magyar




|














| Frekvencia: | |
|---|---|
| Teljesítmény: | |
| kürt : | |
| súly : | |
| Mennyiség: | |
RPS-R35
Rps-sonic
RPS-R35
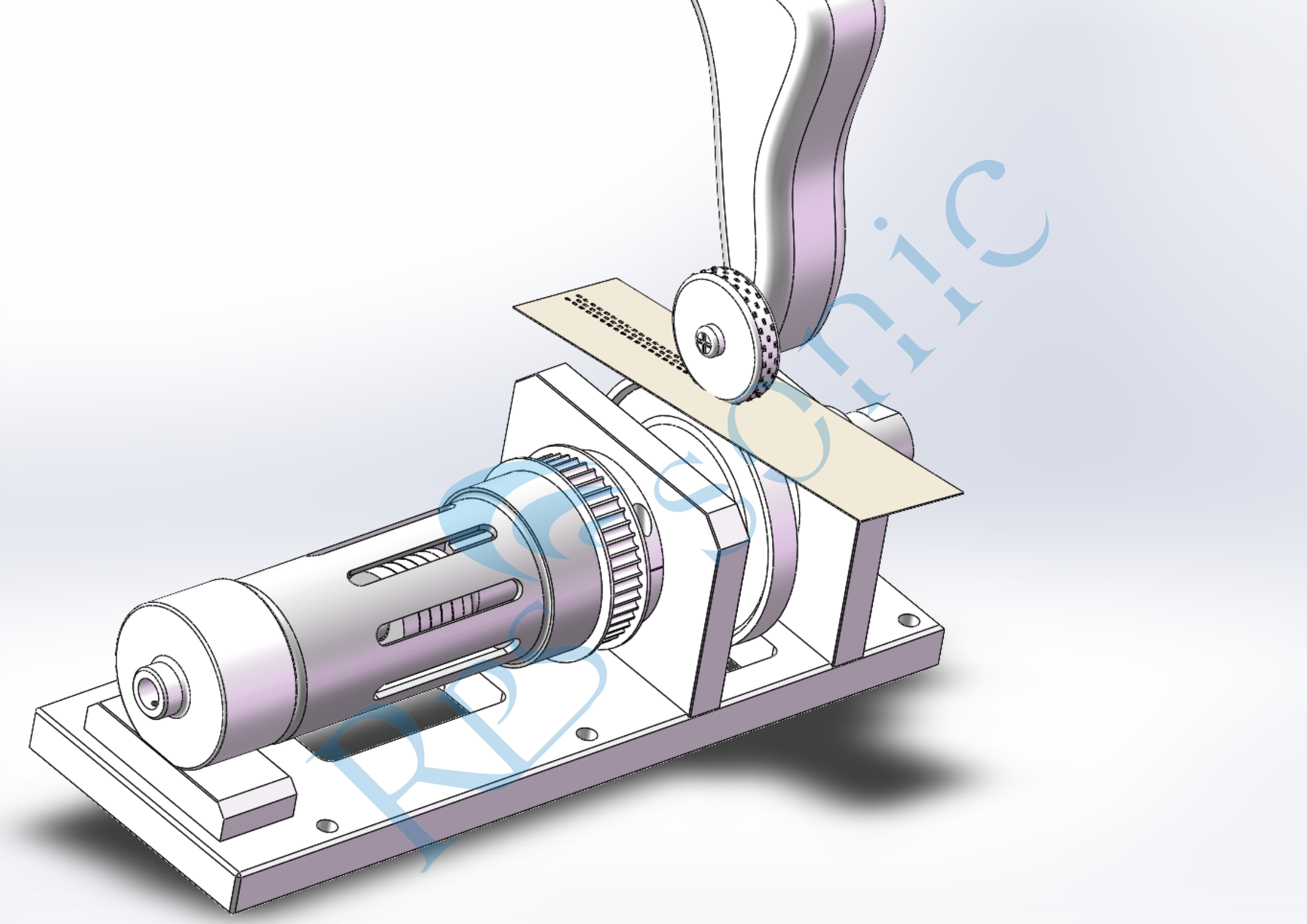
Az ultrahangos forgókürt kúpos bemeneti szakaszokkal rendelkezik, amelyek az axiális akusztikus energiát radiális akusztikus energiává alakítják. Az előnyös forgókürt tartalmaz egy első felet, amelynek van egy első sugárirányú hegesztési szakasza és egy első axiális bemeneti szakasza az első tengelyirányú akusztikus energia fogadására. A forgókürt tartalmaz továbbá egy második felet, amely az első félhez kapcsolódik. A második félnek van egy második radiális hegesztési szakasza és egy második axiális bemeneti szakasza a második tengelyirányú akusztikus energia fogadására. Mindegyik félnek van egy kúpos szakasza, amelyet egy belső kúpos felület és egy külső kúpos felület határoz meg úgy, hogy a felek az első és a második tengelyirányú akusztikus energia egy részét radiális akusztikus energiává alakítják át. Mindegyik belső kúpos felület belső szöget zár be a kürt egy tengelyéhez képest, és mindegyik külső kúpos felület külső szöget zár be a tengelyhez képest.
