Deutsch




|














| Frequenz: | |
|---|---|
| Leistung: | |
| Horn: | |
| Gewicht: | |
| Menge: | |
RPS-R35
Rps-Sonic
RPS-R35
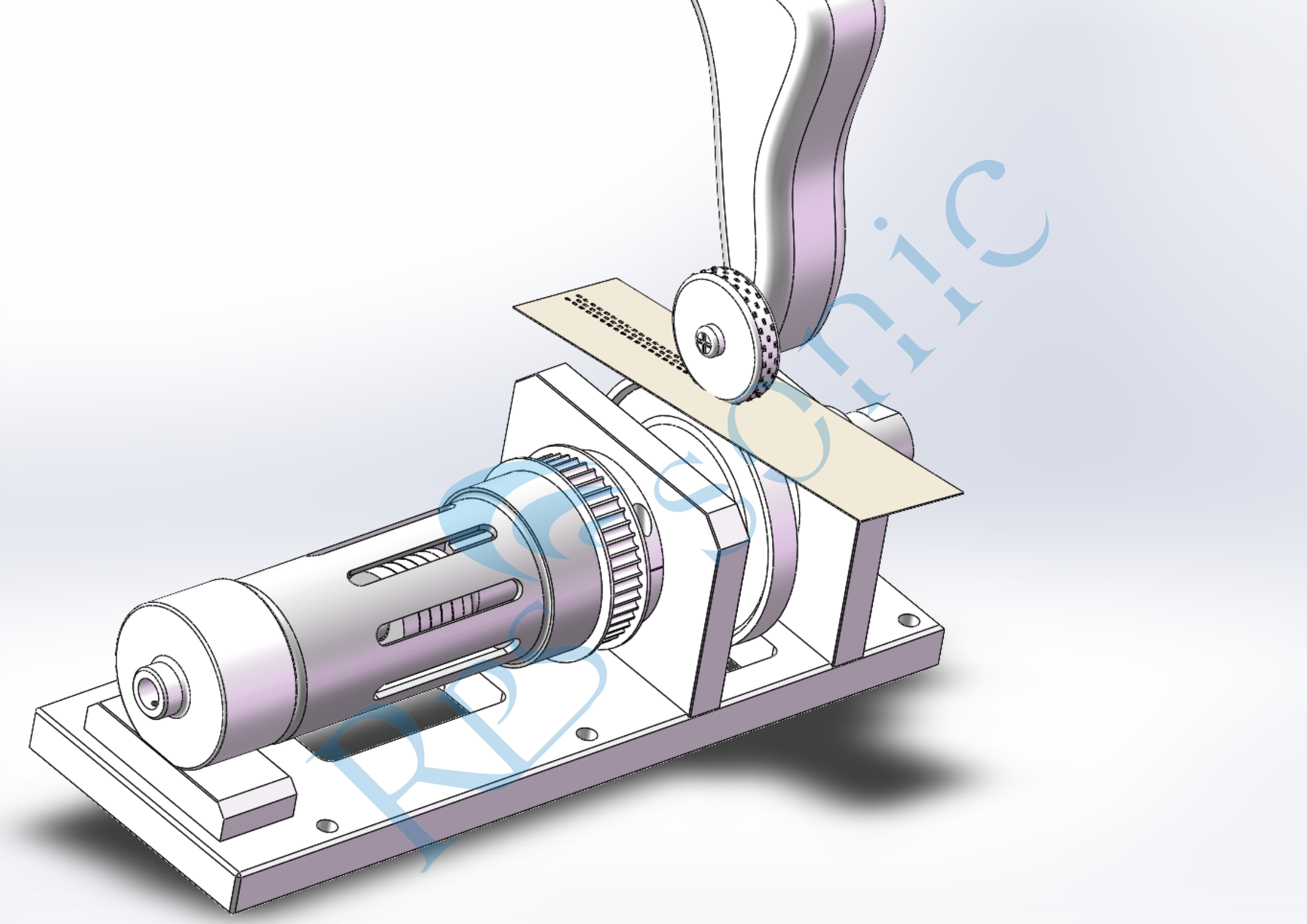
Ein Ultraschall-Rotationshorn verfügt über konische Eingangsabschnitte zur Umwandlung axialer akustischer Energie in radiale akustische Energie. Das bevorzugte Drehhorn umfasst eine erste Hälfte mit einem ersten radialen Schweißabschnitt und einem ersten axialen Eingangsabschnitt zum Empfangen einer ersten axialen akustischen Energie. Das Drehhorn umfasst außerdem eine zweite Hälfte, die mit der ersten Hälfte gekoppelt ist. Die zweite Hälfte weist einen zweiten radialen Schweißabschnitt und einen zweiten axialen Eingangsabschnitt zum Empfangen einer zweiten axialen akustischen Energie auf. Jede Hälfte hat einen konischen Abschnitt, der durch eine innere konische Oberfläche und eine äußere konische Oberfläche definiert ist, so dass die Hälften einen Teil der ersten und zweiten axialen akustischen Energie in radiale akustische Energie umwandeln. Jede innere konische Oberfläche bildet einen Innenwinkel in Bezug auf eine Achse des Horns und jede äußere konische Oberfläche bildet einen Außenwinkel in Bezug auf die Achse.
