românesc
Vizualizări: 616 Autor: Editor site Ora publicării: 2019-07-17 Origine: Site
Cum se utilizează optimizarea parametrilor FEM ANSYS și proiectarea probabilității cornului de sudare cu ultrasunete
Cuvânt înainte
Odată cu dezvoltarea tehnologiei cu ultrasunete, aplicarea sa este din ce în ce mai extinsă, poate fi folosită pentru curățarea particulelor mici de murdărie și poate fi folosită și pentru sudarea metalului sau a plasticului. În special în produsele din plastic de astăzi, sudarea cu ultrasunete este utilizată în cea mai mare parte, deoarece structura șurubului este omisă, aspectul poate fi mai perfect și este asigurată și funcția de impermeabilizare și de izolare la praf. Proiectarea h ornei de sudare din plastic are un impact important asupra calității finale a sudurii și asupra capacității de producție. În producția de noi contoare electrice, undele ultrasonice sunt folosite pentru a fuziona fețele superioare și inferioare. Cu toate acestea, în timpul utilizării, se constată că unele claxoane sunt instalate pe mașină și crăpate, iar alte defecțiuni apar într-o perioadă scurtă de timp. Un corn de sudură Rata defectelor este mare. Diverse defecte au avut un impact considerabil asupra producției. Conform înțelegerii, furnizorii de echipamente au capacități limitate de proiectare pentru claxon și adesea prin reparații repetate pentru a atinge indicatorii de proiectare. Prin urmare, este necesar să folosim propriile noastre avantaje tehnologice pentru a dezvolta un corn durabil și o metodă de proiectare rezonabilă.
2 Principiul de sudare a plasticului cu ultrasunete
Sudarea cu ultrasunete a plasticului este o metodă de procesare care utilizează combinația de termoplastice în vibrațiile forțate de înaltă frecvență, iar suprafețele de sudură se freacă una de cealaltă pentru a produce topirea locală la temperatură înaltă. Pentru a obține rezultate bune de sudare cu ultrasunete, sunt necesare echipamente, materiale și parametri de proces. Următoarea este o scurtă introducere a principiului său.
2.1 Sistem de sudare cu ultrasunete din plastic
Figura 1 este o vedere schematică a unui sistem de sudare. Energia electrică este trecută prin generatorul de semnal și amplificatorul de putere pentru a produce un semnal electric alternativ de frecvență ultrasonică (> 20 kHz) care este aplicat traductorului (ceramică piezoelectrică). Prin traductor, energia electrică devine energia vibrației mecanice, iar amplitudinea vibrației mecanice este ajustată de claxon la amplitudinea de lucru corespunzătoare și apoi transmisă uniform materialului în contact cu acesta prin corn. Suprafețele de contact ale celor două materiale de sudură sunt supuse vibrațiilor forțate de înaltă frecvență, iar căldura de frecare generează topirea locală la temperatură ridicată. După răcire, materialele sunt combinate pentru a realiza sudarea.
Într-un sistem de sudare, sursa de semnal este o parte a circuitului care conține un circuit amplificator de putere a cărui stabilitate a frecvenței și capacitatea de antrenare afectează performanța mașinii. Materialul este un termoplastic, iar designul suprafeței îmbinării trebuie să ia în considerare modul de a genera rapid căldură și de andocare. Traductoarele, coarnele și coarnele pot fi considerate structuri mecanice pentru o analiză ușoară a cuplării vibrațiilor lor. În sudarea plasticului, vibrația mecanică este transmisă sub formă de unde longitudinale. Cum să transferați eficient energia și să reglați amplitudinea este punctul principal al designului.
2.2 corn
Claxonul servește ca interfață de contact între aparatul de sudură cu ultrasunete și material. Funcția sa principală este de a transmite vibrația mecanică longitudinală produsă de variator în mod uniform și eficient către material. Materialul folosit este de obicei aliaj de aluminiu de înaltă calitate sau chiar aliaj de titan. Deoarece designul materialelor plastice se schimbă foarte mult, aspectul este foarte diferit, iar cornul trebuie să se schimbe în consecință. Forma suprafeței de lucru trebuie să se potrivească bine cu materialul, pentru a nu deteriora plasticul atunci când vibrează; în același timp, frecvența solidă a vibrațiilor longitudinale de ordinul întâi ar trebui să fie coordonată cu frecvența de ieșire a mașinii de sudură, altfel energia de vibrație va fi consumată intern. Când cornul vibrează, are loc concentrarea locală a stresului. Modul de optimizare a acestor structuri locale este, de asemenea, o considerație de proiectare. Acest articol explorează modul de aplicare a cornului de design ANSYS pentru a optimiza parametrii de proiectare și toleranțele de fabricație.
