Сербия
Прегледи: 109 Аутор: Уредник сајта Време објаве: 17.01.2024. Порекло: Сајт
Ултразвучно лемљење је метода лемљења која не захтева флукс и сматра се еколошки прихватљивијом у поређењу са традиционалним методама лемљења. Уклања површинске оксидне слојеве са површине лемљења путем феномена вибрација и кавитације, уместо употребе хемикалија.
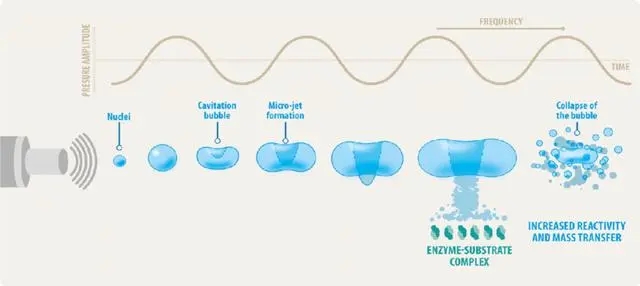
Технологија ултразвучног лемљења се разликује од ултразвучног заваривања пластике, јер користи вибрације да генерише топлоту и топи компоненте које се спајају. Основни принцип ултразвучног лемљења је сличан процесу ултразвучног чишћења, где енергија вибрација изазива кавитацију у воденом купатилу или растварачу за чишћење. Део уроњен у течни медијум се темељно чисти јаким ерозивним дејством кавитационих мехурића.
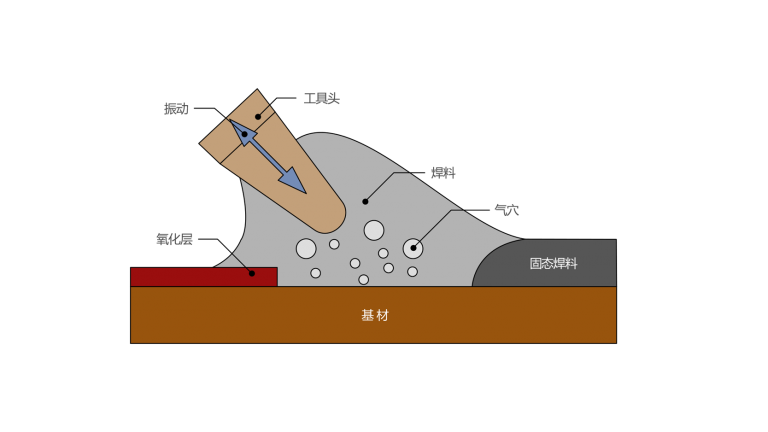
Током процеса ултразвучног лемљења, топлота из одвојеног извора енергије топи лем пре примене вибрационе енергије. Растопљени лем тада делује као акустични преносни медиј за ултразвучне вибрације. Када се високофреквентна вибрациона енергија примени на растопљени лем, долази до контролисане акустичне кавитације на врху алата за лемљење како би се пореметили и распршили површински оксиди. Кавитациони микромехурићи пуцају, чисте целу површину, омогућавајући течном лему да се навлажи и повеже са чистим металом.
Вибрације такође осигуравају да у лемном споју нема празнина, јер енергија вибрација тера течни лем да продре у празнине и микропоре основног материјала. Помаже заптивање компоненти и повећава површину доступну за спајање лема. Ултразвучне вибрације такође могу да истискују мехуриће из течног лема, што овај метод чини погодним за примене које захтевају заптивене спојеве у окружењима високог вакуума.
Ултразвучно лемљење омогућава спајање различитих материјала и може се користити за материјале које је тешко лемити конвенционалним методама. Пошто флукс није потребан, корисници могу уштедети време и трошкове везане за чишћење остатака флукса, док смањују корозију и побољшавају трајност лемљених спојева.
Метода ултразвучног лемљења може се практично изводити помоћу ручних ултразвучних уређаја за лемљење за ручно лемљење, као и интегрисање у ултразвучне машине за лемљење и монтажне линије.
