Français
Vues : 109 Auteur : Éditeur du site Heure de publication : 2024-01-17 Origine : Site
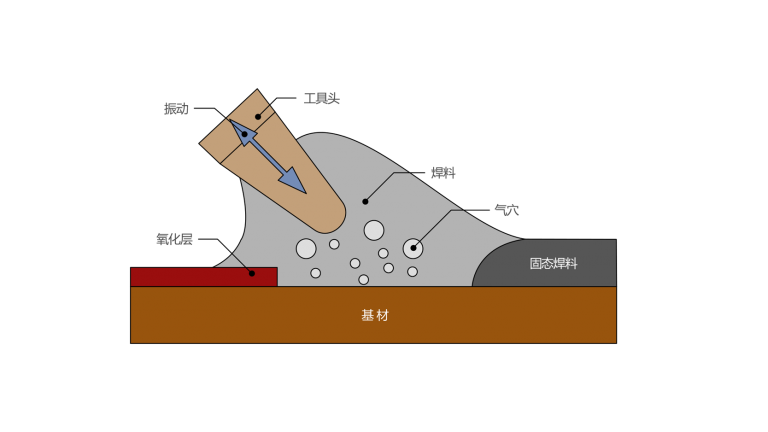
Le brasage par ultrasons est une méthode de brasage qui ne nécessite pas de flux et est considérée comme plus respectueuse de l'environnement que les méthodes de brasage traditionnelles. Il élimine les couches d'oxyde superficielles de la surface de soudure grâce aux phénomènes de vibration et de cavitation, au lieu d'utiliser des produits chimiques.
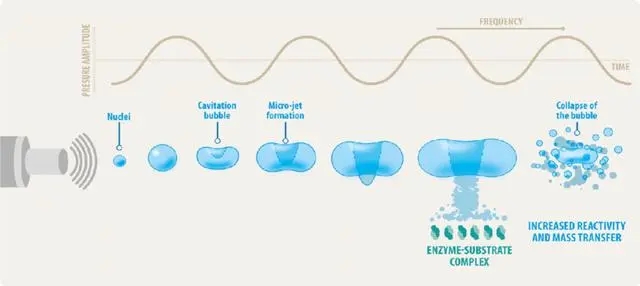
La technologie de soudage par ultrasons est différente du soudage plastique par ultrasons, car elle utilise des vibrations pour générer de la chaleur et faire fondre les composants à assembler. Le principe sous-jacent du soudage par ultrasons est similaire au processus de nettoyage par ultrasons, où l'énergie vibratoire induit une cavitation dans un bain-marie ou un solvant de nettoyage. La partie immergée dans le milieu liquide est nettoyée en profondeur par la forte action érosive des bulles de cavitation.
Pendant le processus de brasage par ultrasons, la chaleur provenant d’une source d’énergie distincte fait fondre la soudure avant d’appliquer l’énergie vibratoire. La soudure fondue agit alors comme un support de transmission acoustique pour les vibrations ultrasonores. Lorsqu'une énergie vibratoire à haute fréquence est appliquée à la soudure fondue, une cavitation acoustique contrôlée se produit à la pointe de l'outil de soudage pour perturber et disperser les oxydes de surface. Les microbulles de cavitation se rompent, nettoyant toute la surface, permettant à la soudure liquide de mouiller et de se lier au métal pur.
Les vibrations garantissent également qu'il n'y a pas d'espace dans le joint de soudure, car l'énergie vibratoire force la soudure liquide à pénétrer dans les espaces et les micropores du matériau de base. Il aide à sceller les composants et augmente la surface disponible pour la soudure. Les vibrations ultrasoniques peuvent également extruder des bulles de la soudure liquide, ce qui rend cette méthode adaptée aux applications nécessitant des joints scellés dans des environnements sous vide poussé.
Le brasage par ultrasons permet d'assembler différents matériaux et peut être utilisé pour des matériaux difficiles à souder avec des méthodes conventionnelles. Puisque le flux n’est pas nécessaire, les utilisateurs peuvent économiser du temps et des coûts associés au nettoyage des résidus de flux, tout en réduisant la corrosion et en améliorant la durabilité des joints soudés.
La méthode de soudage par ultrasons peut être facilement réalisée à l'aide de fers à souder à ultrasons portables pour le soudage manuel, ainsi qu'être intégrée dans des machines à souder par ultrasons et des chaînes d'assemblage.
Soudage du verre, de la céramique, de l'acier inoxydable et de l'aluminium
Au cours de recherches approfondies sur la liaison verre-métal au fil des années, les ingénieurs japonais ont développé un alliage de soudure spécial appelé CERASOLZER (fil de soudure). Cet alliage de soudure actif est spécialement formulé pour fonctionner avec la méthode de brasage par ultrasons et possède des capacités de liaison uniques qui peuvent remplacer les méthodes couramment utilisées de soudure à l'argent, de brasage à l'indium, de molybdène-manganèse et de liaison à la résine. CERASOLZER forme des liaisons chimiques (substrat en verre) en plus des liaisons directes métal sur métal. L'alliage est constitué des mêmes constituants primaires que les alliages de soudure standards (plomb/étain), mais il contient également de petites quantités d'éléments tels que le zinc, le titane, le silicium, l'aluminium, le béryllium, les terres rares, etc., qui ont de fortes affinités chimiques avec l'oxygène.