Design cu 3 cornuri de sudură
După cum am menționat mai devreme, designul cornului de sudură este destul de important. Există mulți furnizori de echipamente cu ultrasunete în China care își produc propriile coarne de sudură, dar o parte considerabilă dintre ele sunt imitații, iar apoi se tund și testează în mod constant. Prin această metodă de reglare repetată, se realizează coordonarea frecvenței claxonului și echipamentului. În această lucrare, metoda elementelor finite poate fi utilizată pentru a determina frecvența la proiectarea claxonului. Rezultatul testului claxonului și eroarea frecvenței de proiectare sunt de numai 1%. În același timp, această lucrare introduce conceptul DFSS (Design For Six Sigma) pentru optimizarea și designul robust al claxonului. Conceptul de design 6-Sigma este de a colecta pe deplin vocea clientului în procesul de proiectare pentru proiectarea țintită; și preconsiderarea posibilelor abateri în procesul de producție pentru a se asigura că calitatea produsului final este distribuită într-un nivel rezonabil. Procesul de proiectare este prezentat în Figura 2. Pornind de la dezvoltarea indicatorilor de proiectare, structura și dimensiunile claxonului sunt proiectate inițial conform experienței existente. Modelul parametric este stabilit în ANSYS, iar apoi modelul este determinat prin metoda simulare experiment (DOE). Parametrii importanți, în conformitate cu cerințele robuste, determină valoarea și apoi utilizează metoda sub-problemei pentru a optimiza alți parametri. Ținând cont de influența materialelor și a parametrilor de mediu în timpul fabricării și utilizării claxonului, acesta a fost, de asemenea, proiectat cu toleranțe pentru a îndeplini cerințele costurilor de fabricație. În cele din urmă, fabricarea, testarea și proiectarea teoriei de testare și eroarea reală, pentru a îndeplini indicatorii de proiectare care sunt livrați. Următoarea introducere detaliată pas cu pas.

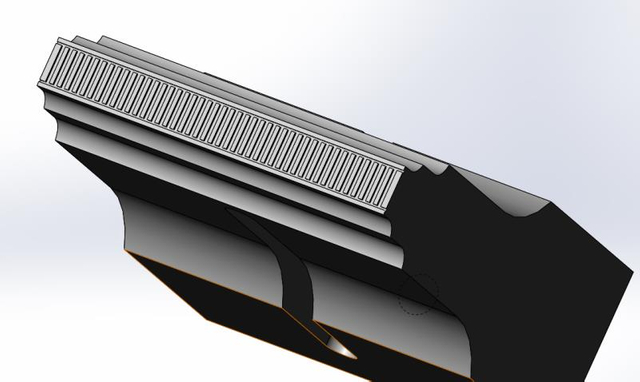
3.1 Designul formei geometrice (stabilirea unui model parametric)
Proiectarea cornului de sudură determină mai întâi forma și structura geometrică aproximativă și stabilește un model parametric pentru analiza ulterioară. Figura 3 a) este proiectarea celui mai comun corn de sudură, în care un număr de caneluri în formă de U sunt deschise în direcția vibrației pe un material de aproximativ cuboid. Dimensiunile totale sunt lungimile direcțiilor X, Y și Z, iar dimensiunile laterale X și Y sunt în general comparabile cu dimensiunea piesei de prelucrat sudate. Lungimea lui Z este egală cu jumătatea lungimii de undă a undei ultrasonice, deoarece în teoria vibrației clasice, frecvența axială de ordinul întâi a obiectului alungit este determinată de lungimea sa, iar lungimea de jumătate de undă este exact potrivită cu frecvența undei acustice. Acest design a fost extins. Utilizarea, este benefică pentru răspândirea undelor sonore. Scopul canelurii în formă de U este de a reduce pierderea vibrației laterale a cornului. Poziția, mărimea și numărul sunt determinate în funcție de dimensiunea totală a cornului. Se poate observa că în acest design, există mai puțini parametri care pot fi reglați liber, așa că am adus îmbunătățiri pe această bază. Figura 3 b) este un corn nou proiectat, care are un parametru de dimensiune mai mare decât designul tradițional: raza arcului exterioară R. În plus, canelura este gravată pe suprafața de lucru a cornului pentru a coopera cu suprafața piesei de prelucrat din plastic, ceea ce este benefic pentru a transmite energia de vibrație și pentru a proteja piesa de prelucrat de deteriorare. Acest model este modelat parametric în mod obișnuit în ANSYS și apoi următorul design experimental.
3.2 Design experimental DOE (determinarea parametrilor importanți)
DFSS este creat pentru a rezolva probleme practice de inginerie. Nu urmărește perfecțiunea, dar este eficient și robust. Acesta întruchipează ideea de 6-Sigma, surprinde contradicția principală și abandonează „99,97%”, în timp ce necesită ca designul să fie destul de rezistent la variabilitatea mediului. Prin urmare, înainte de a face optimizarea parametrului țintă, acesta ar trebui să fie mai întâi ecranat, iar dimensiunea care are o influență importantă asupra structurii ar trebui să fie selectată, iar valorile acestora să fie determinate conform principiului robusteței.
