Česky




|














| Frekvence: | |
|---|---|
| Výkon: | |
| klakson : | |
| hmotnost : | |
| Množství: | |
RPS-R35
Rps-sonic
RPS-R35
Ultrazvukový rotační klakson má zúžené vstupní sekce pro přeměnu axiální akustické energie na radiální akustickou energii. Výhodný rotační zvukovod obsahuje první polovinu mající první radiální svařovací sekci a první axiální vstupní sekci pro příjem první axiální akustické energie. Rotační roh dále obsahuje druhou polovinu spojenou s první polovinou. Druhá polovina má druhou radiální svařovací sekci a druhou axiální vstupní sekci pro příjem druhé axiální akustické energie. Každá polovina má kónickou část definovanou vnitřním zkoseným povrchem a vnějším zkoseným povrchem tak, že poloviny přeměňují část první a druhé axiální akustické energie na radiální akustickou energii. Každá vnitřní zkosená plocha svírá vnitřní úhel vzhledem k ose zvukovodu a každá vnější zkosená plocha svírá vnější úhel vzhledem k ose.
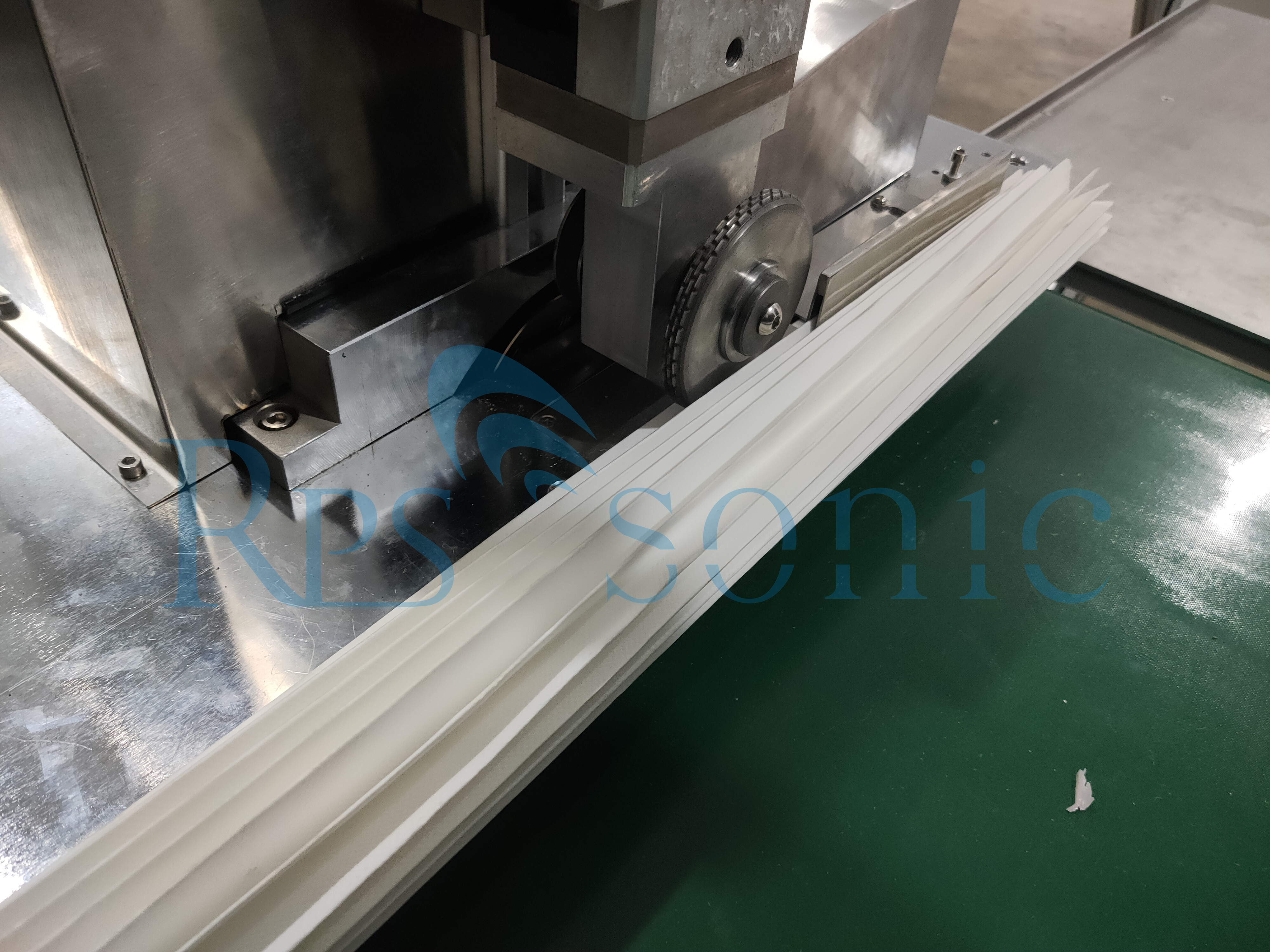
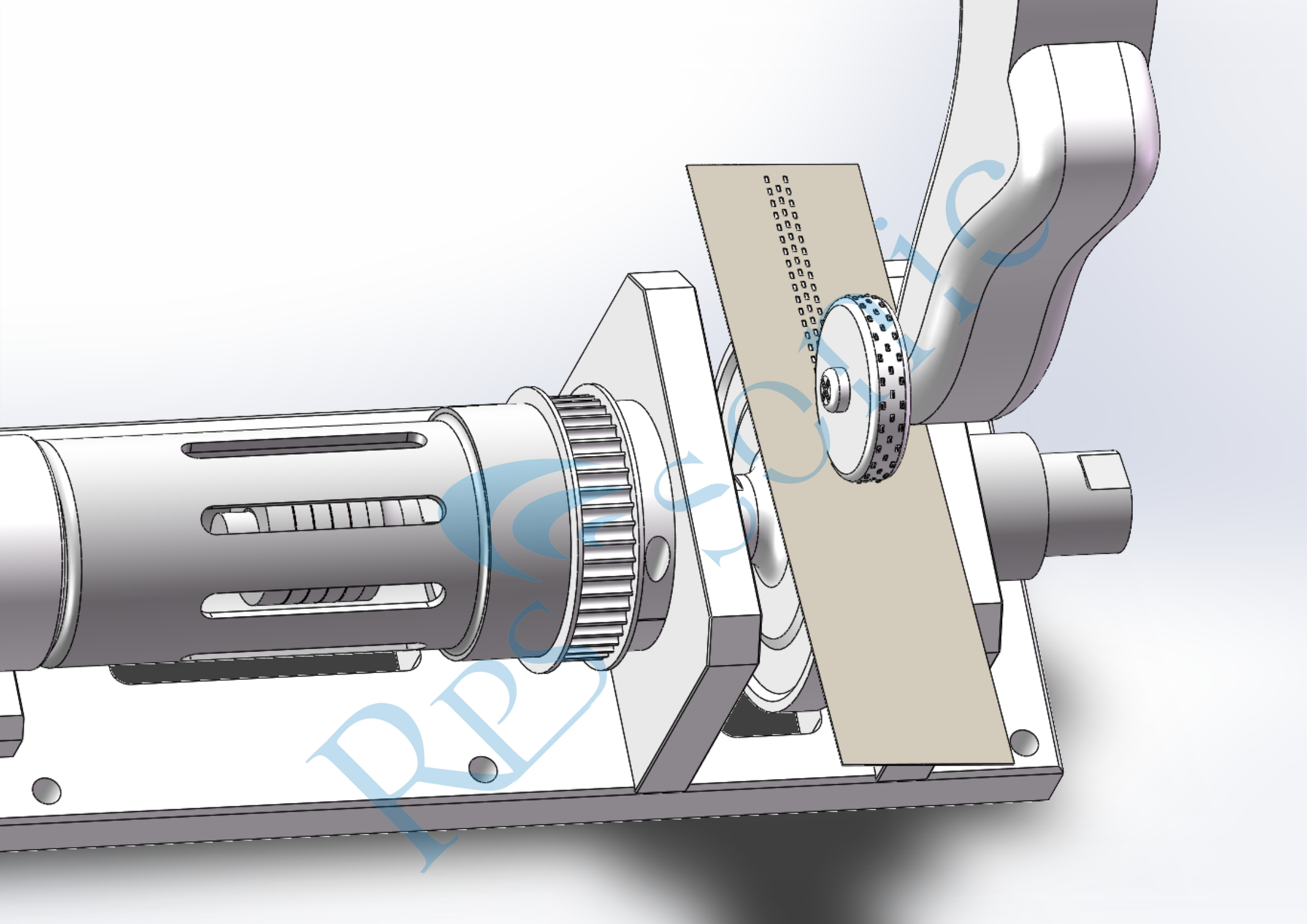
