Italiano
Visualizzazioni: 109 Autore: Editor del sito Orario di pubblicazione: 2024-01-17 Origine: Sito
La saldatura a ultrasuoni è un metodo di saldatura che non richiede flusso ed è considerata più rispettosa dell'ambiente rispetto ai metodi di saldatura tradizionali. Rimuove gli strati superficiali di ossido dalla superficie di saldatura attraverso i fenomeni di vibrazione e cavitazione, invece di utilizzare prodotti chimici.
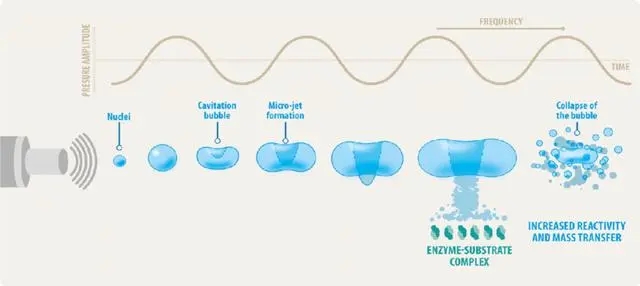
La tecnologia di saldatura ad ultrasuoni è diversa dalla saldatura ad ultrasuoni della plastica, poiché utilizza le vibrazioni per generare calore e fondere i componenti da unire. Il principio alla base della saldatura ad ultrasuoni è simile al processo di pulizia ad ultrasuoni, in cui l'energia vibrazionale induce la cavitazione in un bagno d'acqua o in un solvente detergente. La porzione immersa nel mezzo liquido viene pulita accuratamente dalla forte azione erosiva delle bolle di cavitazione.
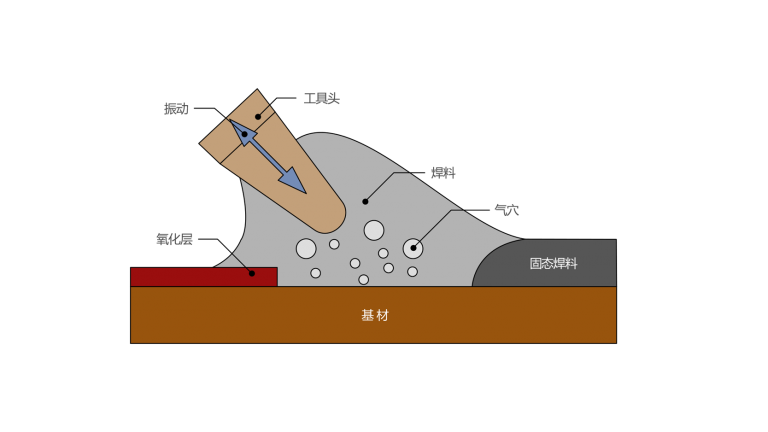
Durante il processo di saldatura a ultrasuoni, il calore proveniente da una fonte di energia separata scioglie la saldatura prima di applicare l'energia vibrazionale. La saldatura fusa funge quindi da mezzo di trasmissione acustica per la vibrazione ultrasonica. Quando l'energia vibrazionale ad alta frequenza viene applicata alla saldatura fusa, sulla punta dello strumento di saldatura si verifica una cavitazione acustica controllata per distruggere e disperdere gli ossidi superficiali. Le microbolle di cavitazione si rompono, pulendo l'intera superficie, consentendo alla lega liquida di bagnarsi e legarsi al metallo puro.
Le vibrazioni garantiscono inoltre che non vi siano spazi vuoti nel giunto di saldatura, poiché l'energia vibrazionale costringe la saldatura liquida a penetrare negli spazi vuoti e nei micropori del materiale di base. Aiuta a sigillare i componenti e aumenta la superficie disponibile per la saldatura. La vibrazione ultrasonica può anche estrudere bolle dalla saldatura liquida, rendendo questo metodo adatto per applicazioni che richiedono giunti sigillati in ambienti ad alto vuoto.
La saldatura ad ultrasuoni consente l'unione di materiali diversi e può essere utilizzata per materiali difficili da saldare con metodi convenzionali. Poiché il flusso non è richiesto, gli utenti possono risparmiare tempo e costi associati alla pulizia dei residui di flusso, riducendo al tempo stesso la corrosione e migliorando la durata dei giunti saldati.
Il metodo di saldatura ad ultrasuoni può essere comodamente eseguito utilizzando saldatori ad ultrasuoni portatili per la saldatura manuale, nonché integrato in macchine saldatrici ad ultrasuoni e linee di assemblaggio.
