Polski




|














| Częstotliwość: | |
|---|---|
| Moc: | |
| klakson: | |
| waga: | |
| Ilość: | |
RPS-R35
Rps-sonic
RPS-R35
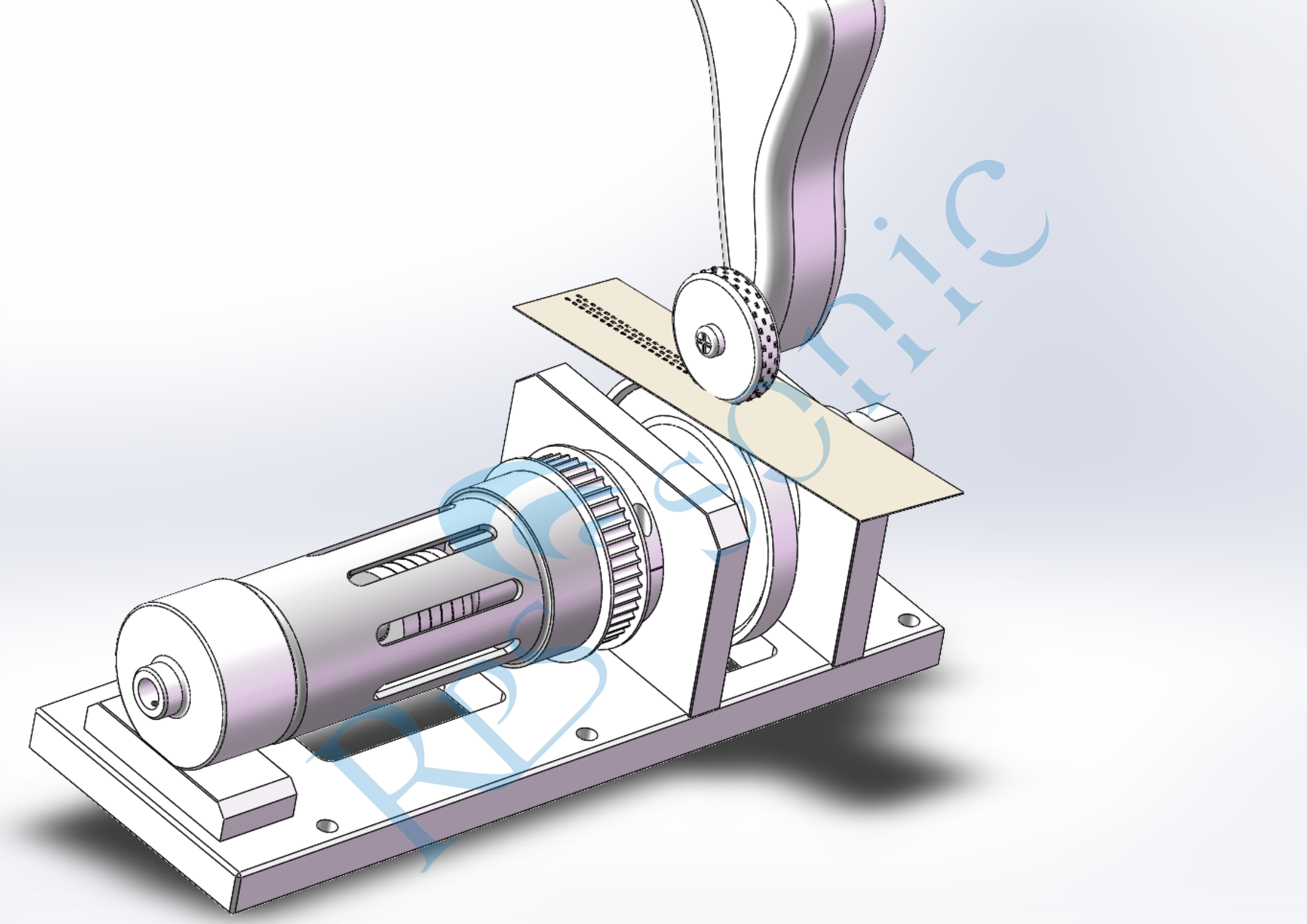
Ultradźwiękowy róg obrotowy ma zwężające się sekcje wejściowe do konwersji osiowej energii akustycznej na promieniową energię akustyczną. Korzystny róg obrotowy zawiera pierwszą połowę mającą pierwszą promieniową sekcję spawaną i pierwszą osiową sekcję wejściową do odbierania pierwszej osiowej energii akustycznej. Róg obrotowy zawiera ponadto drugą połowę połączoną z pierwszą połową. Druga połowa ma drugą promieniową sekcję spawaną i drugą osiową sekcję wejściową do odbierania drugiej osiowej energii akustycznej. Każda połówka ma sekcję stożkową wyznaczoną przez wewnętrzną zwężającą się powierzchnię i zewnętrzną zwężającą się powierzchnię tak, że połówki przekształcają część pierwszej i drugiej osiowej energii akustycznej w promieniową energię akustyczną. Każda wewnętrzna zwężająca się powierzchnia tworzy wewnętrzny kąt w stosunku do osi tuby, a każda zewnętrzna zwężająca się powierzchnia tworzy zewnętrzny kąt w stosunku do osi.
