Česky
Zobrazení: 616 Autor: Editor webu Čas publikování: 2019-07-17 Původ: místo
Jak využít optimalizaci parametrů MKP ANSYS a pravděpodobnostní návrh ultrazvukové svařovací trysky
Předmluva
S rozvojem ultrazvukové techniky je jeho uplatnění stále rozsáhlejší, lze s ním čistit drobné částečky nečistot, lze s ním také svařovat kov nebo plast. Zejména v dnešních plastových výrobcích se většinou používá ultrazvukové svařování, protože odpadá šroubová struktura, vzhled může být dokonalejší a je zajištěna i funkce hydroizolace a prachotěsnosti. Konstrukce svařovacího nástavce na plasty má významný vliv na výslednou kvalitu svařování a výrobní kapacitu. Při výrobě nových elektroměrů se používají ultrazvukové vlny ke spojení horní a spodní strany dohromady. Během používání se však zjistí, že některé klaksony jsou na stroji nainstalovány a během krátké doby prasknou a dojde k dalším poruchám. Některá svařovací houkačka Četnost vad je vysoká. Na výrobu měly značný vliv různé závady. Podle porozumění mají dodavatelé zařízení omezené konstrukční možnosti pro sirénu a často opakovanými opravami dosahují návrhových ukazatelů. Proto je nutné využít našich vlastních technologických výhod k vývoji odolné rohoviny a rozumné konstrukční metody.
2 Princip ultrazvukového svařování plastů
Ultrazvukové svařování plastů je metoda zpracování, která využívá kombinaci termoplastů při vysokofrekvenčním nuceném chvění a svařovací povrchy se o sebe třou za účelem místního vysokoteplotního tavení. Pro dosažení dobrých výsledků ultrazvukového svařování je zapotřebí vybavení, materiály a parametry procesu. Následuje stručný úvod do jeho principu.
2.1 Ultrazvukový systém svařování plastů
Obrázek 1 je schematický pohled na svařovací systém. Elektrická energie prochází generátorem signálu a zesilovačem výkonu a vytváří střídavý elektrický signál o ultrazvukové frekvenci (> 20 kHz), který je aplikován na měnič (piezoelektrická keramika). Prostřednictvím měniče se elektrická energie stává energií mechanické vibrace a amplituda mechanických vibrací je upravena trychtýřem na vhodnou pracovní amplitudu a poté rovnoměrně přenášena na materiál, který je s ním v kontaktu, přes trysku. Kontaktní povrchy dvou svařovacích materiálů jsou vystaveny vysokofrekvenčnímu vynuceným vibracím a třecí teplo vytváří místní vysokoteplotní tavení. Po ochlazení se materiály spojí, aby se dosáhlo svařování.
Ve svařovacím systému je zdrojem signálu část obvodu, která obsahuje obvod výkonového zesilovače, jehož frekvenční stabilita a schopnost pohonu ovlivňují výkon stroje. Materiál je termoplast a při návrhu povrchu spoje je třeba zvážit, jak rychle generovat teplo a ukotvit. Snímače, houkačky a houkačky lze všechny považovat za mechanické struktury pro snadnou analýzu vazby jejich vibrací. Při svařování plastů se mechanické kmitání přenáší ve formě podélných vln. Jak efektivně přenášet energii a upravovat amplitudu je hlavním bodem návrhu.
2.2 roh
Trychtýř slouží jako kontaktní rozhraní mezi ultrazvukovým svařovacím strojem a materiálem. Jeho hlavní funkcí je přenášet podélné mechanické vibrace vydávané variátorem rovnoměrně a efektivně na materiál. Použitým materiálem je obvykle vysoce kvalitní hliníková slitina nebo dokonce slitina titanu. Protože se design plastových materiálů hodně mění, vzhled je velmi odlišný a podle toho se musí změnit i klakson. Tvar pracovní plochy by měl být dobře přizpůsoben materiálu, aby nedošlo k poškození plastu při vibracích; současně by měla být pevná frekvence podélných vibrací prvního řádu koordinována s výstupní frekvencí svářečky, jinak bude vibrační energie spotřebována interně. Když klakson vibruje, dochází k místní koncentraci napětí. Jak optimalizovat tyto místní struktury je také konstrukční hledisko. Tento článek se zabývá tím, jak použít návrhový roh ANSYS pro optimalizaci konstrukčních parametrů a výrobních tolerancí.