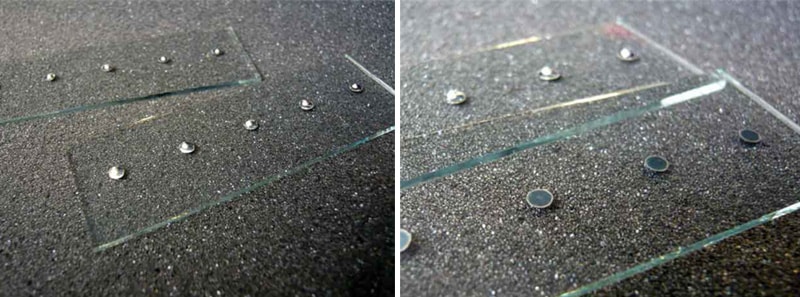
Saldature di vetro, ceramica, acciaio inox e alluminio
Nel corso degli anni, nel corso di approfondite ricerche sul legame vetro-metallo, gli ingegneri giapponesi hanno sviluppato una speciale lega di saldatura chiamata CERASOLZER (filo di saldatura). Questa lega di saldatura attiva è specificamente formulata per funzionare con il metodo di saldatura a ultrasuoni e possiede capacità di legame uniche che possono sostituire i metodi di saldatura all'argento, brasatura con indio, molibdeno-manganese e resina comunemente usati. CERASOLZER forma legami chimici (substrato di vetro) oltre al legame diretto metallo-metallo. La lega è costituita dagli stessi costituenti primari delle leghe di saldatura standard (piombo/stagno), ma contiene anche piccole quantità di elementi come zinco, titanio, silicio, alluminio, berillio, terre rare, ecc., che hanno forti affinità chimiche con l'ossigeno.
Durante il processo di saldatura, questi elementi aggiuntivi si combinano con l'ossigeno circostante per formare un ossido che si lega chimicamente con vari materiali, tra cui vetro, ceramica, alluminio, acciaio inossidabile, ossidi conduttivi e molti altri substrati precedentemente considerati non saldabili. L'ossido risultante si lega fortemente al substrato saldato, formando un robusto legame chimico (RO) all'interfaccia.
Pertanto, la forza adesiva di CERASOLZER viene compromessa se l'ossigeno viene effettivamente eliminato utilizzando un gas inerte (come l'azoto) invece dell'aria circostante nell'apparecchiatura di incollaggio. La concentrazione critica di ossigeno adatta per il legame risulta essere intorno al 2%. La temperatura di fusione della lega CERASOLZER varia da 155 a 297°C e, grazie alla vibrazione ultrasonica, il metodo di saldatura è senza flusso. Infatti, se il nostro metodo di saldatura a ultrasuoni viene utilizzato con il flusso, interromperebbe i legami dell'ossigeno e comprometterebbe l'intero processo di saldatura, quindi non dovrebbe essere utilizzato.
Applicazione
Produzione di vetreria
Rivestimento/metallizzazione di lenti ottiche
Creazione di elettrodi su substrati di vetro e ceramica
Saldatura dei contatti riscaldanti sui finestrini posteriori delle automobili
Saldatura di superconduttori, componenti e parti in ceramica
Sigillatura sotto vuoto di tubi di vetro e incollaggio di raccordi hardware
Sigillatura della fibra di vetro ottica (bandatura metallica)
Collegamento degli elettrodi ai contatti anteriori/posteriori delle celle solari (cristalline, a film sottile)
Incollaggio di vetro metallico, vetro LCD, oscillatori a cristallo, conduttori di circuiti integrati ibridi (die attach)
Metodi di saldatura ad ultrasuoni di base
Quando si applica la saldatura Cerasolzer su vetro, ceramica o ossidi metallici, deve esserci un contatto sufficiente tra la saldatura e il substrato, eliminando le piccole bolle che possono esistere al confine tra la superficie del substrato e la saldatura dolce. La vibrazione ultrasonica elimina in brevissimo tempo lo strato d'aria nell'area di confine, ottenendo un giunto di saldatura uniforme e privo di bolle. Se il substrato ha un elevato assorbimento di calore, è necessario utilizzare una fonte di calore ausiliaria come una piastra riscaldante per mantenere condizioni di saldatura adeguate.
L'approccio consigliato è quello di applicare Cerasolzer su un vetrino portante trasparente con il retro che funge da area di confine stabilita, simile a una superficie riflettente come uno specchio.
Metodo in due fasi (pre-saldatura + incollaggio):
Nella prima fase, Cerasolzer viene erogato sulla punta del saldatore a ultrasuoni utilizzando l'alta temperatura e vibrazioni ultrasoniche e viene rivestito sul substrato (come il vetro). Quindi, per saldare componenti metallici, fili, strisce, ecc. nell'area di pre-saldatura, viene utilizzata la lega per saldatura convenzionale o preferibilmente Cerasolzer.
Metodo in un'unica fase (saldatura diretta):
Quando Cerasolzer è inserito tra metallo e vetro, ceramica o ossidi metallici, la vibrazione ultrasonica agisce direttamente sul metallo. L'incollaggio avviene in brevissimo tempo. Le prestazioni fornite da questo metodo sono leggermente inferiori rispetto al metodo precedente.
Metodo di immersione:
Il metodo per immersione è una tecnica ideale per il rivestimento superficiale su larga scala. La saldatura Cerasolzer viene fusa in un apposito crogiolo saldante dotato di vibratore ad ultrasuoni. Quando la superficie della lega per saldatura dolce forma increspature dovute alla vibrazione ultrasonica, la porzione rivestita viene immersa in acqua, preferibilmente utilizzando un dispositivo di saldatura per immersione ad ultrasuoni.
Parametro
Frequenza 60 Khz Potenza 100W
Raffreddamento Raffreddamento ad aria TEMP massima 500 ℃
Busta protettiva pompa plastica Generatore digitale di potenza


