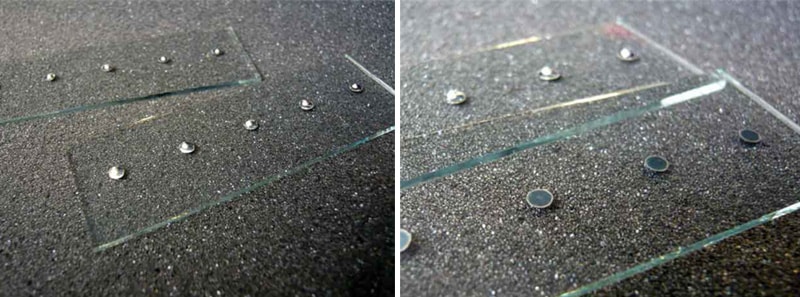
Заваривање стакла, керамике, нерђајућег челика и алуминијума
У опсежним истраживањима о везивању стакло-метал током година, јапански инжењери су развили специјалну легуру за лемљење под називом ЦЕРАСОЛЗЕР (жица за лемљење). Ова активна легура за лемљење је посебно формулисана да ради са методом ултразвучног лемљења и поседује јединствене способности везивања које могу заменити уобичајено коришћено лемљење сребром, индијум лемљење, молибден-манган и методе везивања смоле. ЦЕРАСОЛЗЕР формира хемијске везе (стаклена подлога) поред директног спајања метал-метал. Легура се састоји од истих примарних састојака као и стандардне легуре за лемљење (олово/калај), али такође садржи мале количине елемената као што су цинк, титанијум, силицијум, алуминијум, берилијум, ретка земља, итд., који имају јаке хемијске афинитете са кисеоником.
Током процеса лемљења, ови додатни елементи се комбинују са околним кисеоником да би формирали оксид који се хемијски везује за различите материјале, укључујући стакло, керамику, алуминијум, нерђајући челик, проводљиве оксиде и многе друге подлоге које су раније сматране нелемљивим. Добијени оксид се снажно везује са залемљеним супстратом, формирајући чврсту хемијску везу (РО) на интерфејсу.
Због тога је снага лепљења ЦЕРАСОЛЗЕР-а угрожена ако се кисеоник ефикасно елиминише коришћењем инертног гаса (као што је азот) уместо околног ваздуха у опреми за везивање. Утврђено је да је одговарајућа критична концентрација кисеоника за везивање око 2%. Температура топљења ЦЕРАСОЛЗЕР легуре креће се од 155 до 297°Ц, а због ултразвучне вибрације метода лемљења је без флукса. У ствари, ако се наша метода ултразвучног лемљења користи са флуксом, то би пореметило везе кисеоника и угрозило цео процес лемљења, тако да се не би требало користити.
Апликација
Производња стаклених предмета
Облагање/метализирање оптичких сочива
Израда електрода на стакленим и керамичким подлогама
Заваривање грејних контаката на задњим стаклима аутомобила
Лемљење суперпроводника, компоненти и керамичких делова
Вакуумско заптивање стаклених цеви и спојних окова
Заптивање стаклених оптичких влакана (металне траке)
Везивање електрода на предње/задње контакте соларних ћелија (кристалне, танкофилне)
Лепљење металног стакла, ЛЦД стакла, кристалних осцилатора, хибридних каблова интегрисаног кола (причвршћивање матрице)
Основне методе ултразвучног лемљења
Приликом наношења Церасолзер лема на стакло, керамику или металне оксиде, мора постојати довољан контакт између лема и подлоге, елиминишући мале мехуриће који могу постојати на граници између површине подлоге и меког лема. Ултразвучне вибрације елиминишу ваздушни слој у граничном подручју за врло кратко време, што резултира конзистентним лемним спојем без мехурића. Ако супстрат има високу апсорпцију топлоте, треба користити помоћни извор топлоте као што је грејна плоча за одржавање одговарајућих услова лемљења.
Препоручени приступ је да се Церасолзер нанесе на провидно носеће стакло, са полеђином која служи као успостављена гранична област, која подсећа на рефлектујућу површину попут огледала.
Метода у два корака (претходно лемљење + лепљење):
У првом кораку, Церасолзер се испоручује на врх ултразвучног лемилице користећи високу температуру и ултразвучне вибрације и наноси се на подлогу (као што је стакло). Затим, конвенционални лем или пожељни Церасолзер се користи за лемљење металних компоненти, жица, трака, итд., у области претходног лемљења.
Метода у једном кораку (директно лемљење):
Када је Церасолзер у сендвичу између метала и стакла, керамике или металних оксида, ултразвучне вибрације директно делују на метал. Везивање се постиже за врло кратко време. Перформансе које обезбеђује ова метода су нешто ниже од претходне.
Метода потапања:
Метода потапања је идеална техника за облагање великих површина. Церасолзер лем се топи у посебној посуди за лемљење помоћу ултразвучног вибратора. Када површина меког лема формира таласе услед ултразвучних вибрација, обложени део се урања у воду, пожељно коришћењем уређаја за ултразвучно лемљење.
Параметар
Фреквенција 60 Кхз Снага 100В
Хлађење Ваздушно хлађење Мак ТЕМП 500℃
Заштитна коверта помп пластика Снажни дигитални генератор


