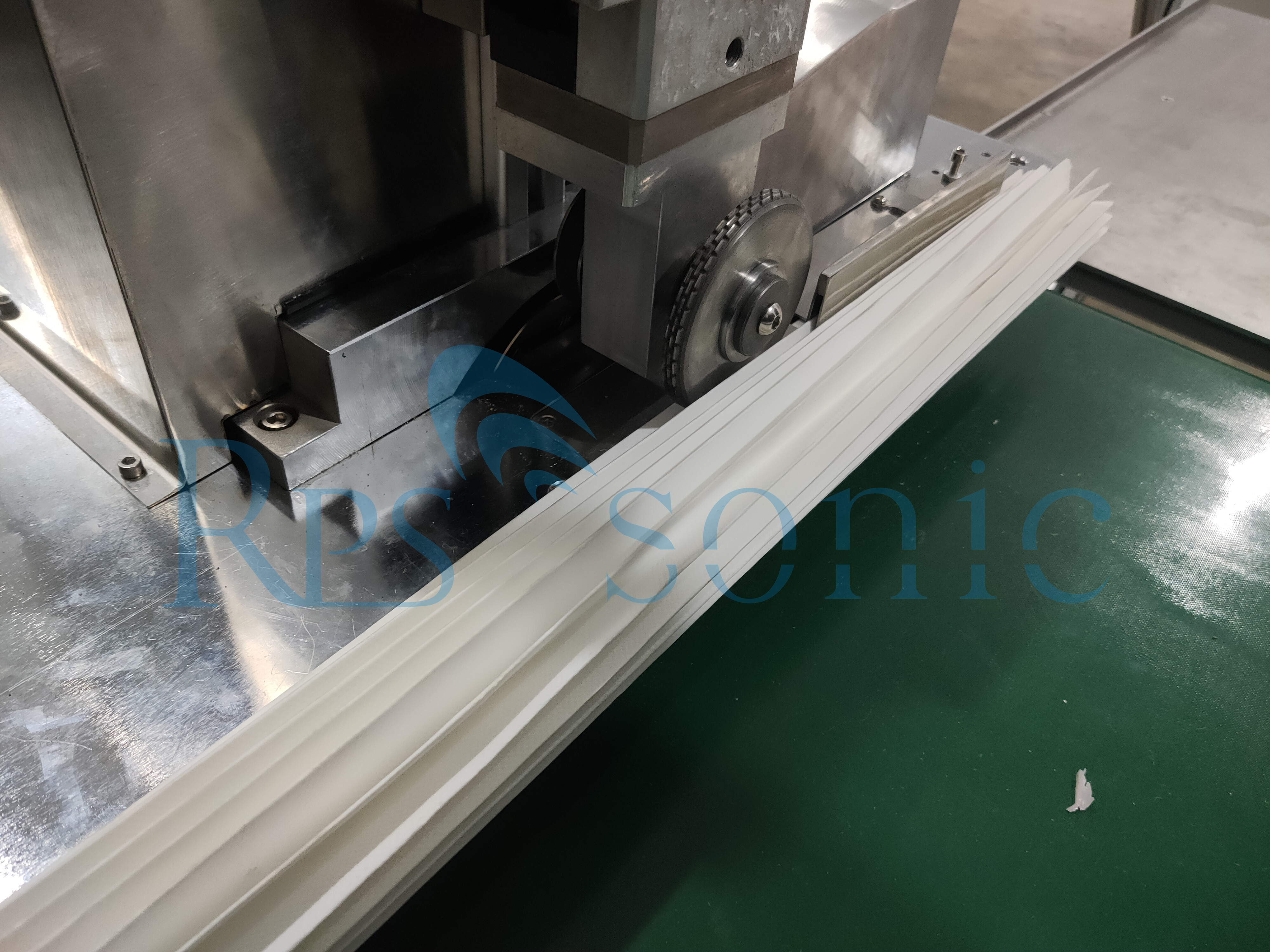
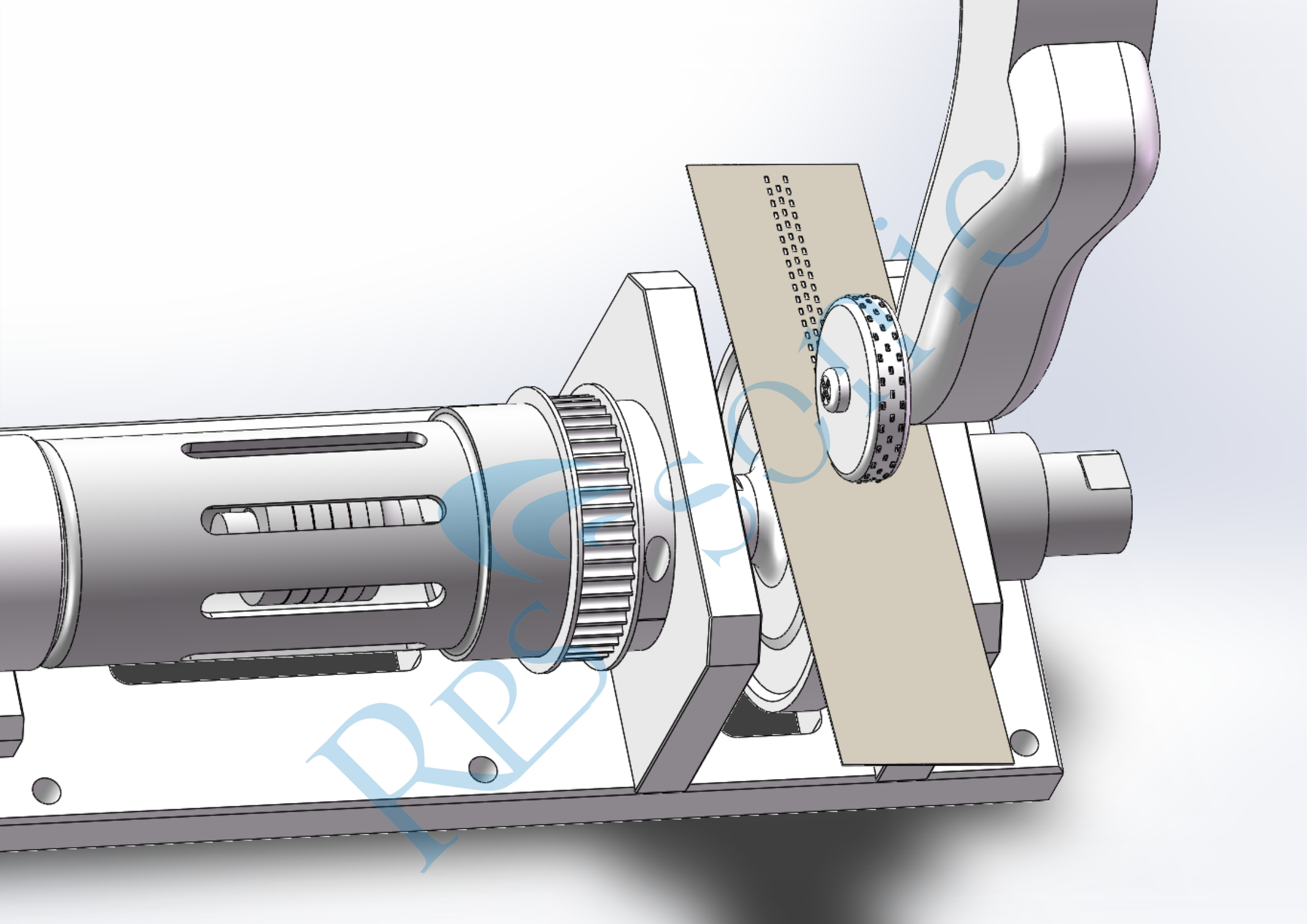
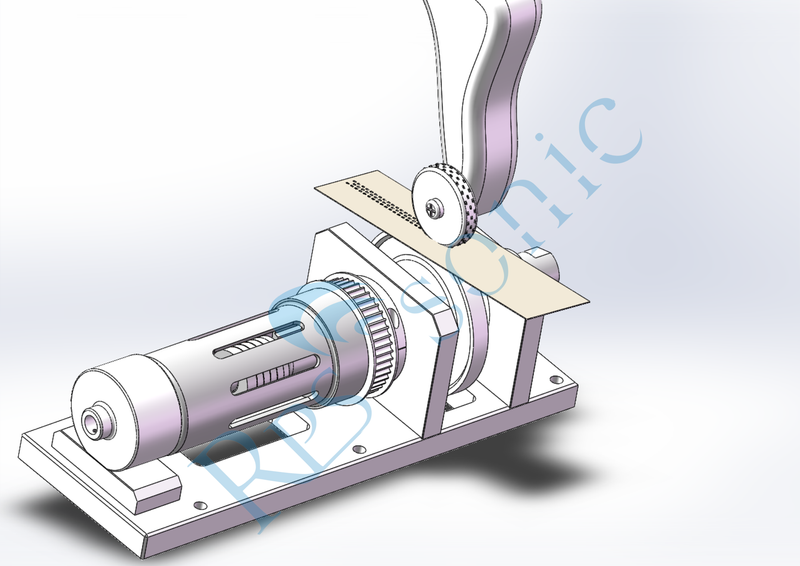
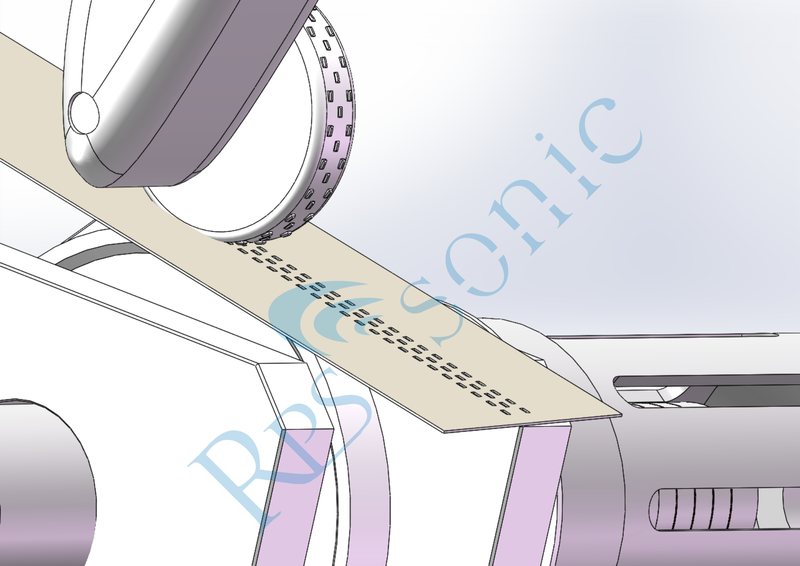
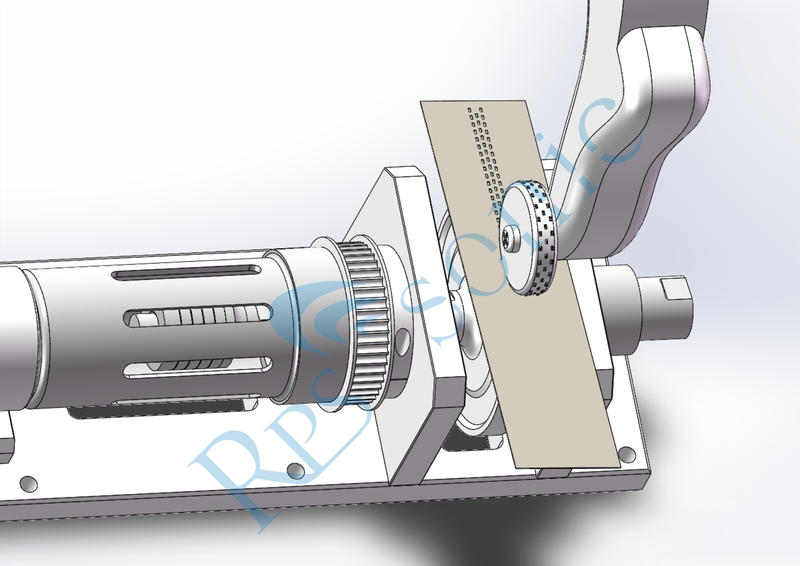
Eine rotierende Ultraschallbaugruppe, die in einem Lagergehäuse montiert ist und in jeder Ausrichtung montiert werden kann. Es ist in 20, 28, 30, 35 kHz mit Bindungsbreiten von bis zu 18 mm erhältlich. Der Bonder richtet sich an Maschinenhersteller und erfahrene Endbenutzer, die ihre eigenen Antriebs- und Werkzeuglösungen entwickeln möchten. Ultraschallnähmaschinen funktionieren wie herkömmliche Rotationsnähmaschinen, erzeugen jedoch weiche, glatte Nähte, die unempfindlich gegenüber Feuchtigkeit oder Flüssigkeiten sind.
