Hogyan válasszuk ki a megfelelő ultrahangos hegesztő- és vágóberendezést?
Az ultrahangos szövethegesztő és -vágó berendezések bevezetésekor a vállalkozásoknak figyelembe kell venniük a következő méreteket:
(I) Frekvencia kiválasztása
A frekvencia a berendezés teljesítményét meghatározó alapvető paraméter. A 15 kHz-től 20 kHz-ig terjedő alacsony frekvenciájú tartomány, nagyobb amplitúdóval és erősebb penetrációval, vastagabb, keményebb anyagok vagy nagy méretű termékek hegesztésére alkalmas; A 30 kHz-től 40 kHz-ig terjedő nagyfrekvenciás tartomány, kisebb amplitúdóval, finom megmunkáláshoz és lágyabb, vékonyabb anyagokhoz alkalmas. Például nagy értékű csipkeszövet vágásakor az optimális eredmény érdekében 40 kHz-es frekvenciájú, 20 μm amplitúdójú penge javasolt.
(II) Erőegyeztetés
A teljesítmény közvetlenül meghatározza a berendezés feldolgozási kapacitását és hatékonyságát. A piacon szokásos teljesítményspecifikációk több száz watttól több ezer wattig terjednek. Általában vastag, többrétegű vagy nagy sűrűségű anyagok feldolgozásához nagyobb teljesítményű berendezésekre van szükség. Például a nehezebb anyagokhoz, például hevederekhez, nylon szalaghoz és tépőzárhoz hegesztő és vágógépek elérhetik a 2600 W-ot. A 2600 W-os készülék hatékonyan képes kezelni a nehéz anyagokat, például a hevedereket, míg az 1200 W-os kézi készülék inkább segédfolyamatokhoz, például ponthegesztéshez alkalmas. Az alapelv: minél vastagabb és keményebb az anyag, vagy minél nagyobb a hegesztési felület és minél nagyobb a sebességigény, annál nagyobb a szükséges teljesítmény.
Amplitúdó: Az amplitúdó a vibráció intenzitásaként érthető, amely befolyásolja a hegesztési szilárdságot. A különböző anyagok eltérő olvadásponttal rendelkeznek; ideális esetben az eszköznek képesnek kell lennie az amplitúdó finomhangolására, hogy alkalmazkodjon a különböző keménységű anyagokhoz, elkerülve az elégtelen energiát vagy a túlzott károsodást.
(III) Berendezés típusa és automatizálási szintje
A gyártási forgatókönyv alapján a berendezések három kategóriába sorolhatók: kézi, félautomata és teljesen automata. A kisméretű asztali készülékek prototípus- és kisszériás gyártásra, míg a folyamatos adagoló görgős típusú eszközök (integrált vágókorongok) nagy sebességű összeszerelősoros műveletekre alkalmasak. Ezenkívül a berendezésnek zökkenőmentesen integrálódnia kell az upstream és a downstream folyamatokhoz (mint például a letekercselés, visszatekercselés és csomagolás), hogy biztosítsa a vonal általános működési hatékonyságát. Automatizálási funkciók: A tömeggyártáshoz a berendezésnek olyan funkciókat kell integrálnia, mint az automatikus eltérés-korrekció, az anyaghiány-riasztás és az automatikus anyagfogadás a pilóta nélküli működés elérése érdekében.
Intelligens rendszer: Az, hogy a berendezés rendelkezik-e érintőképernyős vezérlőfelülettel, és képes-e több vágóprogramot tárolni, kulcsfontosságú a rugalmas gyártás eléréséhez és a működési hibák csökkentéséhez.
(IV) Anyag-kompatibilitás ellenőrzése
Valóban hegeszthető az anyaga?
Az ultrahangos technológia nem csodaszer; anyagi alkalmazhatóságának megértése a kiválasztás előfeltétele.
Kiváló alkalmazhatóság: A hőre lágyuló szálak: mint például a poliészter, a nejlon, a polipropilén (PP) és a spandex, molekuláris szintű fúziót érhetnek el nagyfrekvenciás vibráció alatt.