3 provedení svařovací trysky
Jak již bylo zmíněno dříve, konstrukce svařovacího rohu je velmi důležitá. V Číně je mnoho dodavatelů ultrazvukových zařízení, kteří si vyrábějí vlastní svařovací trychtýře, ale značnou část z nich tvoří napodobeniny, které se pak neustále ořezávají a testují. Prostřednictvím této metody opakovaného nastavení je dosaženo koordinace klaksonu a frekvence zařízení. V tomto příspěvku je možné použít metodu konečných prvků pro určení frekvence při návrhu houkačky. Výsledek testu houkačky a chyba návrhu frekvence jsou pouze 1 %. Zároveň tento článek představuje koncept DFSS (Design For Six Sigma) pro optimalizaci a robustní konstrukci klaksonu. Koncept 6-Sigma designu je plně shromáždit hlas zákazníka v procesu návrhu pro cílený design; a předběžné zvážení možných odchylek ve výrobním procesu, aby bylo zajištěno, že kvalita konečného produktu je distribuována v rozumné míře. Proces návrhu je znázorněn na obrázku 2. Počínaje vývojem návrhových indikátorů se nejprve navrhne struktura a rozměry klaksonu podle dosavadních zkušeností. Parametrický model je vytvořen v ANSYS a poté je model určen metodou návrhu simulačního experimentu (DOE). Důležité parametry podle robustních požadavků určují hodnotu a poté pomocí metody dílčího problému optimalizujte další parametry. S přihlédnutím k vlivu materiálů a environmentálních parametrů při výrobě a použití zvukovodu byl také navržen s tolerancemi, aby vyhovoval požadavkům na výrobní náklady. Konečně, výroba, testování a testování teorie designu a skutečné chyby, aby splnily design indikátory, které jsou dodávány. Následující podrobný úvod krok za krokem.

3.1 Návrh geometrického tvaru (vytvoření parametrického modelu)
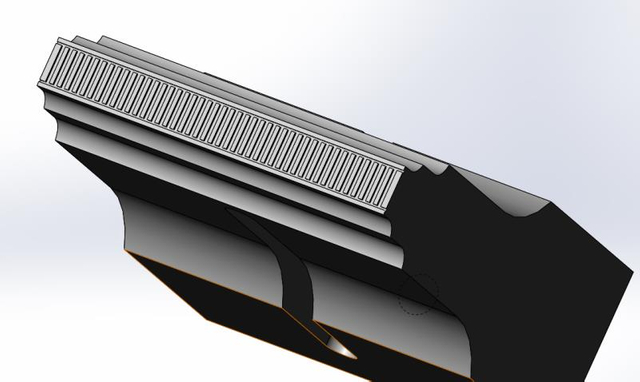
Návrh svařovací trysky nejprve určí její přibližný geometrický tvar a strukturu a stanoví parametrický model pro následnou analýzu. Obrázek 3 a) je provedení nejběžnějšího svařovacího rohu, u kterého je na materiálu přibližně kvádru otevřena řada drážek ve tvaru U ve směru kmitání. Celkové rozměry jsou délky ve směrech X, Y a Z a boční rozměry X a Y jsou obecně srovnatelné s velikostí svařovaného obrobku. Délka Z se rovná poloviční vlnové délce ultrazvukové vlny, protože v klasické teorii vibrací je axiální frekvence prvního řádu podlouhlého předmětu určena jeho délkou a délka půlvlny je přesně shodná s frekvencí akustické vlny. Tento design byl rozšířen. Použití je prospěšné pro šíření zvukových vln. Účelem drážky ve tvaru U je snížit ztrátu bočních vibrací zvukovodu. Poloha, velikost a počet se určuje podle celkové velikosti klaksonu. Je vidět, že v tomto provedení je méně parametrů, které lze libovolně regulovat, proto jsme na tomto základě provedli vylepšení. Obrázek 3 b) je nově navržený zvukovod, který má o jeden rozměrový parametr více než tradiční provedení: vnější poloměr oblouku R. Kromě toho je drážka vyrytá na pracovní ploše zvukovodu, aby spolupracovala s povrchem plastového obrobku, což je výhodné pro přenos vibrační energie a ochranu obrobku před poškozením. Tento model je rutinně parametricky modelován v ANSYS a poté následuje další experimentální návrh.
3.2 Experimentální návrh DOE (stanovení důležitých parametrů)
DFSS je vytvořen pro řešení praktických technických problémů. Neusiluje o dokonalost, ale je efektivní a robustní. Ztělesňuje myšlenku 6-Sigma, zachycuje hlavní rozpor a opouští '99,97%', přičemž vyžaduje, aby byl design poměrně odolný vůči proměnlivosti prostředí. Před provedením optimalizace cílového parametru by proto měl být nejprve prověřen a měla by být vybrána velikost, která má důležitý vliv na strukturu, a jejich hodnoty by měly být určeny podle principu robustnosti.
