Polski
Wyświetlenia: 616 Autor: Edytor witryny Czas publikacji: 2019-07-17 Pochodzenie: Strona
Jak korzystać z optymalizacji parametrów FEM ANSYS i projektowania prawdopodobieństwa ultradźwiękowego rogu spawalniczego
Przedmowa
Wraz z rozwojem technologii ultradźwiękowej jej zastosowanie jest coraz szersze, można ją stosować do oczyszczania drobnych cząstek brudu, można ją stosować także do spawania metalu czy tworzyw sztucznych. Zwłaszcza w dzisiejszych produktach z tworzyw sztucznych najczęściej stosuje się zgrzewanie ultradźwiękowe, ponieważ pominięto strukturę śruby, wygląd może być doskonalszy, a także zapewniona jest funkcja hydroizolacji i pyłoszczelności. Konstrukcja rogu spawalniczego z tworzywa sztucznego ma istotny wpływ na ostateczną jakość spawania i wydajność produkcyjną. W produkcji nowych liczników elektrycznych fale ultradźwiękowe służą do łączenia górnej i dolnej powierzchni. Jednak podczas użytkowania okazuje się, że niektóre rogi są zamontowane na maszynie i pękają, a w krótkim czasie pojawiają się inne awarie. Niektóre róg spawalniczy Wskaźnik defektów jest wysoki. Różne usterki miały znaczny wpływ na produkcję. Zgodnie z porozumieniem dostawcy sprzętu mają ograniczone możliwości projektowania klaksonu i często poprzez wielokrotne naprawy osiągają wskaźniki projektowe. Dlatego konieczne jest wykorzystanie własnych przewag technologicznych w celu opracowania trwałego rogu i rozsądnej metody projektowania.
2 Zasada ultradźwiękowego zgrzewania tworzyw sztucznych
Ultradźwiękowe spawanie tworzyw sztucznych to metoda przetwarzania, która wykorzystuje kombinację tworzyw termoplastycznych w wymuszonych wibracjach o wysokiej częstotliwości, a powierzchnie spawania ocierają się o siebie, powodując miejscowe topienie w wysokiej temperaturze. Aby osiągnąć dobre wyniki zgrzewania ultradźwiękowego, wymagany jest sprzęt, materiały i parametry procesu. Poniżej znajduje się krótkie wprowadzenie do jego zasady.
2.1 System ultradźwiękowego zgrzewania tworzyw sztucznych
Figura 1 jest schematycznym widokiem systemu spawalniczego. Energia elektryczna przepuszczana jest przez generator sygnału i wzmacniacz mocy w celu wytworzenia przemiennego sygnału elektrycznego o częstotliwości ultradźwiękowej (> 20 kHz), który jest doprowadzany do przetwornika (ceramiki piezoelektrycznej). Za pośrednictwem przetwornika energia elektryczna staje się energią drgań mechanicznych, a amplituda drgań mechanicznych jest przez tubę dostosowywana do odpowiedniej amplitudy roboczej, a następnie poprzez tubę równomiernie przekazywana na materiał z nią stykający się. Powierzchnie styku dwóch materiałów spawalniczych poddawane są wymuszonym wibracjom o wysokiej częstotliwości, a ciepło tarcia powoduje miejscowe topienie w wysokiej temperaturze. Po ochłodzeniu materiały łączy się w celu uzyskania spawania.
W systemie spawalniczym źródłem sygnału jest część obwodu zawierająca obwód wzmacniacza mocy, którego stabilność częstotliwości i możliwości napędu wpływają na wydajność urządzenia. Materiał jest tworzywem termoplastycznym, a projekt powierzchni złącza musi uwzględniać sposób szybkiego generowania ciepła i dokowania. Przetworniki, tuby i tuby można uznać za konstrukcje mechaniczne w celu łatwej analizy sprzężenia ich wibracji. Podczas spawania tworzyw sztucznych drgania mechaniczne przenoszone są w postaci fal podłużnych. Głównym założeniem projektu jest skuteczne przekazywanie energii i dostosowywanie amplitudy.
