer alkalmas olyan alkalmazásokra, amelyek tömített csatlakozásokat igényelnek nagy vákuumú környezetben.
Az ultrahangos forrasztás lehetővé teszi különböző anyagok összekapcsolását, és olyan anyagokhoz használható, amelyek hagyományos módszerekkel nehezen forraszthatók. Mivel nincs szükség folyasztószerre, a felhasználók időt és költséget takaríthatnak meg a folyasztószermaradványok tisztításával kapcsolatban, miközben csökkentik a korróziót és javítják a forrasztott kötések tartósságát.
Az ultrahangos forrasztási módszer kényelmesen kivitelezhető kézi ultrahangos forrasztópáka-eszközökkel kézi forrasztáshoz, valamint ultrahangos forrasztógépekbe és összeszerelő sorokba integrálva.
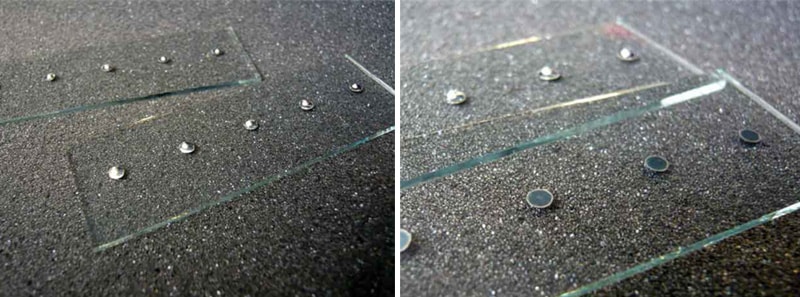
Üveg, kerámia, rozsdamentes acél és alumínium hegesztése
Az üveg-fém kötéssel kapcsolatos évek során végzett kiterjedt kutatások során a japán mérnökök kifejlesztettek egy speciális forrasztóötvözetet, a CERASOLZER-t (forrasztóhuzal). Ezt az aktív forrasztóötvözetet kifejezetten az ultrahangos forrasztási módszerrel való használatra tervezték, és egyedülálló ragasztási képességekkel rendelkezik, amelyek helyettesíthetik az általánosan használt ezüst-, indium-, molibdén-mangán- és gyanta kötési módszereket. A CERASOLZER a közvetlen fém-fém kötés mellett kémiai kötéseket (üveg szubsztrátumot) is képez. Az ötvözet ugyanazokból az elsődleges összetevőkből áll, mint a szabványos forrasztóötvözetek (ólom/ón), de kis mennyiségben tartalmaz olyan elemeket is, mint a cink, titán, szilícium, alumínium, berillium, ritkaföldfém stb., amelyek erős kémiai affinitást mutatnak az oxigénnel.
A forrasztási folyamat során ezek a további elemek a környező oxigénnel egyesülve oxidot képeznek, amely kémiailag kötődik különféle anyagokhoz, beleértve az üveget, kerámiát, alumíniumot, rozsdamentes acélt, vezetőképes oxidokat és sok más, korábban forraszthatatlannak tartott hordozót. A keletkező oxid erősen kötődik a forrasztott hordozóhoz, és erős kémiai kötést (RO) képez a határfelületen.
Ezért a CERASOLZER tapadási szilárdsága csökken, ha a kötőberendezésben a környező levegő helyett inert gáz (például nitrogén) alkalmazásával hatékonyan eltávolítják az oxigént. A megfelelő kötési kritikus oxigénkoncentráció 2% körüli. A CERASOLZER ötvözet olvadási hőmérséklete 155 és 297°C között mozog, és az ultrahangos rezgésnek köszönhetően a forrasztási módszer folyasztószermentes. Valójában, ha az ultrahangos forrasztási módszerünket folyasztószerrel használják, az megzavarná az oxigénkötéseket, és veszélyeztetné a teljes forrasztási folyamatot, ezért nem szabad használni.
Alkalmazás
Üvegáru gyártás
Optikai lencsék bevonása/fémezése
Elektródák készítése üveg és kerámia felületeken
Fűtési érintkezők hegesztése az autók hátsó ablakain
Szupravezetők, alkatrészek és kerámia alkatrészek forrasztása
Üvegcsövek vákuumtömítése és vasalatkötések
Tömítő optikai üvegszál (fémszalag)
Elektródák rögzítése a napelemek elülső/hátsó érintkezőihez (kristályos, vékonyrétegű)
Fémüveg, LCD-üveg, kristályoszcillátorok, hibrid integrált áramköri vezetékek ragasztása (szerelhető)
Alapvető ultrahangos forrasztási módszerek
Amikor a Cerasolzer forrasztóanyagot üvegre, kerámiára vagy fém-oxidokra hordja fel, elegendő érintkezésnek kell lennie a forrasztóanyag és az alapfelület között, így elkerülhető a kis buborékok, amelyek a hordozófelület és a lágyforrasztóanyag határán lehetnek. Az ultrahangos vibráció nagyon rövid időn belül megszünteti a légréteget a határterületen, így buborékmentes és egyenletes forrasztási kötést eredményez. Ha az aljzat nagy hőelnyelő képességgel rendelkezik, a megfelelő forrasztási feltételek fenntartásához kiegészítő hőforrást, például főzőlapot kell használni.
A javasolt megközelítés az, hogy a Cerasolzert egy átlátszó hordozóüveg tárgylemezre kell felvinni úgy, hogy a hátoldala legyen a meghatározott határterület, amely tükörhöz hasonló tükröződő felületre hasonlít.
Kétlépéses módszer (előforrasztás + ragasztás):
Első lépésben a Cerasolzert az ultrahangos forrasztópáka csúcsára juttatják magas hőmérsékleten és ultrahangos rezgéssel, és bevonják az alapfelületre (például üvegre). Ezután hagyományos forrasztóanyagot vagy előnyben részesített Cerasolzert használnak fém alkatrészek, vezetékek, szalagok stb. forrasztására az előforrasztási területen.
Egylépéses módszer (közvetlen forrasztás):
Amikor a Cerasolzert fém és üveg, kerámia vagy fémoxidok közé helyezik, az ultrahangos rezgés közvetlenül a fémre hat. A ragasztás nagyon rövid időn belül megtörténik. Ennek a módszernek a teljesítménye valamivel alacsonyabb, mint az előző módszernél.
Merítési mód:
A merítési módszer ideális technika nagy felületű bevonatokhoz. A Cerasolzer forrasztóanyagot egy speciális forrasztóedényben olvasztják meg ultrahangos vibrátorral. Amikor a lágyforrasz felületén az ultrahangos rezgés hatására hullámok keletkeznek, a bevont részt vízbe merítjük, lehetőleg ultrahangos mártogatós forrasztókészülékkel.
Paraméter
Frekvencia 60 Khz Teljesítmény 100W
Hűtés Levegő hűtés Max TEMP 500 ℃
Védőboríték pompa műanyag Power digitális generátor


