Kevert szövetek: Amíg a hőre lágyuló száltartalom elegendő (általában nem kevesebb, mint 35%-50%), addig erős hegesztés képződik. Feldolgozható, de segítségre van szükség (Segélyrel lehetséges)
Természetes szálak: Az ultrahanghullámok nem képesek közvetlenül feldolgozni olyan anyagokat, mint a pamut, len, selyem és gyapjú. A megoldás az, hogy a hegesztést segítő 'ragasztóként' egy réteg forró olvadékragasztó fóliát helyeznek az anyagok közé.
Teljesen használhatatlan (nem ajánlott)
100%-ban nem hőre lágyuló anyagok: mint például a tiszta pamut és a tiszta lenvászon, hatékony hegesztési varratok nem állíthatók elő ultrahanghullámokkal önmagukban; kombinálni kell más folyamatokkal, például varrással.
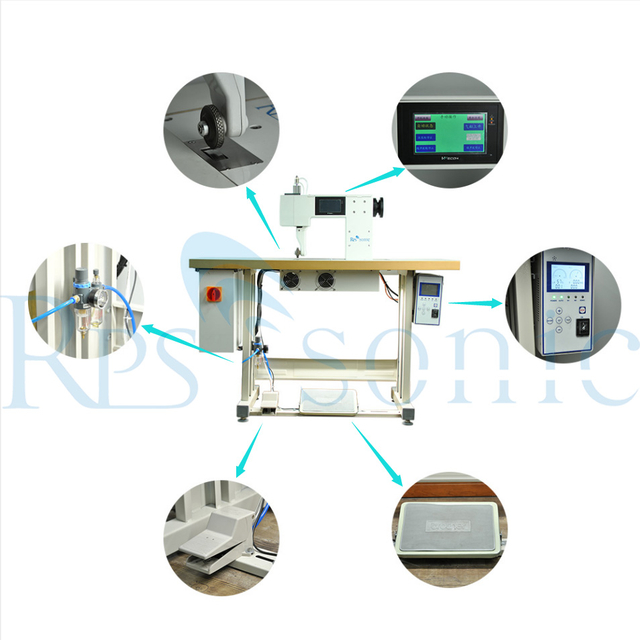
(V) Hardver és szoftver értékelése: A látható 'test' és a láthatatlan 'lélek'
A berendezés teljesítménye és stabilitása nagymértékben függ a hardver kialakításától és a szoftverrendszertől.
Test (hardver kialakítás)
Szerkezeti stabilitás: A berendezés teste és kerete egyrészes öntvény vagy összeszerelt szerkezet? Az egy darabból álló öntőtest jobb stabilitást biztosít nagy sebességnél, hosszú távú feldolgozási pontosságot biztosítva.
Erőátvitel és vezetés: Használnak nagy pontosságú lineáris vezetőket? Ez közvetlenül befolyásolja a feldolgozás pontosságát és a berendezés működésének zökkenőmentességét.
Emberközpontú tervezés: Tartalmaz olyan segédrendszereket, mint a lézeres pozicionálás, ami jelentősen leegyszerűsíti a kezelést és javítja a hozamot?
Soul (szoftver rendszer)
Vezérlőrendszer: A márkagyártók egyes anyagok, például nem szőtt anyagok alkalmazási adatait integrálják az intelligens rendszerbe, lehetővé téve egy kattintással az optimális paraméterek elérését, és csökkentve a belépési akadályokat.
Adatkövetés és összekapcsolhatóság: Az intelligens gyárak korában a berendezések adatjelentések generálására és az ipari internethez való csatlakozásra való képessége hosszú távú tényező, amelyet figyelembe kell venni.
A megfelelő ultrahangos szövethegesztő és -vágó berendezés kiválasztása alapvetően olyan tényezők átfogó mérlege, mint a 'igény, paraméterek, anyagok és költségkeret'.
A szűrés fenti öt lépésével világos és szisztematikus értékelési keretet hoz létre, amely segít racionálisabb befektetési döntések meghozatalában. Ha a tényleges működés során bármilyen bizonytalansággal találkozik, szívesen küld anyagokat vagy vigye el cégünkhöz helyszíni mintavizsgálatra, hogy személyesen megtapasztalhassa a berendezés hatékonyságát.