2,2 róg
Róg służy jako interfejs kontaktowy pomiędzy zgrzewarką ultradźwiękową a materiałem. Jego główną funkcją jest równomierne i skuteczne przenoszenie wzdłużnych wibracji mechanicznych wytwarzanych przez wariator na materiał. Zastosowanym materiałem jest zwykle wysokiej jakości stop aluminium lub nawet stop tytanu. Ponieważ konstrukcja materiałów z tworzyw sztucznych bardzo się zmienia, wygląd jest bardzo różny, a klakson musi się odpowiednio zmienić. Kształt powierzchni roboczej powinien być dobrze dopasowany do materiału, aby podczas wibracji nie uszkodzić tworzywa; jednocześnie częstotliwość drgań podłużnych pierwszego rzędu powinna być skoordynowana z częstotliwością wyjściową spawarki, w przeciwnym razie energia drgań zostanie zużyta wewnętrznie. Kiedy klakson wibruje, następuje lokalna koncentracja naprężeń. Sposób optymalizacji tych lokalnych struktur jest również rozważany podczas projektowania. W tym artykule omówiono, jak zastosować róg projektowy ANSYS w celu optymalizacji parametrów projektowych i tolerancji produkcyjnych.
3 konstrukcja rogu spawalniczego
Jak wspomniano wcześniej, konstrukcja rogu spawalniczego jest dość ważna. W Chinach jest wielu dostawców sprzętu ultradźwiękowego, którzy produkują własne tuby spawalnicze, jednak znaczna część z nich to imitacje, a następnie stale przycinają i testują. Dzięki tej powtarzalnej metodzie regulacji osiągana jest koordynacja częstotliwości sygnału dźwiękowego i sprzętu. W artykule metoda elementów skończonych może zostać wykorzystana do wyznaczenia częstotliwości podczas projektowania tuby. Wynik testu klaksonu i błąd częstotliwości projektowej wynoszą tylko 1%. Jednocześnie w artykule przedstawiono koncepcję DFSS (Design For Six Sigma) w celu optymalizacji i solidnej konstrukcji tuby. Koncepcja projektowania 6-Sigma polega na pełnym zebraniu głosu klienta w procesie projektowania w celu uzyskania docelowego projektu; oraz wstępne rozważenie możliwych odchyleń w procesie produkcyjnym, aby zapewnić, że jakość produktu końcowego jest rozłożona na rozsądnym poziomie. Proces projektowania pokazano na rysunku 2. Rozpoczynając od opracowania wskaźników projektowych, początkowo projektuje się konstrukcję i wymiary tuby zgodnie z istniejącym doświadczeniem. W programie ANSYS tworzony jest model parametryczny, a następnie wyznaczany jest on metodą projektowania eksperymentów symulacyjnych (DOE). Ważne parametry, zgodnie z solidnymi wymaganiami, określają wartość, a następnie wykorzystują metodę podproblemu do optymalizacji innych parametrów. Uwzględniając wpływ materiałów i parametrów środowiskowych podczas produkcji i użytkowania tuby, została ona również zaprojektowana z tolerancjami, aby spełnić wymagania kosztów produkcji. Wreszcie projekt produkcji, testów i teorii testów oraz rzeczywisty błąd, aby spełnić dostarczone wskaźniki projektowe. Poniżej szczegółowe wprowadzenie krok po kroku.