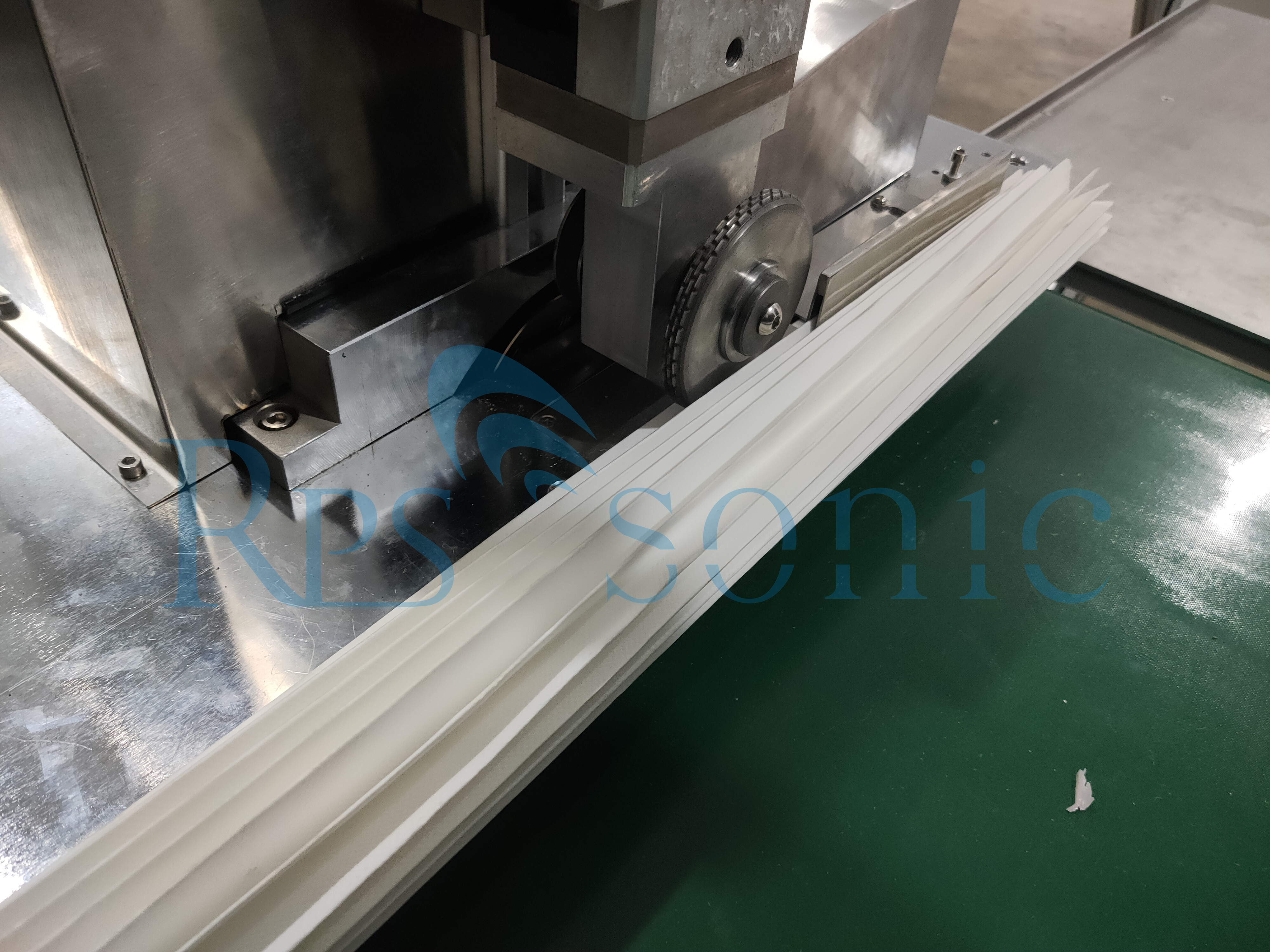
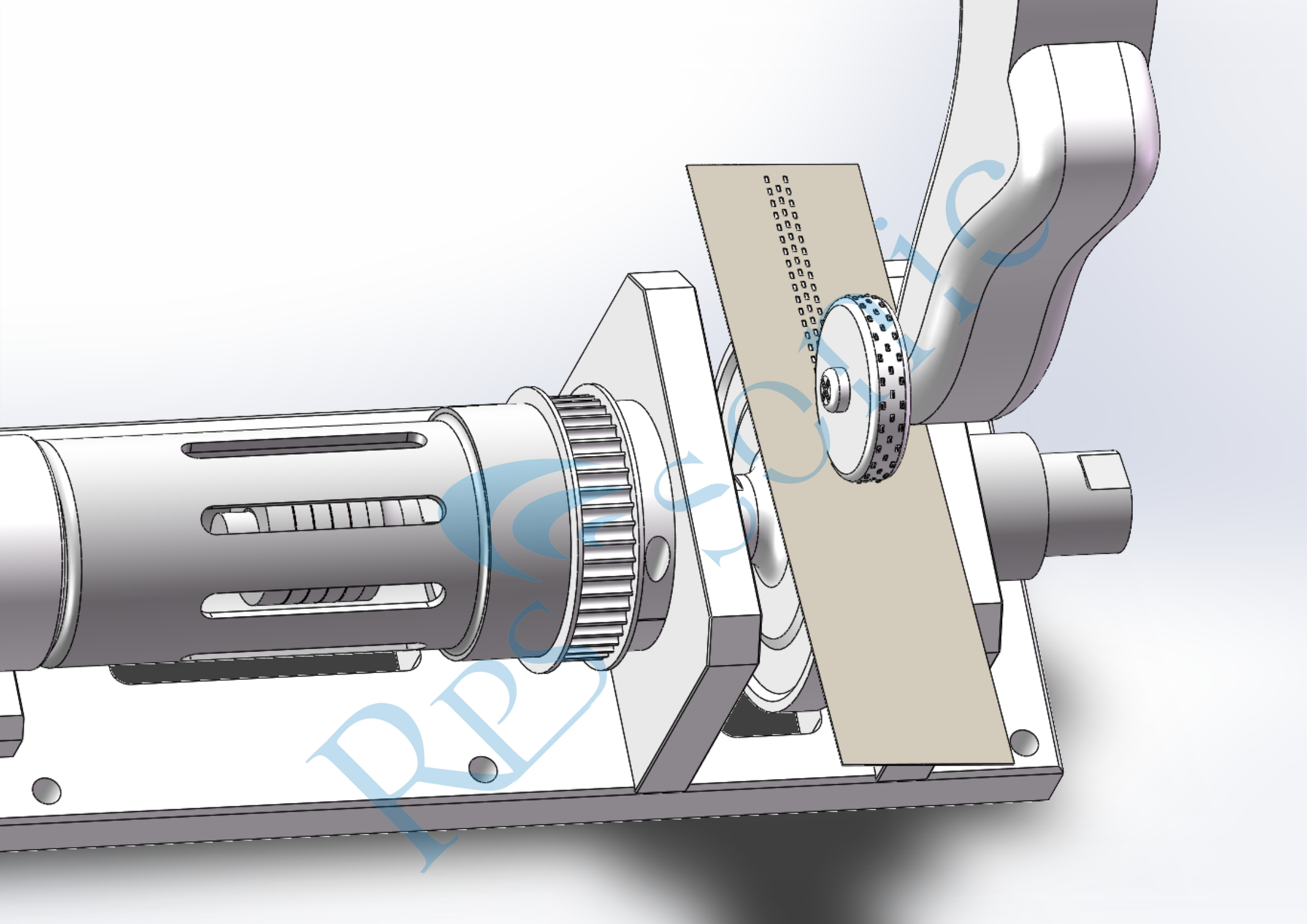
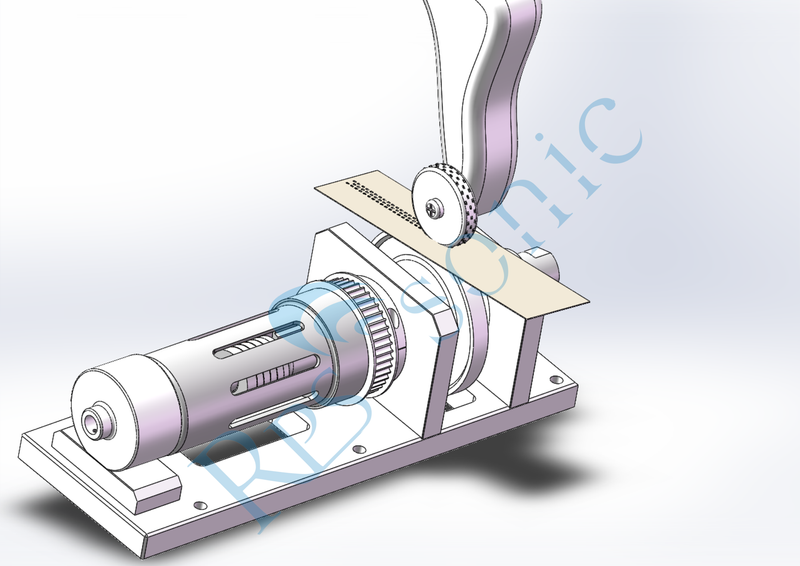
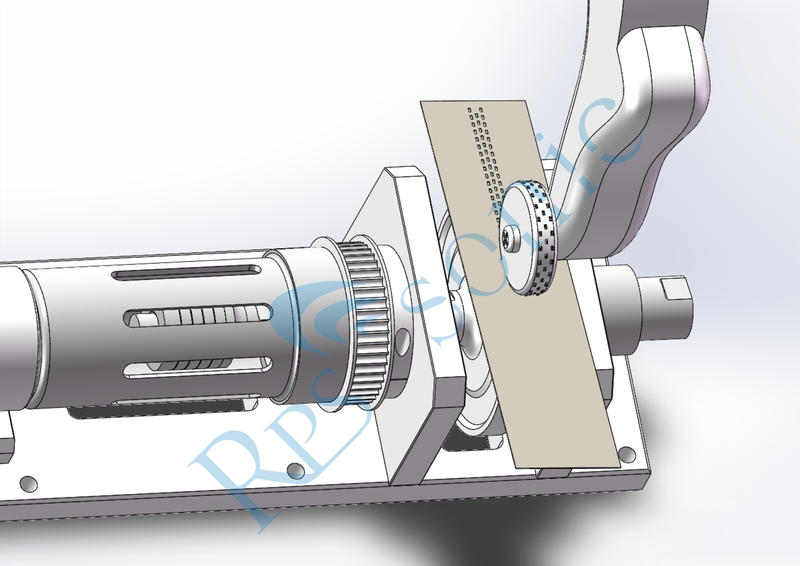
Obrotowy zespół ultradźwiękowy zamontowany w obudowie łożyska, który można zamontować w dowolnej orientacji. Jest dostępny w częstotliwościach 20, 28,30,35 kHz z szerokością łączenia do 18 mm. Klej przeznaczony jest dla producentów maszyn i doświadczonych użytkowników końcowych, którzy chcą opracować własne rozwiązania w zakresie uruchamiania i oprzyrządowania. Ultradźwiękowe maszyny do szycia działają jak tradycyjna rotacyjna maszyna do szycia, ale wytwarzają miękkie, gładkie szwy, które są nieprzepuszczalne dla wilgoci i płynów.
| Przedmiot | Parametr |
| Częstotliwość | 35 kHz |
| Moc | 800 W |
| Chipsy ceramiczne | 4 żetony |
| Prędkość | 20 m/min w maks |
| Szerokość spawania | Maks. 10 mm |
| Róg spawalniczy | Róg obrotowy 35 kHz |
| Typ spawania | Kontynuuje spawanie |
Rps-sonic dostarcza obrotowe systemy ultradźwiękowe dużej mocy dla przemysłu opakowaniowego, higienicznego i przetwórstwa specjalistycznego.
