Polski
Wyświetlenia: 109 Autor: Edytor witryny Czas publikacji: 2024-01-17 Pochodzenie: Strona
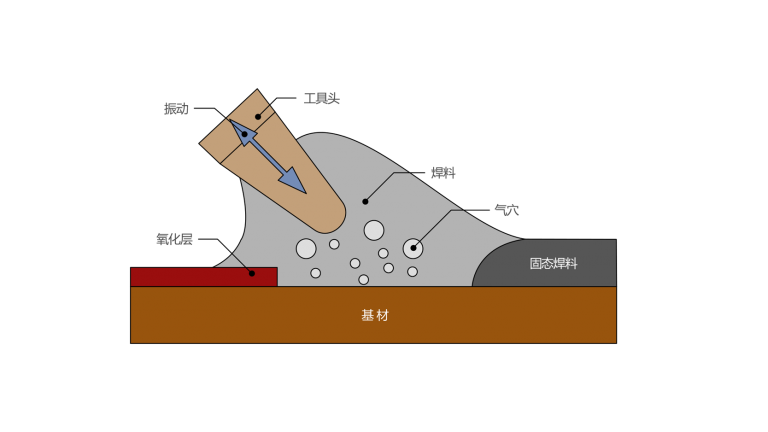
Lutowanie ultradźwiękowe to metoda lutowania, która nie wymaga topnika i jest uważana za bardziej przyjazną dla środowiska w porównaniu z tradycyjnymi metodami lutowania. Usuwa powierzchniowe warstwy tlenków z powierzchni lutowania poprzez zjawiska wibracji i kawitacji, zamiast stosowania środków chemicznych.
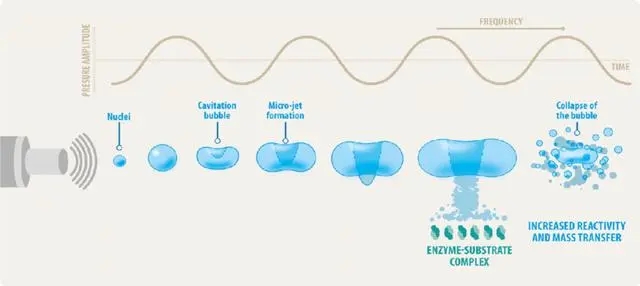
Technologia lutowania ultradźwiękowego różni się od ultradźwiękowego zgrzewania tworzyw sztucznych tym, że wykorzystuje wibracje do wytworzenia ciepła i stopienia łączonych elementów. Podstawowa zasada lutowania ultradźwiękowego jest podobna do procesu czyszczenia ultradźwiękowego, w którym energia wibracji wywołuje kawitację w kąpieli wodnej lub rozpuszczalniku czyszczącym. Część zanurzona w ciekłym ośrodku zostaje dokładnie oczyszczona poprzez silne działanie erozyjne pęcherzyków kawitacyjnych.
Podczas procesu lutowania ultradźwiękowego ciepło z oddzielnego źródła energii topi lut przed zastosowaniem energii wibracyjnej. Stopiony lut działa następnie jako akustyczny ośrodek transmisyjny dla wibracji ultradźwiękowych. Kiedy do roztopionego lutowia przykładana jest energia wibracyjna o wysokiej częstotliwości, na końcówce narzędzia lutowniczego pojawia się kontrolowana kawitacja akustyczna, która rozbija i rozprasza tlenki powierzchniowe. Mikropęcherzyki kawitacyjne pękają, czyszcząc całą powierzchnię, umożliwiając zwilżenie ciekłego lutowia i związanie się z czystym metalem.
Wibracje zapewniają również brak szczelin w połączeniu lutowniczym, ponieważ energia wibracji wymusza wnikanie ciekłego lutowia w szczeliny i mikropory materiału bazowego. Pomaga uszczelnić elementy i zwiększa powierzchnię dostępną dla lutowania. Wibracje ultradźwiękowe mogą również powodować powstawanie pęcherzyków z ciekłego lutowia, dzięki czemu metoda ta nadaje się do zastosowań wymagających uszczelnionych połączeń w środowiskach o wysokiej próżni.
Lutowanie ultradźwiękowe pozwala na łączenie różnych materiałów i może być stosowane do materiałów trudnych do lutowania konwencjonalnymi metodami. Ponieważ topnik nie jest wymagany, użytkownicy mogą zaoszczędzić czas i koszty związane z czyszczeniem pozostałości topnika, jednocześnie zmniejszając korozję i poprawiając trwałość połączeń lutowanych.
Metodę lutowania ultradźwiękowego można wygodnie wykonać za pomocą ręcznych lutownic ultradźwiękowych do lutowania ręcznego, a także zintegrować z lutownicami ultradźwiękowymi i liniami montażowymi.
Spawanie szkła, ceramiki, stali nierdzewnej i aluminium
W wyniku wieloletnich szeroko zakrojonych badań nad łączeniem szkła z metalem japońscy inżynierowie opracowali specjalny stop lutowniczy o nazwie CERASOLZER (drut lutowniczy). Ten aktywny stop lutowniczy został specjalnie opracowany do pracy z metodą lutowania ultradźwiękowego i posiada unikalne możliwości wiązania, które mogą zastąpić powszechnie stosowane metody lutowania srebrem, lutowania indowego, molibdenu-manganu i łączenia żywicą. Oprócz bezpośredniego wiązania metal-metal CERASOLZER tworzy wiązania chemiczne (podłoże szklane). Stop składa się z tych samych podstawowych składników, co standardowe stopy lutownicze (ołów/cyna), ale zawiera także niewielkie ilości pierwiastków, takich jak cynk, tytan, krzem, aluminium, beryl, pierwiastki ziem rzadkich itp., które mają silne powinowactwo chemiczne z tlenem.