Au cours du processus de brasage, ces éléments supplémentaires se combinent avec l'oxygène environnant pour former un oxyde qui se lie chimiquement à divers matériaux, notamment le verre, la céramique, l'aluminium, l'acier inoxydable, les oxydes conducteurs et de nombreux autres substrats auparavant considérés comme insoudables. L'oxyde résultant se lie fortement au substrat soudé, formant une liaison chimique (RO) robuste à l'interface.
Par conséquent, la force adhésive de CERASOLZER est compromise si l’oxygène est efficacement éliminé en utilisant un gaz inerte (tel que l’azote) au lieu de l’air ambiant dans l’équipement de collage. La concentration critique en oxygène pour la liaison appropriée se situe aux alentours de 2 %. La température de fusion de l'alliage CERASOLZER varie de 155 à 297°C et, grâce aux vibrations ultrasoniques, la méthode de brasage est sans flux. En fait, si notre méthode de brasage par ultrasons est utilisée avec du flux, cela perturberait les liaisons oxygène et compromettrait l'ensemble du processus de brasage, il ne faut donc pas l'utiliser.
Application
Fabrication de verrerie
Lentilles optiques de revêtement/métallisation
Création d'électrodes sur substrats de verre et de céramique
Soudage des contacts chauffants sur les vitres arrière des automobiles
Soudage de supraconducteurs, de composants et de pièces en céramique
Tubes de verre sous vide et raccords de matériel de collage
Scellement de fibre optique en verre (cerclage métallique)
Électrodes de liaison aux contacts avant/arrière des cellules solaires (cristallines, à couches minces)
Collage adhésif de verre métallique, de verre LCD, d'oscillateurs à cristal, de câbles de circuits intégrés hybrides (attache de puce)
Méthodes de base de soudage par ultrasons
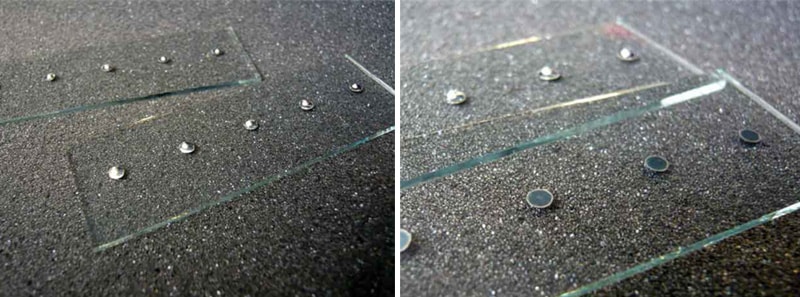
Lors de l'application de la soudure Cerasolzer sur du verre, de la céramique ou des oxydes métalliques, il doit y avoir un contact suffisant entre la soudure et le substrat, éliminant ainsi les petites bulles qui peuvent exister à la limite entre la surface du substrat et la brasure tendre. Les vibrations ultrasoniques éliminent la couche d'air dans la zone limite en très peu de temps, ce qui permet d'obtenir un joint de soudure homogène et sans bulles. Si le substrat absorbe beaucoup de chaleur, une source de chaleur auxiliaire telle qu'une plaque chauffante doit être utilisée pour maintenir des conditions de soudure appropriées.
L'approche recommandée consiste à appliquer Cerasolzer sur une lame de verre support transparente, le verso servant de zone limite établie, ressemblant à une surface de réflexion comme un miroir.
Méthode en deux étapes (pré-soudage + collage) :
Dans la première étape, Cerasolzer est déposé sur la pointe du fer à souder par ultrasons en utilisant une température élevée et des vibrations ultrasoniques, et il est appliqué sur le substrat (tel que le verre). Ensuite, de la soudure conventionnelle ou du Cerasolzer préféré est utilisée pour souder des composants métalliques, des fils, des bandes, etc., dans la zone de pré-soudage.
Méthode en une étape (soudure directe) :
Lorsque Cerasolzer est pris en sandwich entre du métal et du verre, de la céramique ou des oxydes métalliques, les vibrations ultrasoniques agissent directement sur le métal. La liaison est réalisée dans un délai très court. Les performances fournies par cette méthode sont légèrement inférieures à la méthode précédente.
Méthode de trempage :
La méthode par trempage est une technique idéale pour le revêtement de surfaces à grande échelle. La soudure Cerasolzer est fondue dans un pot à souder spécifique équipé d'un vibrateur à ultrasons. Lorsque la surface de la brasure tendre forme des ondulations dues aux vibrations ultrasoniques, la partie revêtue est immergée dans l'eau, de préférence à l'aide d'un dispositif de brasage par immersion à ultrasons.
Paramètre
Fréquence 60 Khz Puissance 100W
Refroidissement Refroidissement par air Température maximale 500 ℃
Enveloppe de protection pompe plastique Générateur numérique de puissance

