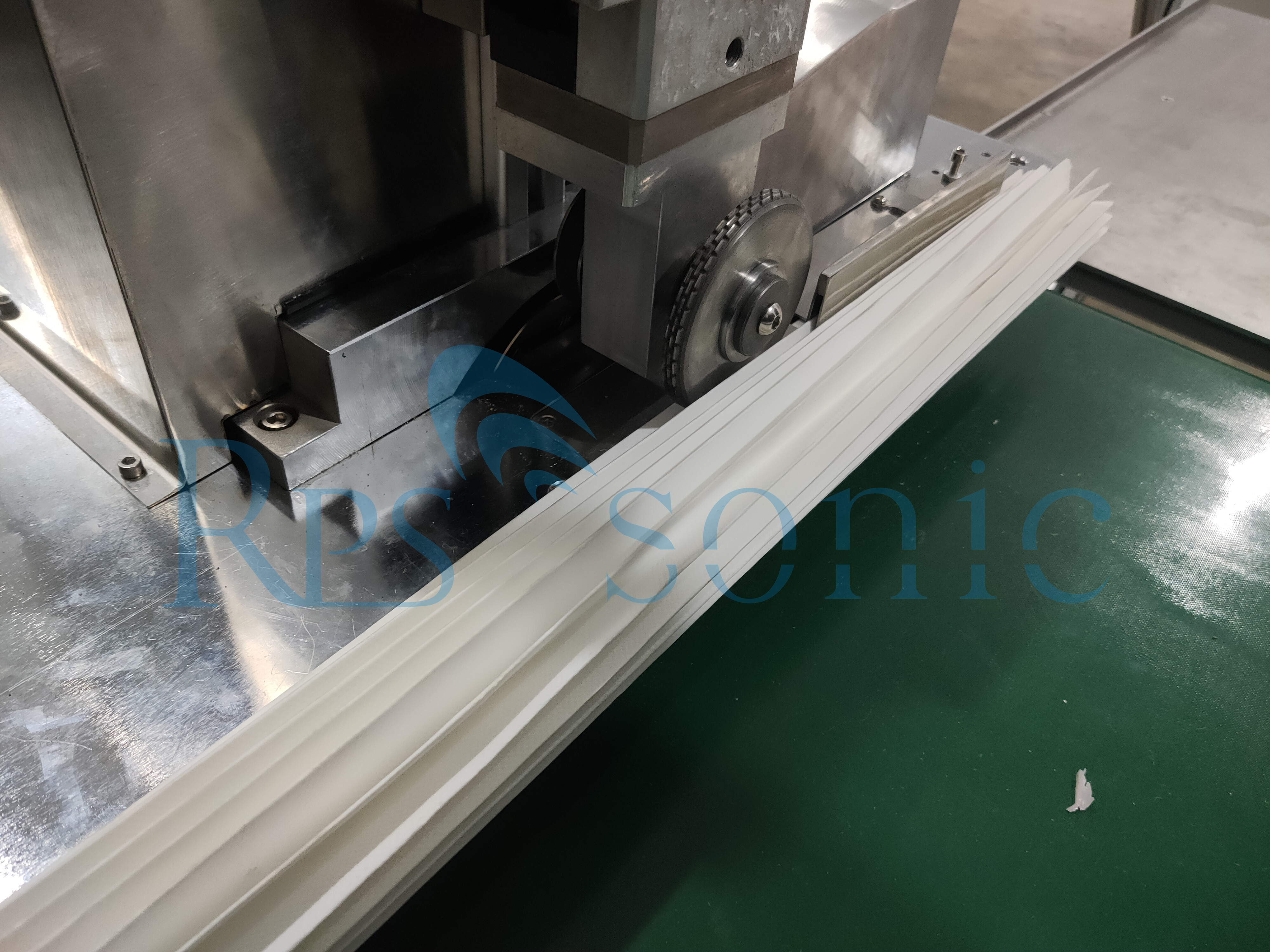
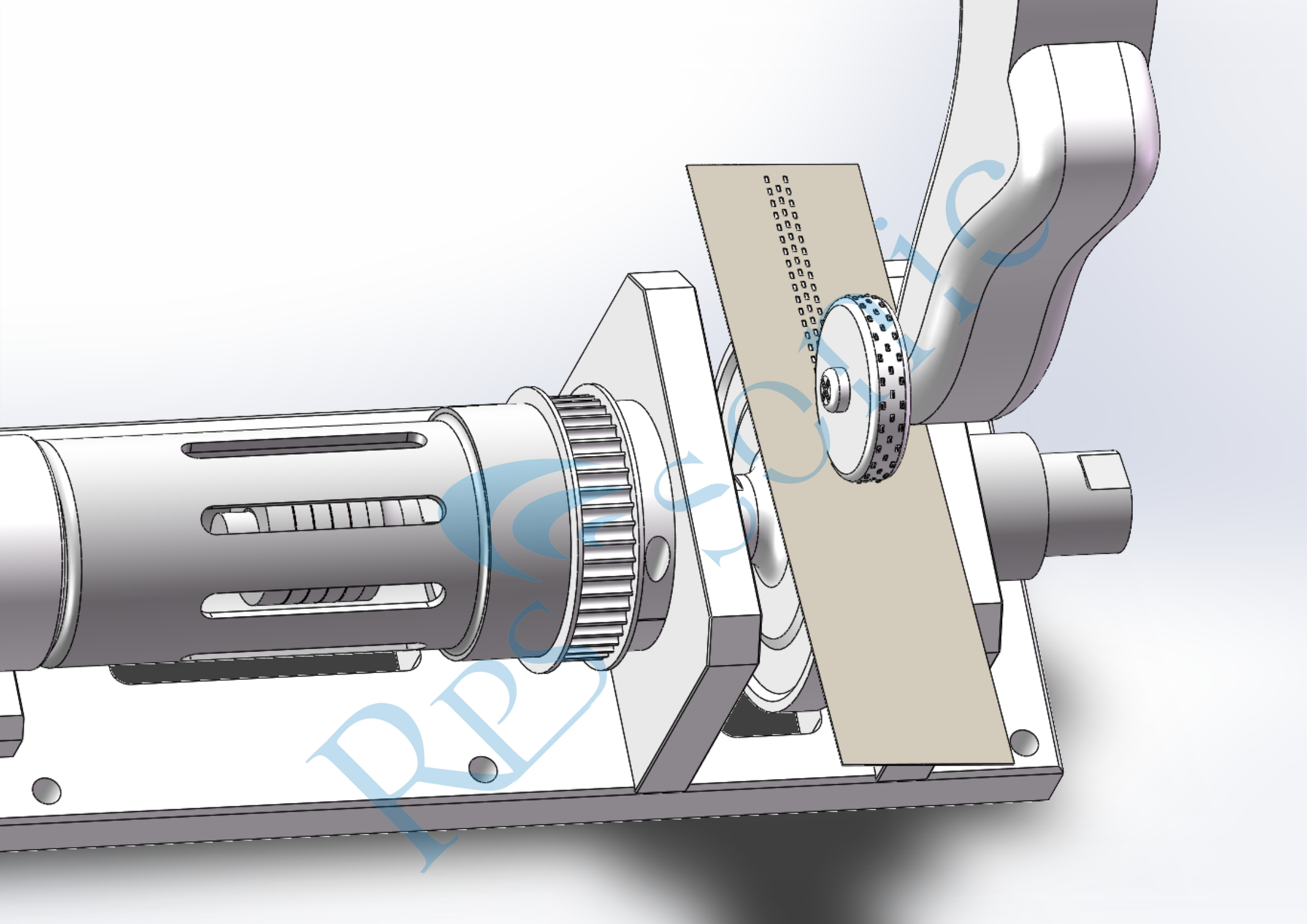
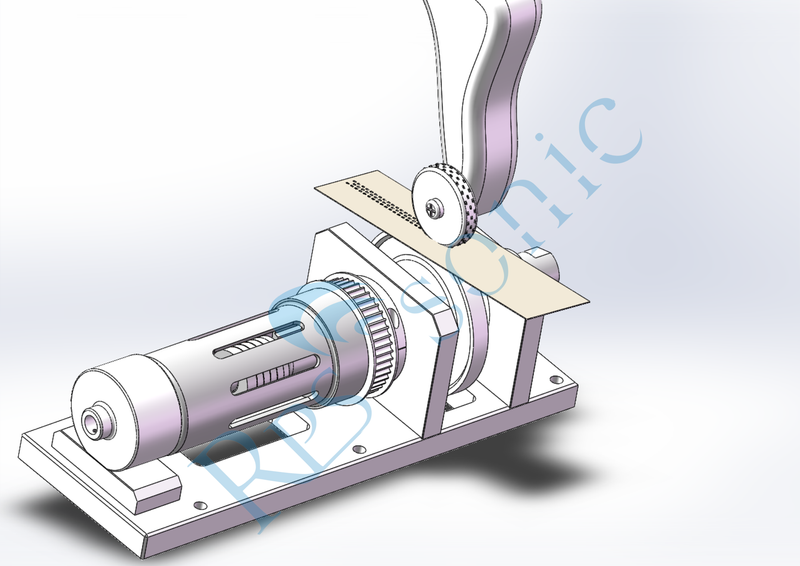
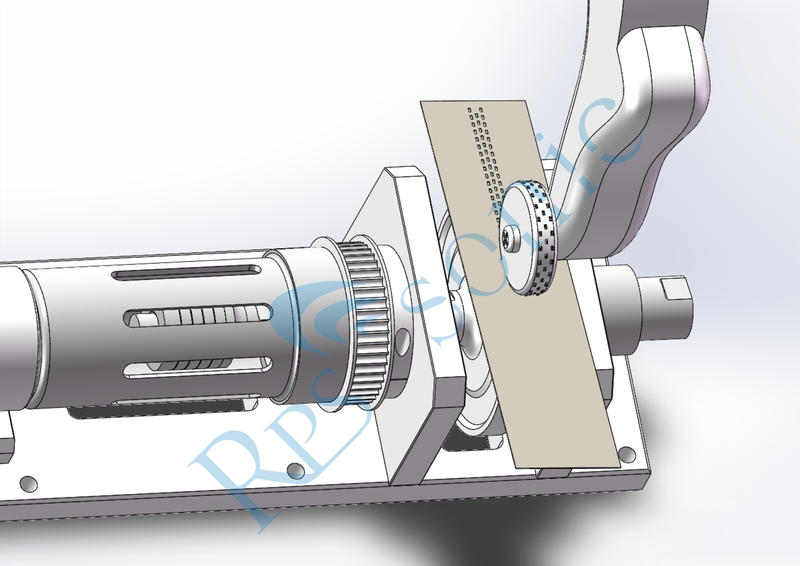
Csapágyházba szerelt forgó ultrahangos szerelvény, amely bármilyen irányban felszerelhető. 20, 28, 30, 35 kHz-es változatban kapható, akár 18 mm-es kötésszélességgel. A ragasztót olyan gépgyártók és tapasztalt végfelhasználók számára szánják, akik saját működtető- és szerszámmegoldásukat szeretnék kifejleszteni. Az ultrahangos varrógépek úgy működnek, mint egy hagyományos forgó varrógép, de puha, sima varrásokat készítenek, amelyek nem eresztik át a nedvességet és a folyadékokat.
| Tétel | Paraméter |
| Frekvencia | 35 khz |
| Hatalom | 800W |
| Kerámia forgács | 4 zseton |
| Sebesség | 20m/perc max |
| Hegesztési szélesség | 10mm max |
| Hegesztő kürt | 35Khz-es forgó kürt |
| Hegesztési típus | Folytatja a hegesztést |
Az Rps-sonic nagy teljesítményű forgó ultrahangos rendszereket szállít a csomagolási, higiéniai és speciális átalakító iparágak számára.
