Italiano
Visualizzazioni: 616 Autore: Editor del sito Orario di pubblicazione: 2019-07-17 Origine: Sito
Come utilizzare l'ottimizzazione dei parametri FEM ANSYS e la progettazione probabilistica del corno di saldatura a ultrasuoni
Prefazione
Con lo sviluppo della tecnologia ad ultrasuoni, la sua applicazione è sempre più ampia, può essere utilizzata per pulire minuscole particelle di sporco e può essere utilizzata anche per saldare metalli o plastica. Soprattutto nei prodotti in plastica di oggi, viene utilizzata principalmente la saldatura a ultrasuoni, poiché la struttura a vite viene omessa, l'aspetto può essere più perfetto e viene fornita anche la funzione di impermeabilizzazione e protezione dalla polvere. Il design del corno di saldatura in plastica ha un impatto importante sulla qualità della saldatura finale e sulla capacità produttiva. Nella produzione di nuovi contatori elettrici, le onde ultrasoniche vengono utilizzate per fondere insieme le facce superiore e inferiore. Tuttavia, durante l'uso, si scopre che alcuni avvisatori acustici sono installati sulla macchina e si rompono e si verificano altri guasti in un breve periodo di tempo. Alcuni avvisatori acustici di saldatura. Il tasso di difetti è elevato. Vari difetti hanno avuto un impatto considerevole sulla produzione. Secondo l'intesa, i fornitori di apparecchiature hanno capacità di progettazione limitate per il clacson e spesso attraverso ripetute riparazioni per raggiungere gli indicatori di progettazione. Pertanto, è necessario sfruttare i nostri vantaggi tecnologici per sviluppare trombe durevoli e un metodo di progettazione ragionevole.
2 Principio della saldatura plastica ad ultrasuoni
La saldatura plastica ad ultrasuoni è un metodo di lavorazione che utilizza la combinazione di materiali termoplastici nella vibrazione forzata ad alta frequenza e le superfici di saldatura sfregano l'una contro l'altra per produrre una fusione locale ad alta temperatura. Per ottenere buoni risultati di saldatura a ultrasuoni sono necessari attrezzature, materiali e parametri di processo. Quella che segue è una breve introduzione al suo principio.
2.1 Sistema di saldatura plastica ad ultrasuoni
La Figura 1 è una vista schematica di un sistema di saldatura. L'energia elettrica viene fatta passare attraverso il generatore di segnale e l'amplificatore di potenza per produrre un segnale elettrico alternato di frequenza ultrasonica (> 20 kHz) che viene applicato al trasduttore (ceramica piezoelettrica). Attraverso il trasduttore, l'energia elettrica diventa l'energia della vibrazione meccanica, e l'ampiezza della vibrazione meccanica viene regolata dal corno all'ampiezza di lavoro appropriata, e quindi trasmessa uniformemente al materiale a contatto con esso attraverso il corno. Le superfici di contatto dei due materiali di saldatura sono soggette a vibrazioni forzate ad alta frequenza e il calore di attrito genera una fusione locale ad alta temperatura. Dopo il raffreddamento, i materiali vengono combinati per ottenere la saldatura.
In un sistema di saldatura, la sorgente del segnale è una parte del circuito che contiene un circuito amplificatore di potenza la cui stabilità di frequenza e capacità di pilotaggio influiscono sulle prestazioni della macchina. Il materiale è termoplastico e la progettazione della superficie del giunto deve considerare come generare rapidamente calore e attraccare. Trasduttori, trombe e trombe possono essere tutte considerate strutture meccaniche per una facile analisi dell'accoppiamento delle loro vibrazioni. Nella saldatura della plastica, le vibrazioni meccaniche vengono trasmesse sotto forma di onde longitudinali. Come trasferire efficacemente l'energia e regolare l'ampiezza è il punto principale della progettazione.