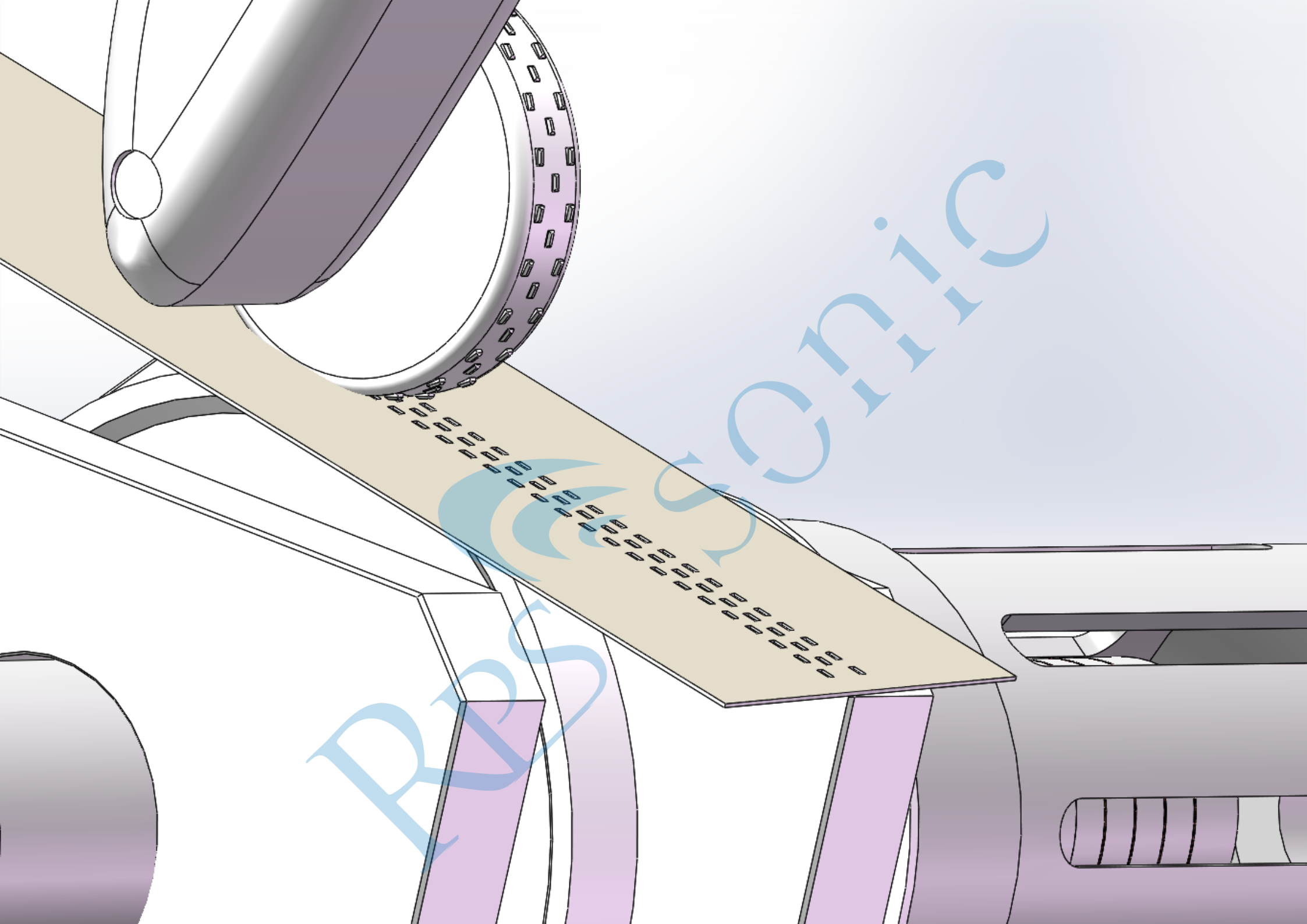
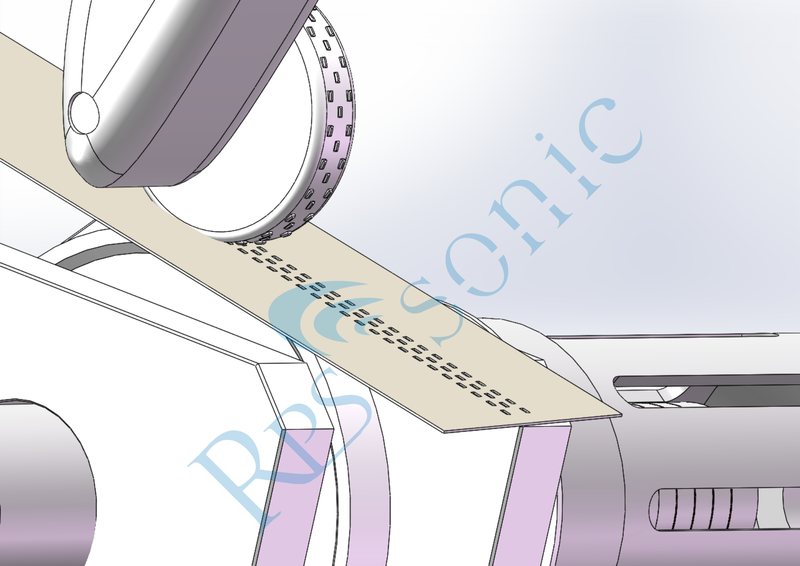
Chociaż opracowano wiele konfiguracji tuby, dobrze wiadomo, że dobrym sposobem na uzyskanie wysokiej jakości i szybkich spoin ultradźwiękowych jest użycie tuby obrotowej z obracającym się kowadłem. Zazwyczaj róg obrotowy jest cylindryczny i obraca się wokół osi. Wejściowa energia akustyczna jest w kierunku osiowym, a wyjściowa energia akustyczna jest w kierunku promieniowym. Róg i kowadło to zasadniczo dwa cylindry umieszczone blisko siebie, obracające się w przeciwnych kierunkach z równymi lub nierównymi prędkościami stycznymi. Łączone części przechodzą pomiędzy tymi cylindrycznymi powierzchniami z prędkością liniową, która zwykle odpowiada prędkości stycznej tych cylindrycznych powierzchni. Dopasowanie prędkości stycznych tuby obrotowej i kowadła do prędkości liniowej części może zminimalizować opór pomiędzy tubą a częściami.
Dlatego też rogi obrotowe składają się zazwyczaj z co najmniej osiowej sekcji wejściowej i promieniowej sekcji spawanej. Sekcja wejściowa odbiera osiową energię akustyczną, podczas gdy sekcja spawana przekazuje przekonwertowaną promieniową energię akustyczną do części docelowych. Chociaż opisany powyżej konwencjonalny róg obrotowy jest akceptowalny w niektórych zastosowaniach, pozostają pewne istotne trudności. Jedna trudność wiąże się z chęcią uzyskania wysokiego poziomu jednorodności amplitudy. Jednorodność amplitudy jest w rzeczywistości miarą procentu spoiny otrzymującej tę samą ilość energii spawania. W szczególności równomierność amplitudy jest określana poprzez pomiar maksymalnego przemieszczenia zewnętrznej powierzchni odcinka spoiny (tj. „czoła” spoiny) dla danego wzbudzenia wejściowego. Mierzone jest również minimalne przemieszczenie dla tego samego wzbudzenia, a stosunek minimalnego przemieszczenia do maksymalnego przemieszczenia reprezentuje równomierność amplitudy. Zatem tuba obrotowa o jednorodności amplitudy bliskiej stu procentom wytwarzałaby bardzo równomierną wyjściową energię akustyczną na całej powierzchni spoiny. Wysoka jednorodność amplitudy skutkuje bardziej przewidywalnymi spoinami i ostatecznie niższymi kosztami produkcji.