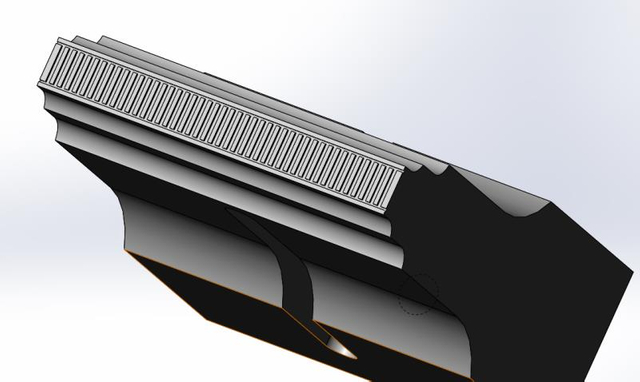
3.1 Projektowanie kształtu geometrycznego (ustalanie modelu parametrycznego)
Projektując róg spawalniczy, najpierw określa się jego przybliżony kształt geometryczny i strukturę oraz ustala model parametryczny do późniejszej analizy. Rysunek 3 a) przedstawia konstrukcję najpopularniejszego rogu spawalniczego, w którym szereg rowków w kształcie litery U jest otwartych w kierunku drgań na materiale w przybliżeniu prostopadłościennym. Wymiary całkowite to długości kierunków X, Y i Z, a wymiary boczne X i Y są na ogół porównywalne z rozmiarem spawanego przedmiotu. Długość Z jest równa połowie długości fali fali ultradźwiękowej, ponieważ w klasycznej teorii drgań częstotliwość osiowa pierwszego rzędu wydłużonego obiektu jest określona przez jego długość, a długość półfali jest dokładnie dopasowana do częstotliwości fali akustycznej. Ten projekt został rozszerzony. Zastosowanie korzystnie wpływa na rozprzestrzenianie się fal dźwiękowych. Celem rowka w kształcie litery U jest zmniejszenie utraty drgań bocznych klaksonu. Położenie, rozmiar i liczba są określane w zależności od całkowitego rozmiaru rogu. Widać, że w tej konstrukcji jest mniej parametrów, które można dowolnie regulować, więc na tej podstawie wprowadziliśmy ulepszenia. Rysunek 3 b) to nowo zaprojektowany róg, który ma o jeden parametr więcej niż w przypadku tradycyjnej konstrukcji: promień łuku zewnętrznego R. Dodatkowo na powierzchni roboczej rogu jest wygrawerowany rowek, aby współpracował z powierzchnią przedmiotu obrabianego z tworzywa sztucznego, co korzystnie przenosi energię drgań i chroni przedmiot obrabiany przed uszkodzeniem. Model ten jest rutynowo modelowany parametrycznie w programie ANSYS, a następnie przeprowadzany jest kolejny projekt eksperymentalny.
3.2 Projekt eksperymentu DOE (określenie ważnych parametrów)
DFSS został stworzony w celu rozwiązywania praktycznych problemów inżynierskich. Nie dąży do perfekcji, ale jest skuteczny i solidny. Ucieleśnia ideę 6-Sigmy, wychwytuje główną sprzeczność i porzuca „99,97%”, wymagając jednocześnie, aby projekt był dość odporny na zmienność środowiskową. Dlatego przed dokonaniem optymalizacji parametrów docelowych należy je najpierw przeskanować, wybrać wymiary mające istotny wpływ na konstrukcję i określić ich wartości zgodnie z zasadą wytrzymałości.
3.2.1 Ustawianie parametrów DOE i DOE
Parametry projektowe to kształt rogu i położenie rozmiaru rowka w kształcie litery U itp., w sumie osiem. Docelowym parametrem jest częstotliwość drgań osiowych pierwszego rzędu, ponieważ ma ona największy wpływ na spoinę, a maksymalne naprężenia skupione i różnica amplitudy powierzchni roboczej są ograniczane jako zmienne stanu. Na podstawie doświadczenia zakłada się, że wpływ parametrów na wyniki jest liniowy, dlatego każdy czynnik jest ustawiony tylko na dwóch poziomach, wysokim i niskim. Lista parametrów i odpowiadających im nazw jest następująca.
DOE wykonuje się w programie ANSYS z wykorzystaniem wcześniej ustalonego modelu parametrycznego. Ze względu na ograniczenia oprogramowania pełnoczynnikowy DOE może wykorzystywać tylko do 7 parametrów, podczas gdy model ma 8 parametrów, a analiza wyników DOE przeprowadzona przez ANSYS nie jest tak kompleksowa jak profesjonalne oprogramowanie 6-sigma i nie radzi sobie z interakcją. Dlatego używamy APDL do napisania pętli DOE w celu obliczenia i wyodrębnienia wyników programu, a następnie umieszczenia danych w programie Minitab w celu analizy.
3.2.2 Analiza wyników DOE
Analizę DOE programu Minitab pokazano na rysunku 4 i obejmuje ona analizę głównych czynników wpływających oraz analizę interakcji. Analiza głównych czynników wpływających służy do określenia, które zmiany zmiennych projektowych mają większy wpływ na zmienną docelową, wskazując w ten sposób, które zmienne projektowe są ważne. Następnie analizuje się interakcję między czynnikami, aby określić poziom czynników i zmniejszyć stopień powiązania między zmiennymi projektowymi. Porównaj stopień zmiany innych czynników, gdy współczynnik projektowy jest wysoki lub niski. Zgodnie z niezależnym aksjomatem optymalny projekt nie jest ze sobą sprzężony, dlatego wybierz poziom, który jest mniej zmienny.