2.2corno
Il corno funge da interfaccia di contatto tra la saldatrice a ultrasuoni e il materiale. La sua funzione principale è quella di trasmettere in modo uniforme ed efficiente la vibrazione meccanica longitudinale emessa dal variatore al materiale. Il materiale utilizzato è solitamente una lega di alluminio di alta qualità o addirittura una lega di titanio. Poiché il design dei materiali plastici cambia molto, l'aspetto è molto diverso e il clacson deve cambiare di conseguenza. La forma della superficie di lavoro deve adattarsi bene al materiale, in modo da non danneggiare la plastica durante le vibrazioni; allo stesso tempo, la frequenza solida della vibrazione longitudinale di primo ordine deve essere coordinata con la frequenza di uscita della saldatrice, altrimenti l'energia di vibrazione verrà consumata internamente. Quando il corno vibra, si verifica una concentrazione locale dello stress. Anche come ottimizzare queste strutture locali è una considerazione di progettazione. Questo articolo esplora come applicare la tromba di progettazione ANSYS per ottimizzare i parametri di progettazione e le tolleranze di produzione.
Design a 3 trombe di saldatura
Come accennato in precedenza, il design della tromba di saldatura è piuttosto importante. Ci sono molti fornitori di apparecchiature ad ultrasuoni in Cina che producono i propri corni di saldatura, ma una parte considerevole di essi sono imitazioni e quindi vengono costantemente tagliati e testati. Attraverso questo metodo di regolazione ripetuto, si ottiene la coordinazione della frequenza del clacson e dell'apparecchiatura. In questo articolo, il metodo degli elementi finiti può essere utilizzato per determinare la frequenza durante la progettazione della tromba. Il risultato del test della tromba e l'errore di frequenza di progetto sono solo dell'1%. Allo stesso tempo, questo articolo introduce il concetto di DFSS (Design For Six Sigma) per ottimizzare e progettare in modo robusto la tromba. Il concetto del design 6-Sigma è quello di raccogliere pienamente la voce del cliente nel processo di progettazione per una progettazione mirata; e considerazione preliminare di possibili deviazioni nel processo di produzione per garantire che la qualità del prodotto finale sia distribuita entro un livello ragionevole. Il processo di progettazione è mostrato nella Figura 2. Partendo dallo sviluppo degli indicatori di progettazione, la struttura e le dimensioni della tromba vengono inizialmente progettate in base all'esperienza esistente. Il modello parametrico viene stabilito in ANSYS, quindi il modello viene determinato mediante il metodo DOE (Simulation Experiment Design). I parametri importanti, in base ai requisiti robusti, determinano il valore e quindi utilizzano il metodo del sottoproblema per ottimizzare altri parametri. Tenendo conto dell'influenza dei materiali e dei parametri ambientali durante la produzione e l'uso del clacson, è stato inoltre progettato con tolleranze per soddisfare i requisiti dei costi di produzione. Infine, la progettazione della produzione, dei test e della teoria dei test e l'errore effettivo, per soddisfare gli indicatori di progettazione forniti. La seguente introduzione dettagliata passo dopo passo.