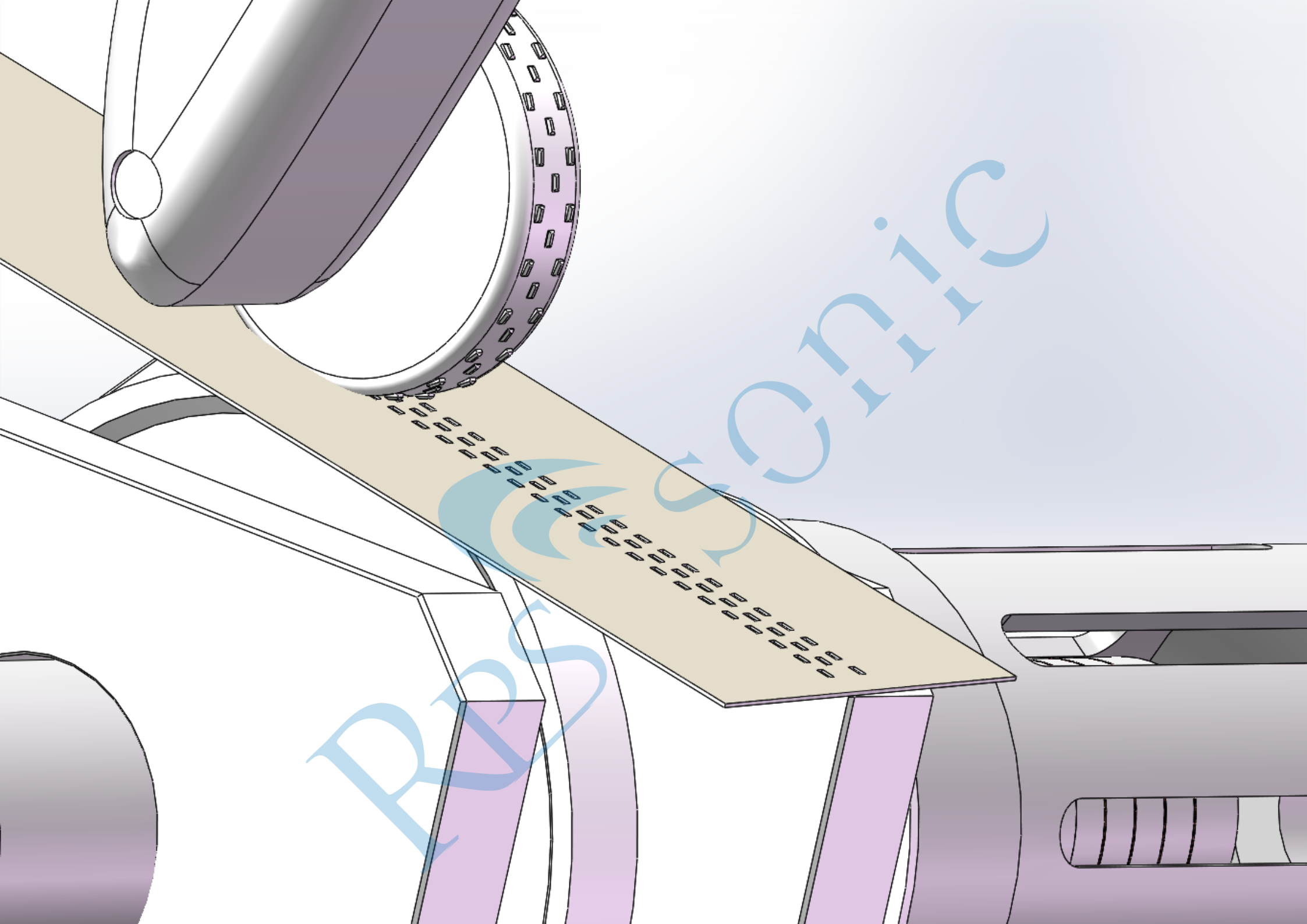
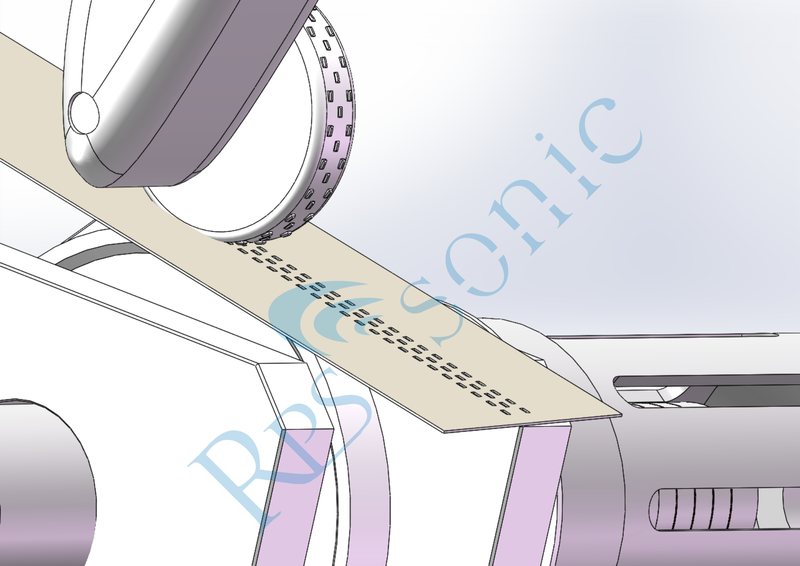
Noha számos kürt konfigurációt fejlesztettek ki, jól ismert, hogy jó módja annak, hogy kiváló minőségű és nagy sebességű ultrahangos varratokat érjünk el, ha forgó kürtöt használunk egy forgó üllővel. A forgó kürt általában hengeres és egy tengely körül forog. A bemeneti akusztikus energia axiális, a kimeneti akusztikus energia pedig sugárirányú. A kürt és az üllő lényegében két, egymáshoz közel elhelyezett henger, amelyek azonos vagy nem egyenlő tangenciális sebességgel ellentétes irányban forognak. A ragasztandó részek e hengeres felületek között olyan lineáris sebességgel haladnak át, amely általában megegyezik ezen hengeres felületek tangenciális sebességével. A forgókürt és az üllő tangenciális sebességének és az alkatrészek lineáris sebességének összehangolása minimálisra csökkentheti a kürt és az alkatrészek közötti ellenállást.
A forgókürtök ezért jellemzően legalább egy axiális bemeneti szakaszból és egy radiális hegesztési szakaszból állnak. A bemeneti szakasz kapja az axiális akusztikus