Wyniki analizy rogu spawalniczego w tym artykule są następujące: ważnymi parametrami konstrukcyjnymi są promień łuku zewnętrznego i szerokość szczeliny rogu. Poziom obu parametrów jest „wysoki”, co oznacza, że promień w DOE przyjmuje większą wartość, a szerokość rowka również przyjmuje większą wartość. Określono ważne parametry i ich wartości, a następnie wykorzystano kilka innych parametrów w celu optymalizacji projektu w programie ANSYS w celu dostosowania częstotliwości tuby do częstotliwości roboczej spawarki. Proces optymalizacji wygląda następująco.
3.3 Optymalizacja parametrów docelowych (częstotliwość sygnału dźwiękowego)
Ustawienia parametrów optymalizacji projektu są podobne do ustawień DOE. Różnica polega na tym, że wyznaczono wartości dwóch ważnych parametrów, a pozostałych trzech parametrów odniesiono do właściwości materiału, które uznawane są za szum i nie podlegają optymalizacji. Pozostałe trzy parametry, które można regulować, to położenie osiowe szczeliny, długość i szerokość rogu. W optymalizacji wykorzystano metodę aproksymacji podproblemu w programie ANSYS, która jest metodą szeroko stosowaną w problemach inżynierskich, z pominięciem konkretnego procesu.
Warto zauważyć, że użycie częstotliwości jako zmiennej docelowej wymaga pewnych umiejętności obsługi. Ponieważ istnieje wiele parametrów konstrukcyjnych i szeroki zakres zmienności, tryby wibracji tuby są liczne w interesującym zakresie częstotliwości. W przypadku bezpośredniego wykorzystania wyniku analizy modalnej trudno jest znaleźć mod osiowy pierwszego rzędu, ponieważ przeplatanie sekwencji modalnej może nastąpić w przypadku zmiany parametrów, czyli zmiany częstotliwości własnej odpowiadającej modowi pierwotnemu. Dlatego w tym artykule najpierw przyjęto analizę modalną, a następnie zastosowano metodę superpozycji modalnej w celu uzyskania krzywej odpowiedzi częstotliwościowej. Znajdując wartość szczytową krzywej odpowiedzi częstotliwościowej, można zapewnić odpowiednią częstotliwość modalną. Jest to bardzo ważne w procesie automatycznej optymalizacji, eliminując konieczność ręcznego określania modalności.
Po zakończeniu optymalizacji projektowa częstotliwość robocza klaksonu może być bardzo zbliżona do częstotliwości docelowej, a błąd jest mniejszy niż wartość tolerancji określona w optymalizacji. Na tym etapie zasadniczo określa się projekt tuby, a następnie tolerancje produkcyjne dla projektu produkcyjnego.
3.4 Projekt tolerancji
Ogólny projekt konstrukcyjny jest kończony po określeniu wszystkich parametrów projektowych, ale w przypadku problemów inżynierskich, zwłaszcza biorąc pod uwagę koszt produkcji masowej, niezbędne jest obliczenie tolerancji. Zmniejsza się również koszt niskiej precyzji, ale możliwość spełnienia metryk projektowych wymaga obliczeń statystycznych do obliczeń ilościowych. System projektowania prawdopodobieństwa PDS w ANSYS może lepiej analizować związek między tolerancją parametrów projektowych a tolerancją parametrów docelowych i może generować kompletne powiązane pliki raportów.
3.4.1 Nastawy i obliczenia parametrów PDS
Zgodnie z ideą DFSS analizę tolerancji należy przeprowadzić na ważnych parametrach projektowych, a inne ogólne tolerancje można określić empirycznie. Sytuacja opisana w tym artykule jest dość szczególna, ponieważ w zależności od możliwości obróbki tolerancja produkcyjna parametrów geometrycznych projektu jest bardzo mała i ma niewielki wpływ na końcową częstotliwość tuby; podczas gdy parametry surowców znacznie się różnią ze względu na dostawców, a cena surowców stanowi ponad 80% kosztów przetwarzania rogu. Dlatego konieczne jest ustalenie rozsądnego zakresu tolerancji właściwości materiału. Odpowiednimi właściwościami materiału są tutaj gęstość, moduł sprężystości i prędkość propagacji fali dźwiękowej.