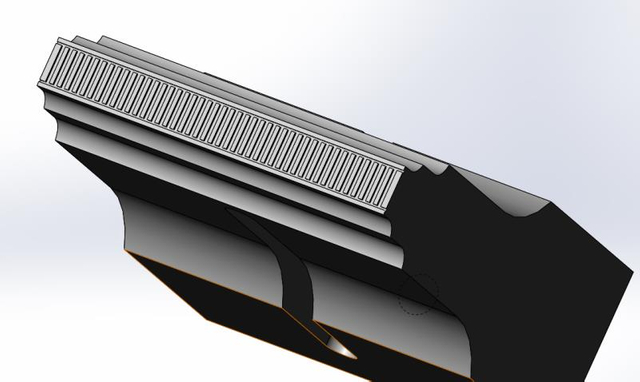
3.1 Progettazione di forme geometriche (creazione di un modello parametrico)
La progettazione del corno di saldatura determina innanzitutto la sua forma geometrica e struttura approssimativa e stabilisce un modello parametrico per la successiva analisi. La Figura 3 a) è la struttura del corno di saldatura più comune, in cui una serie di scanalature a forma di U vengono aperte nella direzione della vibrazione su un materiale di circa cuboide. Le dimensioni complessive sono le lunghezze delle direzioni X, Y e Z, mentre le dimensioni laterali X e Y sono generalmente paragonabili alla dimensione del pezzo da saldare. La lunghezza di Z è uguale alla metà della lunghezza d'onda dell'onda ultrasonica, perché nella teoria classica delle vibrazioni, la frequenza assiale di primo ordine dell'oggetto allungato è determinata dalla sua lunghezza e la lunghezza della semionda corrisponde esattamente alla frequenza dell'onda acustica. Questo disegno è stato esteso. L'uso, è benefico per la diffusione delle onde sonore. Lo scopo della scanalatura a U è ridurre la perdita di vibrazione laterale della tromba. La posizione, la dimensione e il numero sono determinati in base alla dimensione complessiva del corno. Si può vedere che in questo progetto ci sono meno parametri che possono essere regolati liberamente, quindi abbiamo apportato miglioramenti su questa base. La Figura 3 b) è un corno di nuova concezione che ha un parametro dimensionale in più rispetto al design tradizionale: il raggio dell'arco esterno R. Inoltre, la scanalatura è incisa sulla superficie di lavoro del corno per cooperare con la superficie del pezzo di plastica, il che è utile per trasmettere l'energia di vibrazione e proteggere il pezzo da eventuali danni. Questo modello viene regolarmente modellato parametricamente in ANSYS e quindi nel successivo disegno sperimentale.
3.2 Disegno sperimentale DOE (determinazione dei parametri importanti)
DFSS è stato creato per risolvere problemi pratici di ingegneria. Non persegue la perfezione, ma è efficace e robusta. Incarna l'idea di 6-Sigma, cattura la contraddizione principale e abbandona il '99,97%', richiedendo al contempo che il design sia abbastanza resistente alla variabilità ambientale. Pertanto, prima di ottimizzare i parametri target, è necessario vagliarli innanzitutto, selezionando le dimensioni che hanno un'influenza importante sulla struttura e determinandone i valori secondo il principio di robustezza.
3.2.1 Impostazione dei parametri DOE e DOE
I parametri di progettazione sono la forma del corno e la posizione dimensionale della scanalatura a forma di U, ecc., per un totale di otto. Il parametro target è la frequenza di vibrazione assiale del primo ordine perché ha la maggiore influenza sulla saldatura e la massima sollecitazione concentrata e la differenza nell'ampiezza della superficie di lavoro sono limitate come variabili di stato. Sulla base dell'esperienza, si presuppone che l'effetto dei parametri sui risultati sia lineare, quindi ciascun fattore è impostato solo su due livelli, alto e basso. L'elenco dei parametri e dei nomi corrispondenti è il seguente.
Il DOE viene eseguito in ANSYS utilizzando il modello parametrico precedentemente stabilito. A causa delle limitazioni del software, il DOE a fattore intero può utilizzare solo fino a 7 parametri, mentre il modello ha 8 parametri e l'analisi di ANSYS dei risultati DOE non è completa come il software professionale 6-sigma e non può gestire l'interazione. Pertanto, utilizziamo APDL per scrivere un ciclo DOE per calcolare ed estrarre i risultati del programma, quindi inserire i dati in Minitab per l'analisi.
3.2.2 Analisi dei risultati DOE
L'analisi DOE di Minitab è mostrata nella Figura 4 e include l'analisi dei principali fattori che influenzano e l'analisi delle interazioni. L'analisi dei principali fattori di influenza viene utilizzata per determinare quali modifiche alle variabili di progettazione hanno un impatto maggiore sulla variabile target, indicando così quali sono le variabili di progettazione importanti. L'interazione tra i fattori viene quindi analizzata per determinare il livello dei fattori e ridurre il grado di accoppiamento tra le variabili di progettazione. Confrontare il grado di cambiamento di altri fattori quando un fattore di progettazione è alto o basso. Secondo l'assioma indipendente, il design ottimale non è accoppiato tra loro, quindi scegli il livello meno variabile.