3.2.1 Nastavení parametrů DOE a DOE
Konstrukční parametry jsou tvar rohoviny a velikostní poloha drážky ve tvaru U atd., celkem osm. Cílovým parametrem je frekvence axiálních vibrací prvního řádu, protože má největší vliv na svar a maximální koncentrované napětí a rozdíl v amplitudě pracovní plochy jsou omezeny jako stavové veličiny. Na základě zkušeností se předpokládá, že vliv parametrů na výsledky je lineární, takže každý faktor je nastaven pouze na dvě úrovně, vysokou a nízkou. Seznam parametrů a odpovídajících názvů je následující.
DOE se provádí v ANSYS pomocí dříve zavedeného parametrického modelu. Kvůli softwarovým omezením může plnofaktorový DOE používat pouze až 7 parametrů, zatímco model má 8 parametrů a analýza výsledků DOE společnosti ANSYS není tak komplexní jako profesionální 6-sigma software a nezvládá interakci. Proto používáme APDL k zápisu smyčky DOE pro výpočet a extrahování výsledků programu a poté vložíme data do programu Minitab pro analýzu.
3.2.2 Analýza výsledků DOE
Analýza DOE společnosti Minitab je znázorněna na obrázku 4 a zahrnuje analýzu hlavních ovlivňujících faktorů a analýzu interakcí. Analýza hlavního ovlivňujícího faktoru se používá k určení, které změny návrhových proměnných mají větší dopad na cílovou proměnnou, čímž se označí, které jsou důležité návrhové proměnné. Interakce mezi faktory se pak analyzuje, aby se určila úroveň faktorů a snížila se míra vazby mezi návrhovými proměnnými. Porovnejte míru změny ostatních faktorů, když je návrhový faktor vysoký nebo nízký. Podle nezávislého axiomu není optimální návrh vzájemně propojen, proto zvolte úroveň, která je méně variabilní.
Výsledky analýzy svařovacího trychtýře v tomto článku jsou: důležitými konstrukčními parametry jsou vnější poloměr oblouku a šířka štěrbiny trychtýře. Úroveň obou parametrů je 'vysoká', to znamená, že poloměr má větší hodnotu v DOE a šířka drážky také nabývá větší hodnoty. Byly stanoveny důležité parametry a jejich hodnoty a následně bylo použito několik dalších parametrů k optimalizaci návrhu v ANSYSu, aby se upravila frekvence houkačky tak, aby odpovídala pracovní frekvenci svářečky. Proces optimalizace je následující.
3.3 Optimalizace cílových parametrů (frekvence houkačky)
Nastavení parametrů optimalizace návrhu je podobné jako u DOE. Rozdíl je v tom, že byly stanoveny hodnoty dvou důležitých parametrů a další tři parametry souvisí s vlastnostmi materiálu, které jsou považovány za hluk a nelze je optimalizovat. Zbývající tři parametry, které lze upravit, jsou axiální poloha štěrbiny, délka a šířka trubky. Optimalizace využívá metodu aproximace dílčích problémů v ANSYS, což je široce používaná metoda v inženýrských problémech, a konkrétní proces je vynechán.
Stojí za zmínku, že použití frekvence jako cílové proměnné vyžaduje trochu zručnosti v ovládání. Protože existuje mnoho konstrukčních parametrů a široký rozsah variací, vibračních režimů houkačky je mnoho v požadovaném frekvenčním rozsahu. Pokud je přímo použit výsledek modální analýzy, je obtížné najít axiální režim prvního řádu, protože k modálnímu sekvenčnímu prokládání může dojít, když se změní parametry, to znamená, že se změní ordinála vlastní frekvence odpovídající původnímu režimu. Proto tento článek nejprve používá modální analýzu a poté používá metodu modální superpozice k získání křivky frekvenční odezvy. Nalezením špičkové hodnoty křivky frekvenční odezvy může zajistit odpovídající modální frekvenci. To je velmi důležité v procesu automatické optimalizace, čímž odpadá nutnost ručně určovat modalitu.
Po dokončení optimalizace může být návrhová pracovní frekvence houkačky velmi blízko cílové frekvenci a chyba je menší než hodnota tolerance specifikovaná v optimalizaci. V tomto okamžiku je v zásadě určen návrh klaksonu, následovaný výrobními tolerancemi pro návrh výroby.