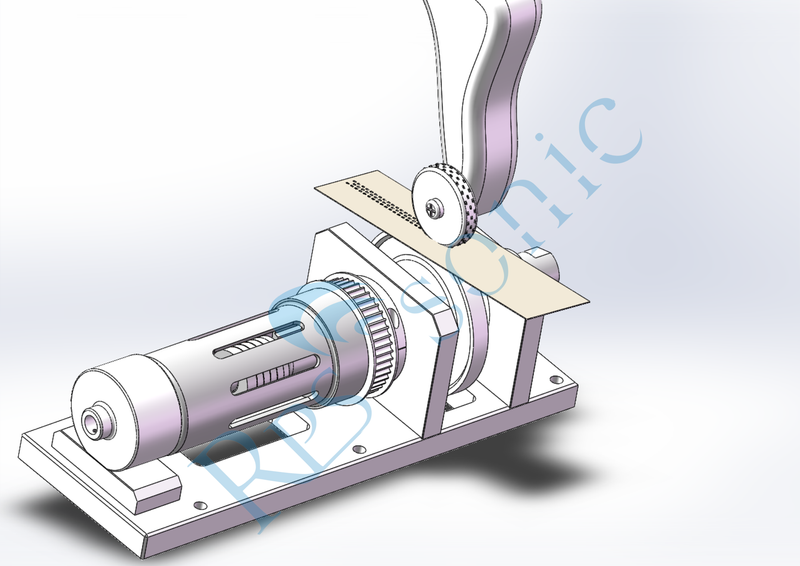
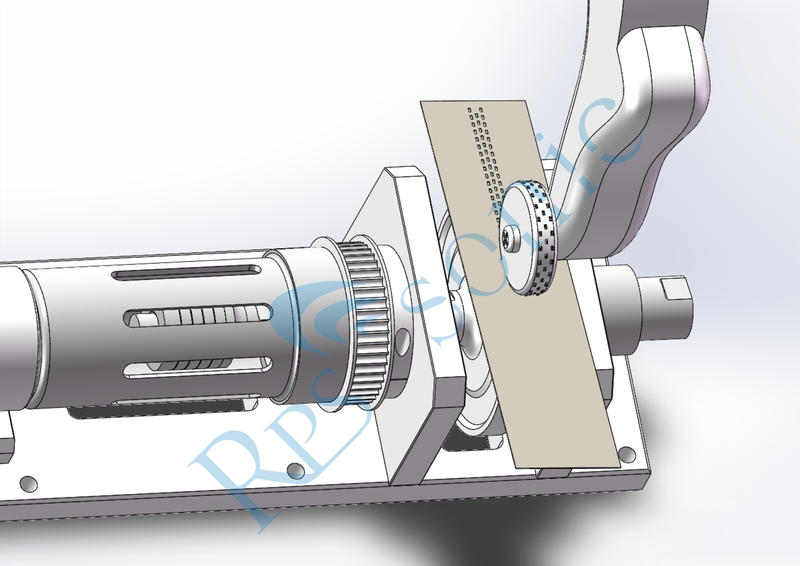
Rotační ultrazvuková sestava namontovaná v pouzdru ložiska, kterou lze namontovat v libovolné orientaci. Je k dispozici v 20, 28, 30, 35 kHz s šířkou vazby až 18 mm. Lepidlo je určeno pro výrobce strojů a zkušené koncové uživatele, kteří chtějí vyvinout vlastní řešení pohonů a nástrojů. Ultrazvukové šicí stroje fungují jako tradiční rotační šicí stroj, ale vytvářejí měkké, hladké švy, které jsou nepropustné pro vlhkost nebo tekutiny.