I risultati dell'analisi del corno di saldatura in questo documento sono: i parametri di progettazione importanti sono il raggio dell'arco esterno e la larghezza della fessura del corno. Il livello di entrambi i parametri è 'alto', ovvero il raggio assume un valore maggiore nel DOE e anche la larghezza della scanalatura assume un valore maggiore. Sono stati determinati i parametri importanti e i loro valori, quindi sono stati utilizzati diversi altri parametri per ottimizzare il progetto in ANSYS per regolare la frequenza del clacson in modo che corrisponda alla frequenza operativa della saldatrice. Il processo di ottimizzazione è il seguente.
3.3 Ottimizzazione dei parametri target (frequenza del clacson)
Le impostazioni dei parametri dell'ottimizzazione del progetto sono simili a quelle del DOE. La differenza è che i valori di due parametri importanti sono già stati determinati, mentre gli altri tre parametri si riferiscono alle proprietà del materiale, che sono considerate rumore e non possono essere ottimizzate. I restanti tre parametri che possono essere regolati sono la posizione assiale della fessura, la lunghezza e la larghezza della tromba. L'ottimizzazione utilizza il metodo di approssimazione del sottoproblema in ANSYS, che è un metodo ampiamente utilizzato nei problemi di ingegneria, e il processo specifico viene omesso.
Vale la pena notare che l'utilizzo della frequenza come variabile target richiede un po' di abilità operativa. Poiché esistono molti parametri di progettazione e un'ampia gamma di variazioni, i modi di vibrazione della tromba sono numerosi nella gamma di frequenze di interesse. Se si utilizza direttamente il risultato dell'analisi modale, è difficile trovare la modalità assiale del primo ordine, poiché l'interlacciamento della sequenza modale può verificarsi quando cambiano i parametri, ovvero cambia l'ordinale della frequenza naturale corrispondente alla modalità originale. Pertanto, questo articolo adotta prima l'analisi modale e poi utilizza il metodo di sovrapposizione modale per ottenere la curva di risposta in frequenza. Trovando il valore di picco della curva di risposta in frequenza, è possibile garantire la frequenza modale corrispondente. Questo è molto importante nel processo di ottimizzazione automatica, poiché elimina la necessità di determinare manualmente la modalità.
Una volta completata l'ottimizzazione, la frequenza operativa di progetto della tromba può essere molto vicina alla frequenza target e l'errore è inferiore al valore di tolleranza specificato nell'ottimizzazione. A questo punto viene sostanzialmente determinato il design della tromba, seguito dalle tolleranze di produzione per il progetto di produzione.
3.4 Progettazione delle tolleranze
La progettazione strutturale generale viene completata dopo che tutti i parametri di progettazione sono stati determinati, ma per i problemi di ingegneria, soprattutto se si considera il costo della produzione di massa, la progettazione delle tolleranze è essenziale. Anche il costo della bassa precisione è ridotto, ma la capacità di soddisfare le metriche di progettazione richiede calcoli statistici per calcoli quantitativi. Il PDS Probability Design System in ANSYS può analizzare meglio la relazione tra la tolleranza dei parametri di progettazione e la tolleranza dei parametri target e può generare file di report correlati completi.
3.4.1 Impostazioni e calcoli dei parametri PDS
Secondo l'idea DFSS, l'analisi delle tolleranze dovrebbe essere eseguita su importanti parametri di progettazione e altre tolleranze generali possono essere determinate empiricamente. La situazione in questo articolo è piuttosto speciale, perché in base alla capacità di lavorazione, la tolleranza di produzione dei parametri di progettazione geometrica è molto piccola e ha poco effetto sulla frequenza finale della tromba; mentre i parametri delle materie prime sono molto diversi a causa dei fornitori e il prezzo delle materie prime rappresenta oltre l'80% dei costi di lavorazione del corno. Pertanto, è necessario impostare un intervallo di tolleranza ragionevole per le proprietà del materiale. Le proprietà del materiale rilevanti in questo caso sono la densità, il modulo di elasticità e la velocità di propagazione delle onde sonore.