energiát, míg a hegesztési szakasz az átalakított radiális akusztikus energiát a célrészekre alkalmazza. Bár a fent leírt hagyományos forgókürt bizonyos alkalmazásokhoz elfogadható, bizonyos fontos nehézségek továbbra is fennállnak. Az egyik nehézség a nagy amplitúdó-egyenletesség elérésének vágyával kapcsolatos. Az amplitúdó egyenletessége gyakorlatilag annak mértéke, hogy a varrat hány százaléka kap azonos mennyiségű hegesztési energiát. Pontosabban, az amplitúdó egyenletességét úgy határozzuk meg, hogy megmérjük a hegesztési varratszakasz külső felületének (azaz a hegesztési varrat 'felületének') maximális elmozdulását egy adott bemeneti gerjesztéshez. Ugyanannak a gerjesztésnek a minimális elmozdulását is megmérjük, és a minimális elmozdulás és a maximális elmozdulás aránya az amplitúdó egyenletességét jelenti. Így a száz százalékot megközelítő amplitúdó egyenletességű forgókürt nagyon egyenletes kimenő akusztikus energiát hozna létre a teljes hegesztési felületén. A nagy amplitúdójú egyenletesség kiszámíthatóbb hegesztéseket és végső soron alacsonyabb gyártási költségeket eredményez.