| Položka | Parametr |
| Frekvence | 35 khz |
| Moc | 800W |
| Keramické třísky | 4 čipy |
| Rychlost | 20 m/min v max |
| Šířka svařování | 10 mm v max |
| Svařovací roh | 35Khz rotační klakson |
| Typ svařování | Pokračuje ve svařování |
Rps-sonic dodává vysoce výkonné rotační ultrazvukové systémy pro obalový průmysl, hygienu a speciální zpracovatelský průmysl.
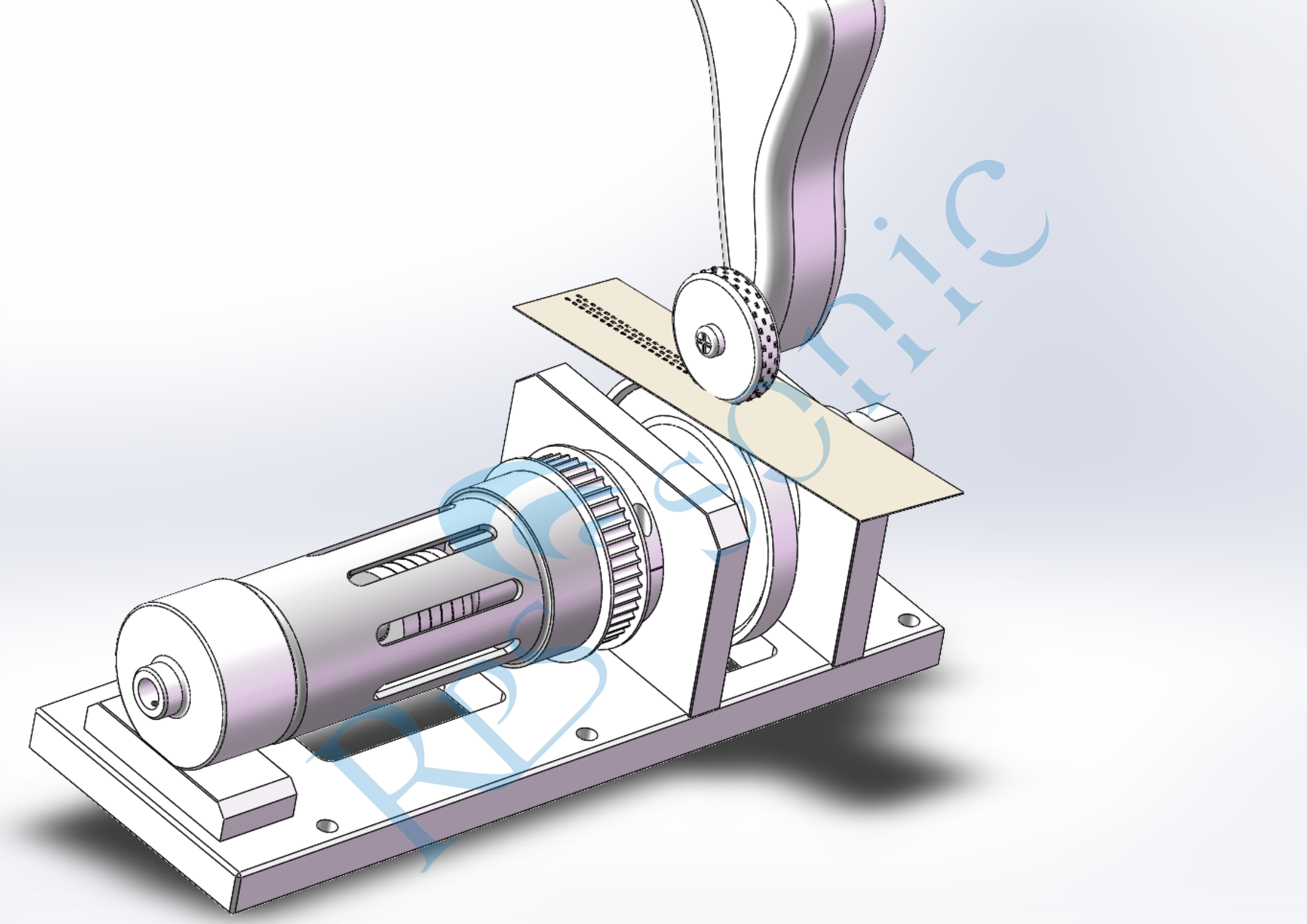
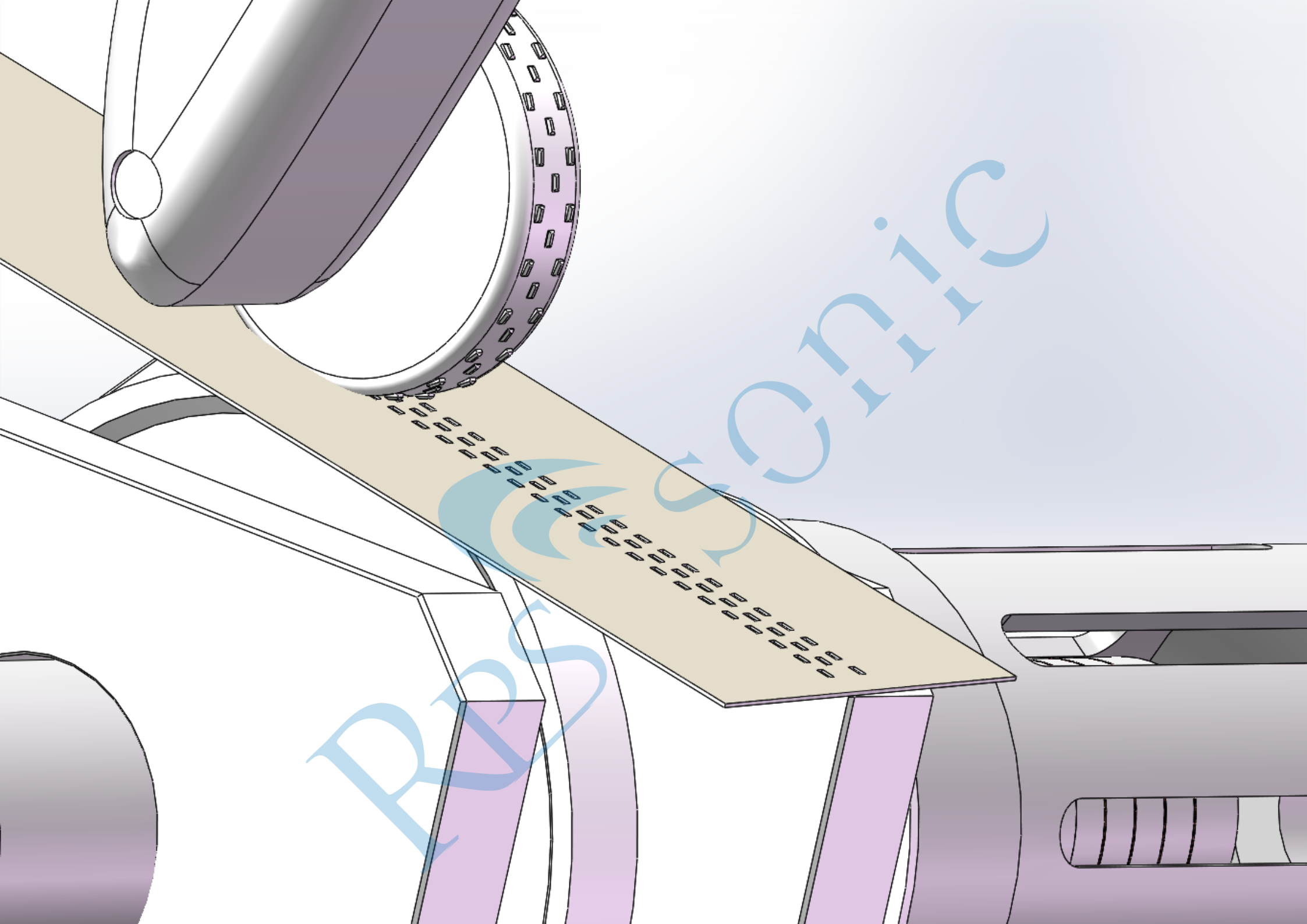
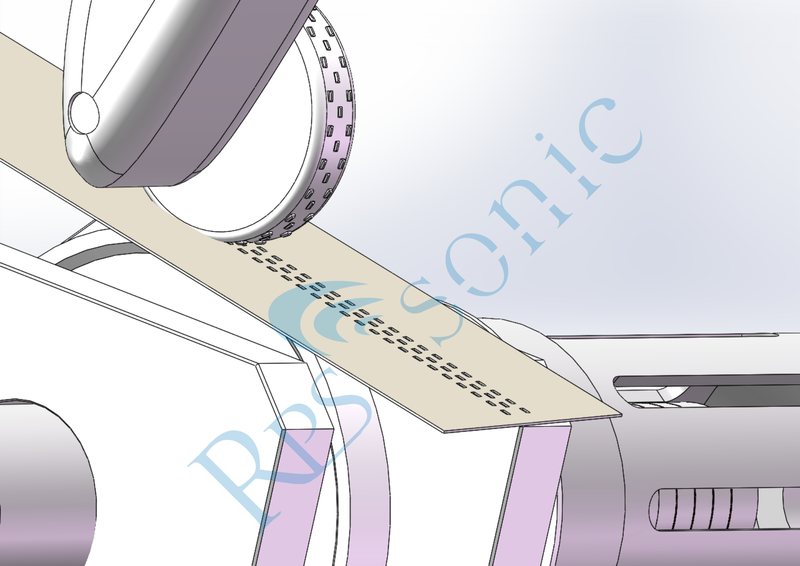
I když byla vyvinuta řada konfigurací trysek, je dobře známo, že dobrým způsobem, jak dosáhnout vysoce kvalitních a vysokorychlostních ultrazvukových svarů, je použití rotační trysky s rotační kovadlinou. Rotační roh je obvykle válcový a otáčí se kolem osy. Vstupní akustická energie je v axiálním směru