L'analisi della tolleranza utilizza la simulazione Monte Carlo casuale in ANSYS per campionare il metodo Latin Hypercube perché può rendere la distribuzione dei punti di campionamento più uniforme e ragionevole e ottenere una migliore correlazione con un minor numero di punti. Questo documento fissa 30 punti. Supponiamo che le tolleranze dei tre parametri del materiale siano distribuite secondo Gauss, inizialmente con un limite superiore e inferiore e quindi calcolate in ANSYS.
3.4.2 Analisi dei risultati PDS
Attraverso il calcolo della PDS si ottengono i valori delle variabili target corrispondenti a 30 punti di campionamento. La distribuzione delle variabili target è sconosciuta. I parametri vengono adattati nuovamente utilizzando il software Minitab e la frequenza viene sostanzialmente distribuita secondo la distribuzione normale. Ciò garantisce la teoria statistica dell'analisi della tolleranza.
Il calcolo PDS fornisce una formula di adattamento dalla variabile di progetto all'espansione di tolleranza della variabile di destinazione: dove y è la variabile di destinazione, x è la variabile di progetto, c è il coefficiente di correlazione e i è il numero della variabile.
In base a ciò, la tolleranza target può essere assegnata a ciascuna variabile di progettazione per completare l'attività di progettazione della tolleranza.
3.5 Verifica sperimentale
La parte anteriore è il processo di progettazione dell'intero corno di saldatura. Dopo il completamento, le materie prime vengono acquistate secondo le tolleranze dei materiali consentite dal progetto e quindi consegnate allo stabilimento di produzione. I test di frequenza e modali vengono eseguiti dopo il completamento della produzione e il metodo di test utilizzato è il metodo di test da cecchino più semplice ed efficace. Poiché l'indice più interessato è la frequenza modale assiale del primo ordine, il sensore di accelerazione è collegato alla superficie di lavoro e l'altra estremità viene colpita lungo la direzione assiale e la frequenza effettiva del clacson può essere ottenuta mediante analisi spettrale. Il risultato della simulazione del progetto è 14925 Hz, il risultato del test è 14954 Hz, la risoluzione della frequenza è 16 Hz e l'errore massimo è inferiore all'1%. Si può vedere che la precisione della simulazione degli elementi finiti nel calcolo modale è molto elevata.
Dopo aver superato la prova sperimentale, la tromba viene messa in produzione e assemblata sulla saldatrice ad ultrasuoni. La condizione di reazione è buona. Il lavoro è stabile da più di sei mesi e il tasso di qualificazione della saldatura è elevato, superando la durata di servizio di tre mesi promessa dal produttore di apparecchiature generali. Ciò dimostra che il progetto ha avuto successo e che il processo di produzione non è stato modificato e adattato ripetutamente, con un risparmio di tempo e manodopera.
4 Conclusione
Questo articolo inizia con il principio della saldatura ad ultrasuoni della plastica, coglie profondamente il focus tecnico della saldatura e propone il concetto di design del nuovo corno. Quindi utilizzare la potente funzione di simulazione degli elementi finiti per analizzare concretamente il progetto e introdurre l'idea progettuale 6-Sigma di DFSS e controllare i parametri di progettazione importanti attraverso la progettazione sperimentale ANSYS DOE e l'analisi delle tolleranze PDS per ottenere una progettazione robusta. Alla fine, la tromba è stata fabbricata con successo una volta e il progetto è risultato ragionevole in base al test sperimentale di frequenza e alla verifica della produzione effettiva. Dimostra inoltre che questo insieme di metodi di progettazione è fattibile ed efficace.