Analiza tolerancji wykorzystuje losową symulację Monte Carlo w programie ANSYS do próbkowania metodą Latin Hypercube, ponieważ może sprawić, że rozkład punktów próbkowania będzie bardziej jednolity i rozsądny oraz uzyskać lepszą korelację przy mniejszej liczbie punktów. W artykule tym można uzyskać 30 punktów. Załóżmy, że tolerancje trzech parametrów materiałowych są rozłożone według Gaussa, początkowo z podaniem górnej i dolnej granicy, a następnie obliczone w ANSYS.
3.4.2 Analiza wyników PDS
Poprzez obliczenie PDS podaje się wartości zmiennej docelowej odpowiadające 30 punktom poboru próbek. Rozkład zmiennych docelowych jest nieznany. Parametry są ponownie dopasowywane za pomocą oprogramowania Minitab, a częstotliwość jest zasadniczo rozkładana zgodnie z rozkładem normalnym. Zapewnia to statystyczną teorię analizy tolerancji.
Obliczenia PDS dają wzór dopasowania zmiennej projektowej do rozszerzenia tolerancji zmiennej docelowej: gdzie y to zmienna docelowa, x to zmienna projektowa, c to współczynnik korelacji, a i to numer zmiennej.
Zgodnie z tym docelową tolerancję można przypisać do każdej zmiennej projektowej, aby zakończyć zadanie projektowania tolerancji.
3.5 Weryfikacja eksperymentalna
Część przednia to proces projektowania całego rogu spawalniczego. Po zakończeniu, surowce są kupowane zgodnie z tolerancjami materiałowymi przewidzianymi w projekcie, a następnie dostarczane do produkcji. Testy częstotliwości i modalne przeprowadzane są po zakończeniu produkcji, a zastosowana metoda testowa jest najprostszą i najskuteczniejszą metodą testu snajperskiego. Ponieważ najbardziej istotnym wskaźnikiem jest osiowa częstotliwość modalna pierwszego rzędu, czujnik przyspieszenia jest przymocowany do powierzchni roboczej, a drugi koniec jest uderzany wzdłuż kierunku osiowego, a rzeczywistą częstotliwość klaksonu można uzyskać za pomocą analizy widmowej. Wynik symulacji projektu wynosi 14925 Hz, wynik testu to 14954 Hz, rozdzielczość częstotliwości wynosi 16 Hz, a maksymalny błąd jest mniejszy niż 1%. Można zauważyć, że dokładność symulacji elementów skończonych w obliczeniach modalnych jest bardzo wysoka.
Po przejściu testu doświadczalnego róg zostaje wprowadzony do produkcji i montażu na zgrzewarce ultradźwiękowej. Warunki reakcji są dobre. Praca jest stabilna przez ponad pół roku, a wskaźnik kwalifikacji spawaczy jest wysoki, co przekroczyło trzymiesięczny okres użytkowania obiecany przez producenta sprzętu ogólnego. Pokazuje to, że projekt się powiódł, a proces produkcyjny nie był wielokrotnie modyfikowany i dostosowywany, co pozwoliło zaoszczędzić czas i siłę roboczą.
4 Wniosek
Artykuł ten rozpoczyna się od zasady ultradźwiękowego zgrzewania tworzyw sztucznych, głęboko ujmuje techniczne aspekty spawania i proponuje koncepcję projektową nowego rogu. Następnie użyj potężnej funkcji symulacji elementu skończonego, aby konkretnie przeanalizować projekt i wprowadzić koncepcję projektową 6-Sigma DFSS oraz kontrolować ważne parametry projektu za pomocą projektu eksperymentalnego ANSYS DOE i analizy tolerancji PDS, aby uzyskać solidną konstrukcję. Wreszcie klakson został pomyślnie wyprodukowany raz, a projekt był uzasadniony na podstawie eksperymentalnego testu częstotliwości i faktycznej weryfikacji produkcji. Dowodzi także, że taki zestaw metod projektowania jest wykonalny i skuteczny.