a výstupní akustická energie je v radiálním směru. Trubka a kovadlina jsou v podstatě dva válce umístěné blízko sebe, otáčející se v opačných směrech se stejnými nebo nestejnými tangenciálními rychlostmi. Části, které mají být spojeny, procházejí mezi těmito válcovými plochami lineární rychlostí, která obvykle odpovídá tangenciální rychlosti těchto válcových ploch. Přizpůsobení tangenciálních rychlostí rotačního rohu a kovadliny s lineární rychlostí dílů může minimalizovat odpor mezi trychtýřem a díly.
Rotační trychtýře jsou proto typicky tvořeny alespoň axiální vstupní sekcí a radiální svarovou sekcí. Vstupní sekce přijímá axiální akustickou energii, zatímco svarová sekce aplikuje převedenou radiální akustickou energii na cílové části. Zatímco výše popsaný konvenční rotační roh je přijatelný pro některé aplikace, přetrvávají určité důležité potíže. Jeden problém se týká požadavku na dosažení vysoké úrovně rovnoměrnosti amplitudy. Rovnoměrnost amplitudy je v podstatě mírou procenta svaru, které přijme stejné množství svarové energie. Konkrétně se stejnoměrnost amplitudy určuje měřením maximálního posunutí vnějšího povrchu části svaru (tj. 'čela') svaru pro dané vstupní buzení. Měří se také minimální posuv pro stejné buzení a poměr minimálního posuvu k maximálnímu posuvu představuje rovnoměrnost amplitudy. Rotační trychtýř s rovnoměrností amplitudy blížící se sto procent by tedy produkoval velmi rovnoměrnou výstupní akustickou energii po celé své svarové ploše. Vysoká rovnoměrnost amplitudy vede k předvídatelnějším svarům a nakonec k nižším výrobním nákladům.