3.2.1 Setarea parametrilor DOE și DOE
Parametrii de proiectare sunt forma cornului și poziția mărimii canelurii în formă de U etc., un total de opt. Parametrul țintă este frecvența de vibrație axială de ordinul întâi deoarece are cea mai mare influență asupra sudurii, iar solicitarea maximă concentrată și diferența de amplitudine a suprafeței de lucru sunt limitate ca variabile de stare. Pe baza experienței, se presupune că efectul parametrilor asupra rezultatelor este liniar, astfel încât fiecare factor este setat doar la două niveluri, ridicat și scăzut. Lista parametrilor și denumirile corespunzătoare este următoarea.
DOE este realizat în ANSYS folosind modelul parametric stabilit anterior. Din cauza limitărilor software, DOE cu factor complet poate utiliza doar până la 7 parametri, în timp ce modelul are 8 parametri, iar analiza ANSYS a rezultatelor DOE nu este la fel de cuprinzătoare ca software-ul profesional 6-sigma și nu poate gestiona interacțiunea. Prin urmare, folosim APDL pentru a scrie o buclă DOE pentru a calcula și extrage rezultatele programului, apoi punem datele în Minitab pentru analiză.
3.2.2 Analiza rezultatelor DOE
Analiza DOE Minitab este prezentată în Figura 4 și include analiza principalilor factori de influență și analiza interacțiunii. Analiza principală a factorilor de influență este utilizată pentru a determina care variabile de proiectare au un impact mai mare asupra variabilei țintă, indicând astfel care sunt variabilele de proiectare importante. Interacțiunea dintre factori este apoi analizată pentru a determina nivelul factorilor și pentru a reduce gradul de cuplare dintre variabilele de proiectare. Comparați gradul de modificare a altor factori atunci când un factor de proiectare este ridicat sau scăzut. Conform axiomei independente, designul optim nu este cuplat unul cu celălalt, așa că alegeți nivelul care este mai puțin variabil.
Rezultatele analizei cornului de sudură în această lucrare sunt: parametrii importanți de proiectare sunt raza arcului exterioară și lățimea fantei cornului. Nivelul ambilor parametri este „înalt”, adică raza ia o valoare mai mare în DOE, iar lățimea canelurii ia, de asemenea, o valoare mai mare. Au fost determinați parametrii importanți și valorile acestora, iar apoi au fost utilizați câțiva alți parametri pentru a optimiza designul în ANSYS pentru a regla frecvența claxonului pentru a se potrivi cu frecvența de funcționare a aparatului de sudură. Procesul de optimizare este după cum urmează.
3.3 Optimizarea parametrilor țintă (frecvența claxonului)
Setările parametrilor optimizării designului sunt similare cu cele ale DOE. Diferența este că au fost determinate valorile a doi parametri importanți, iar ceilalți trei parametri sunt legați de proprietățile materialului, care sunt considerate zgomot și nu pot fi optimizate. Restul de trei parametri care pot fi ajustați sunt poziția axială a fantei, lungimea și lățimea cornului. Optimizarea folosește metoda de aproximare a subproblemei în ANSYS, care este o metodă utilizată pe scară largă în problemele de inginerie, iar procesul specific este omis.
Este demn de remarcat faptul că utilizarea frecvenței ca variabilă țintă necesită puțină abilitate în operare. Deoarece există mulți parametri de proiectare și o gamă largă de variații, modurile de vibrație ale claxonului sunt multe în intervalul de frecvență de interes. Dacă rezultatul analizei modale este utilizat direct, este dificil să găsiți modul axial de ordinul întâi, deoarece intercalarea secvenței modale poate apărea atunci când parametrii se modifică, adică ordinalul frecvenței naturale corespunzător modului original se schimbă. Prin urmare, această lucrare adoptă mai întâi analiza modală și apoi utilizează metoda suprapunerii modale pentru a obține curba răspunsului în frecvență. Găsind valoarea de vârf a curbei răspunsului în frecvență, se poate asigura frecvența modală corespunzătoare. Acest lucru este foarte important în procesul de optimizare automată, eliminând necesitatea de a determina manual modalitatea.
După finalizarea optimizării, frecvența de lucru de proiectare a claxonului poate fi foarte apropiată de frecvența țintă, iar eroarea este mai mică decât valoarea toleranței specificată în optimizare. În acest moment, designul claxonului este în principiu determinat, urmat de toleranțele de fabricație pentru proiectarea producției.