| Artikel | Parameter |
| Frequenz | 35 kHz |
| Leistung | 800W |
| Keramikspäne | 4 Chips |
| Geschwindigkeit | 20m/min im max |
| Schweißbreite | 10mm max |
| Schweißhorn | 35-kHz-Rotationshorn |
| Schweißart | Schweißt weiter |
Rps-sonic liefert leistungsstarke rotierende Ultraschallsysteme für die Verpackungs-, Hygiene- und Spezialverarbeitungsindustrie.
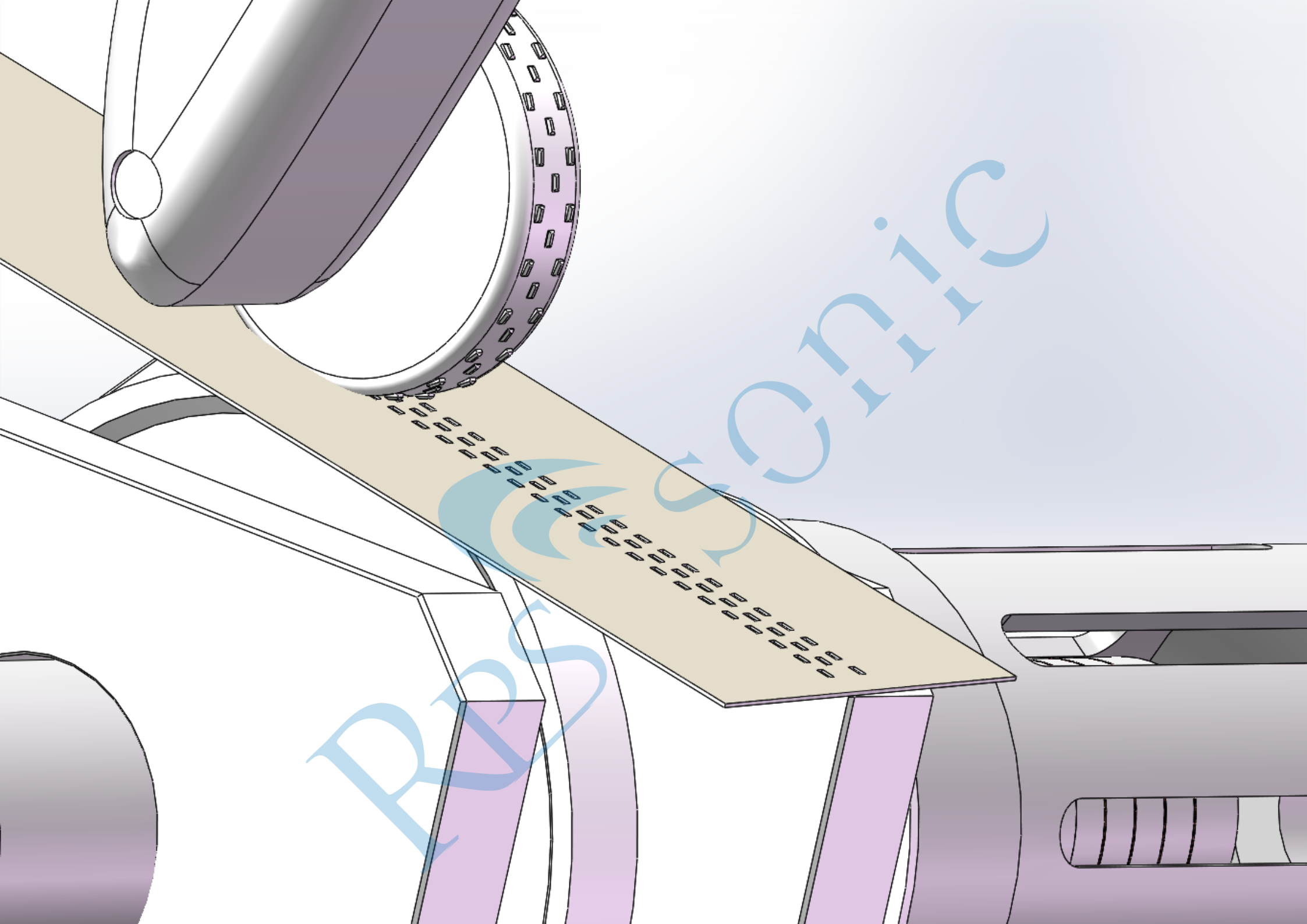
Obwohl eine Reihe von Hornkonfigurationen entwickelt wurden, ist bekannt, dass die Verwendung eines rotierenden Horns mit einem rotierenden Amboss eine gute Möglichkeit ist, Ultraschallschweißungen mit hoher Qualität und hoher Geschwindigkeit zu erzielen. Typischerweise ist ein Rotationshorn