3.4 Návrh tolerance
Obecný konstrukční návrh je dokončen poté, co byly stanoveny všechny návrhové parametry, ale pro inženýrské problémy, zejména s ohledem na náklady hromadné výroby, je návrh tolerancí zásadní. Sníží se také náklady na nízkou přesnost, ale schopnost splnit metriky návrhu vyžaduje statistické výpočty pro kvantitativní výpočty. PDS Probability Design System v ANSYS může lépe analyzovat vztah mezi tolerancí parametru návrhu a tolerancí cílového parametru a může generovat kompletní související soubory zpráv.
3.4.1 Nastavení a výpočty parametrů PDS
Podle myšlenky DFSS by měla být analýza tolerancí provedena na důležitých konstrukčních parametrech a další obecné tolerance mohou být určeny empiricky. Situace v tomto článku je zcela zvláštní, protože podle schopnosti obrábění je výrobní tolerance geometrických konstrukčních parametrů velmi malá a má malý vliv na konečnou frekvenci rohu; zatímco parametry surovin se díky dodavatelům značně liší a cena surovin tvoří více než 80 % nákladů na zpracování rohoviny. Proto je nutné nastavit rozumné toleranční rozmezí pro vlastnosti materiálu. Relevantními materiálovými vlastnostmi jsou zde hustota, modul pružnosti a rychlost šíření zvukových vln.
Toleranční analýza používá náhodnou simulaci Monte Carlo v ANSYS pro vzorkování metody Latin Hypercube, protože může distribuci vzorkovacích bodů učinit rovnoměrnější a rozumnější a získat lepší korelaci s menším počtem bodů. Tato práce stanoví 30 bodů. Předpokládejme, že tolerance tří materiálových parametrů jsou rozděleny podle Gausse, zpočátku s horním a dolním limitem a poté vypočteny v ANSYS.
3.4.2 Analýza výsledků PDS
Výpočtem PDS jsou dány cílové hodnoty proměnné odpovídající 30 odběrným místům. Distribuce cílových proměnných není známa. Parametry jsou opět osazeny pomocí softwaru Minitab a frekvence je v podstatě rozdělena podle normálního rozdělení. To zajišťuje statistickou teorii toleranční analýzy.
Výpočet PDS poskytuje odpovídající vzorec z návrhové proměnné k rozšíření tolerance cílové proměnné: kde y je cílová proměnná, x je návrhová proměnná, c je korelační koeficient a i je číslo proměnné.
Podle toho lze ke každé návrhové proměnné přiřadit cílovou toleranci, aby se dokončil úkol návrhu tolerance.
3.5 Experimentální ověření
Přední část je procesem návrhu celého svařovacího rohu. Po dokončení jsou suroviny nakupovány podle materiálových tolerancí povolených konstrukcí a následně dodávány do výroby. Frekvenční a modální testování se provádí po dokončení výroby a použitá testovací metoda je nejjednodušší a nejúčinnější testovací metodou odstřelovačů. Protože nejvíce dotčeným indexem je axiální modální frekvence prvního řádu, snímač zrychlení je připojen k pracovní ploše a druhý konec je udeřen v axiálním směru a skutečnou frekvenci klaksonu lze získat spektrální analýzou. Výsledek simulace návrhu je 14925 Hz, výsledek testu je 14954 Hz, frekvenční rozlišení je 16 Hz a maximální chyba je menší než 1 %. Je vidět, že přesnost simulace metodou konečných prvků v modálním výpočtu je velmi vysoká.
Po absolvování experimentální zkoušky je klakson uveden do výroby a montáže na ultrazvukovém svařovacím stroji. Podmínky reakce jsou dobré. Práce jsou více než půl roku stabilní a kvalifikace svářečů je vysoká, která přesáhla tříměsíční životnost přislíbenou generálním výrobcem zařízení. To ukazuje, že návrh je úspěšný a výrobní proces nebyl opakovaně upravován a upravován, což šetří čas a pracovní sílu.
4 Závěr
Tento článek začíná principem ultrazvukového svařování plastů, hluboce se zabývá technickým zaměřením svařování a navrhuje koncepci nové trysky. Poté použijte výkonnou simulační funkci konečných prvků ke konkrétní analýze návrhu a zaveďte myšlenku 6-Sigma návrhu DFSS a ovládejte důležité parametry návrhu pomocí experimentálního návrhu ANSYS DOE a analýzy tolerancí PDS, abyste dosáhli robustního návrhu. Nakonec byl klakson úspěšně vyroben jednou a návrh byl přiměřený experimentálním frekvenčním testem a skutečným ověřením výroby. To také dokazuje, že tento soubor metod návrhu je proveditelný a účinný.