3.4 Proiectarea toleranței
Proiectarea structurală generală este finalizată după ce toți parametrii de proiectare au fost determinați, dar pentru problemele de inginerie, în special când se ia în considerare costul producției în masă, proiectarea toleranței este esențială. Costul preciziei scăzute este, de asemenea, redus, dar capacitatea de a îndeplini parametrii de proiectare necesită calcule statistice pentru calcule cantitative. Sistemul de proiectare a probabilității PDS din ANSYS poate analiza mai bine relația dintre toleranța parametrilor de proiectare și toleranța parametrilor țintă și poate genera fișiere de raport complete.
3.4.1 Setări și calcule ale parametrilor PDS
Conform ideii DFSS, analiza toleranței ar trebui efectuată pe parametri importanți de proiectare, iar alte toleranțe generale pot fi determinate empiric. Situația din această lucrare este destul de specială, deoarece, în funcție de capacitatea de prelucrare, toleranța de fabricație a parametrilor de proiectare geometrică este foarte mică și are un efect redus asupra frecvenței finale a claxonului; în timp ce parametrii materiilor prime sunt foarte diferiți din cauza furnizorilor, iar prețul materiilor prime reprezintă mai mult de 80% din costurile de procesare a cornului. Prin urmare, este necesar să se stabilească un interval rezonabil de toleranță pentru proprietățile materialului. Proprietățile relevante ale materialului aici sunt densitatea, modulul de elasticitate și viteza de propagare a undelor sonore.
Analiza toleranței folosește simularea aleatorie Monte Carlo în ANSYS pentru a eșantiona metoda Latin Hypercube, deoarece poate face distribuția punctelor de eșantionare mai uniformă și rezonabilă și poate obține o corelație mai bună cu mai puține puncte. Această lucrare stabilește 30 de puncte. Să presupunem că toleranțele celor trei parametri ai materialului sunt distribuite în funcție de Gauss, având inițial o limită superioară și inferioară, apoi calculate în ANSYS.
3.4.2 Analiza rezultatelor PDS
Prin calculul PDS sunt date valorile variabilei țintă corespunzătoare la 30 de puncte de eșantionare. Distribuția variabilelor țintă este necunoscută. Parametrii sunt montați din nou folosind software-ul Minitab, iar frecvența este în principiu distribuită conform distribuției normale. Aceasta asigură teoria statistică a analizei toleranței.
Calculul PDS oferă o formulă potrivită de la variabila de proiectare la extinderea toleranței variabilei țintă: unde y este variabila țintă, x este variabila de proiectare, c este coeficientul de corelație și i este numărul variabilei.
În conformitate cu aceasta, toleranța țintă poate fi atribuită fiecărei variabile de proiectare pentru a finaliza sarcina de proiectare a toleranței.
3.5 Verificare experimentală
Partea frontală este procesul de proiectare a întregului corn de sudură. După finalizare, materiile prime sunt achiziționate conform toleranțelor materiale admise de proiectare, iar apoi livrate la fabricație. Testele de frecvență și modale sunt efectuate după finalizarea producției, iar metoda de testare utilizată este cea mai simplă și eficientă metodă de testare a lunetistului. Deoarece cel mai important indice este frecvența modală axială de ordinul întâi, senzorul de accelerație este atașat la suprafața de lucru, iar celălalt capăt este lovit de-a lungul direcției axiale, iar frecvența reală a cornului poate fi obținută prin analiză spectrală. Rezultatul simulării proiectului este de 14925 Hz, rezultatul testului este de 14954 Hz, rezoluția frecvenței este de 16 Hz și eroarea maximă este mai mică de 1%. Se poate observa că acuratețea simulării cu elemente finite în calculul modal este foarte mare.
După trecerea testului experimental, cornul este pus în producție și asamblare pe aparatul de sudură cu ultrasunete. Starea de reacție este bună. Lucrările sunt stabile de mai bine de jumătate de an, iar rata de calificare a sudării este mare, ceea ce a depășit durata de viață de trei luni promisă de producătorul general de echipamente. Acest lucru arată că proiectarea are succes, iar procesul de fabricație nu a fost modificat și ajustat în mod repetat, economisind timp și forță de muncă.
4 Concluzie
Această lucrare începe cu principiul sudurii plastice cu ultrasunete, cuprinde profund accentul tehnic al sudării și propune conceptul de design al noului corn. Apoi utilizați funcția de simulare puternică a elementului finit pentru a analiza proiectul în mod concret și introduceți ideea de proiectare 6-Sigma a DFSS și controlați parametrii importanți de proiectare prin proiectarea experimentală ANSYS DOE și analiza toleranței PDS pentru a obține un design robust. În cele din urmă, claxonul a fost fabricat cu succes o singură dată, iar designul a fost rezonabil prin testul experimental de frecvență și verificarea efectivă a producției. De asemenea, demonstrează că acest set de metode de proiectare este fezabil și eficient.