Podczas procesu lutowania te dodatkowe pierwiastki łączą się z otaczającym tlenem, tworząc tlenek, który wiąże się chemicznie z różnymi materiałami, w tym szkłem, ceramiką, aluminium, stalą nierdzewną, tlenkami przewodzącymi i wieloma innymi podłożami, które wcześniej uważano za nielutowalne. Powstały tlenek silnie wiąże się z lutowanym podłożem, tworząc mocne wiązanie chemiczne (RO) na styku.
Dlatego też siła przyczepności CERASOLZERA ulega pogorszeniu, jeśli tlen jest skutecznie eliminowany poprzez zastosowanie w sprzęcie wiążącym gazu obojętnego (takiego jak azot) zamiast otaczającego powietrza. Stwierdzono, że odpowiednie krytyczne stężenie tlenu wiążącego wynosi około 2%. Temperatura topnienia stopu CERASOLZER wynosi od 155 do 297°C, a ze względu na wibracje ultradźwiękowe, metoda lutowania jest beztopnikowa. W rzeczywistości, jeśli nasza metoda lutowania ultradźwiękowego zostanie zastosowana z topnikiem, spowoduje to przerwanie wiązań tlenowych i zakłócenie całego procesu lutowania, dlatego nie należy jej stosować.
Aplikacja
Produkcja wyrobów szklanych
Powlekanie/metalizowanie soczewek optycznych
Tworzenie elektrod na podłożach szklanych i ceramicznych
Spawanie styków grzewczych na tylnych szybach samochodów
Lutowanie nadprzewodników, komponentów i części ceramicznych
Uszczelnianie próżniowe szklanych rurek i łączników sprzętowych
Uszczelnianie światłowodu szklanego (opaska metalowa)
Łączenie elektrod z przednimi/tylnymi stykami ogniw słonecznych (krystaliczne, cienkowarstwowe)
Klejenie szkła metalowego, szkła LCD, oscylatorów kwarcowych, hybrydowych przewodów scalonych (montaż matrycowy)
Podstawowe metody lutowania ultradźwiękowego
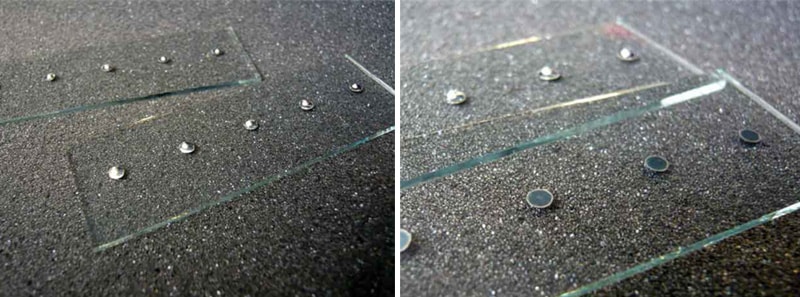
Podczas nakładania lutu Cerasolzer na szkło, ceramikę lub tlenki metali musi istnieć wystarczający kontakt pomiędzy lutem a podłożem, eliminując małe pęcherzyki, które mogą występować na granicy pomiędzy powierzchnią podłoża a lutem miękkim. Wibracje ultradźwiękowe w bardzo krótkim czasie eliminują warstwę powietrza w obszarze przygranicznym, czego efektem jest wolne od pęcherzyków i spójne połączenie lutowane. Jeśli podłoże charakteryzuje się dużą absorpcją ciepła, należy zastosować dodatkowe źródło ciepła, np. płytę grzejną, aby utrzymać odpowiednie warunki lutowania.
Zalecane podejście polega na nałożeniu Cerasolzera na przezroczysty szkiełko nośne, tak aby odwrotna strona służyła jako ustalony obszar graniczny, przypominający powierzchnię odbijającą niczym lustro.
Metoda dwuetapowa (lutowanie wstępne + klejenie):
W pierwszym etapie Cerasolzer jest dostarczany na końcówkę lutownicy ultradźwiękowej za pomocą wysokiej temperatury i wibracji ultradźwiękowych, a następnie nakładany na podłoże (np. szkło). Następnie do lutowania elementów metalowych, drutów, pasków itp. w strefie lutowania wstępnego stosuje się lut konwencjonalny lub preferowany Cerasolzer.
Metoda jednoetapowa (lutowanie bezpośrednie):
Kiedy Cerasolzer jest umieszczony pomiędzy metalem i szkłem, ceramiką lub tlenkami metali, wibracje ultradźwiękowe działają bezpośrednio na metal. Klejenie następuje w bardzo krótkim czasie. Wydajność zapewniana przez tę metodę jest nieco niższa niż w przypadku poprzedniej metody.
Metoda zanurzania:
Metoda zanurzeniowa jest idealną techniką do powlekania powierzchni na dużą skalę. Lut Cerasolzer topi się w specjalnym tyglu lutowniczym za pomocą wibratora ultradźwiękowego. Kiedy powierzchnia miękkiego lutu tworzy zmarszczki w wyniku wibracji ultradźwiękowych, powlekaną część zanurza się w wodzie, najlepiej za pomocą ultradźwiękowego urządzenia do lutowania zanurzeniowego.
Parametr
Częstotliwość 60 kHz Moc 100 W
Chłodzenie Chłodzenie powietrzem Maks. TEMP 500 ℃
Koperta ochronna z plastikową pompką Cyfrowy generator mocy


