zylindrisch und dreht sich um eine Achse. Die eingegebene akustische Energie erfolgt in axialer Richtung und die ausgegebene akustische Energie erfolgt in radialer Richtung. Horn und Amboss sind im Wesentlichen zwei Zylinder, die nahe beieinander positioniert sind und sich mit gleichen oder ungleichen Tangentialgeschwindigkeiten in entgegengesetzte Richtungen drehen. Die zu verklebenden Teile bewegen sich zwischen diesen zylindrischen Flächen mit einer linearen Geschwindigkeit, die üblicherweise der Tangentialgeschwindigkeit dieser zylindrischen Flächen entspricht. Durch die Anpassung der Tangentialgeschwindigkeiten des Horns und des Amboss an die Lineargeschwindigkeit der Teile kann der Widerstand zwischen dem Horn und den Teilen minimiert werden.
Rotationshörner bestehen daher typischerweise aus mindestens einem axialen Eingangsabschnitt und einem radialen Schweißabschnitt. Der Eingangsabschnitt empfängt die axiale akustische Energie, während der Schweißabschnitt die umgewandelte radiale akustische Energie auf die Zielteile überträgt. Während das oben beschriebene herkömmliche Drehhorn für einige Anwendungen akzeptabel ist, bleiben bestimmte wichtige Schwierigkeiten bestehen. Eine Schwierigkeit hängt mit dem Wunsch zusammen, ein hohes Maß an Amplitudengleichmäßigkeit zu erreichen. Die Amplitudengleichmäßigkeit ist im Grunde ein Maß dafür, wie viel Prozent der Schweißnaht die gleiche Menge an Schweißenergie erhält. Insbesondere wird die Amplitudengleichmäßigkeit durch Messen der maximalen Verschiebung der Außenfläche des Schweißabschnitts (dh der „Schweißfläche“) für eine gegebene Eingangserregung bestimmt. Die minimale Verschiebung für die gleiche Anregung wird ebenfalls gemessen, und das Verhältnis der minimalen Verschiebung zur maximalen Verschiebung stellt die Amplitudengleichmäßigkeit dar. Somit würde ein rotierendes Horn mit einer Amplitudengleichmäßigkeit von nahezu hundert Prozent eine sehr gleichmäßige akustische Ausgangsenergie über die gesamte Schweißfläche erzeugen. Eine hohe Gleichmäßigkeit der Amplitude führt zu vorhersehbareren Schweißnähten und letztendlich zu niedrigeren Herstellungskosten.