magyar
Megtekintések: 616 Szerző: Site Editor Közzététel ideje: 2019-07-17 Eredet: Telek
A FEM ANSYS paraméter-optimalizálásának és az ultrahangos hegesztőkürt valószínűségi tervezésének használata
Előszó
Az ultrahangos technológia fejlődésével alkalmazása egyre kiterjedtebb, az apró szennyeződésrészecskék tisztítására is alkalmas, illetve fém vagy műanyag hegesztésére is alkalmas. Főleg a mai műanyag termékekben leginkább az ultrahangos hegesztést alkalmazzák, mert kimarad a csavarszerkezet, tökéletesebb lehet a megjelenés, illetve a víz- és porszigetelés funkció is biztosított. A műanyag hegesztő kialakítása h orn fontos hatással van a végső hegesztési minőségre és a gyártási kapacitásra. Az új elektromos fogyasztásmérők gyártása során ultrahanghullámokat használnak a felső és az alsó felület egyesítésére. Használat közben azonban kiderül, hogy néhány kürt van felszerelve a gépre, és rövid időn belül megrepednek és egyéb meghibásodások lépnek fel. Néhány hegesztőkürt A hibaarány magas. A különféle hibák jelentős hatással voltak a termelésre. Az egyetértés szerint a berendezés beszállítói korlátozott tervezési képességekkel rendelkeznek a kürt tekintetében, és gyakran ismételt javításokon keresztül a tervezési mutatók elérése érdekében. Ezért szükséges a saját technológiai előnyeink felhasználása a tartós kürt és az ésszerű tervezési módszer kifejlesztéséhez.
2 Ultrahangos műanyaghegesztési elv
Az ultrahangos műanyaghegesztés olyan feldolgozási módszer, amely a hőre lágyuló műanyagok kombinációját használja fel a nagyfrekvenciás kényszerrezgésben, és a hegesztési felületek egymáshoz dörzsölve helyi, magas hőmérsékletű olvadást eredményeznek. A jó ultrahangos hegesztési eredmények eléréséhez berendezésekre, anyagokra és folyamatparaméterekre van szükség. Az alábbiakban röviden bemutatjuk az elvét.
2.1 Ultrahangos műanyaghegesztő rendszer
Az 1. ábra egy hegesztőrendszer vázlatos képe. Az elektromos energiát a jelgenerátoron és a teljesítményerősítőn vezetik át, hogy ultrahang frekvenciájú (> 20 kHz) váltakozó elektromos jelet állítsanak elő, amelyet a jelátalakítóra (piezoelektromos kerámia) alkalmaznak. Az átalakítón keresztül az elektromos energia a mechanikai rezgés energiájává válik, és a mechanikai rezgés amplitúdóját a kürt a megfelelő működési amplitúdóra állítja, majd a kürtön keresztül egyenletesen továbbítja a vele érintkező anyagra. A két hegesztőanyag érintkezési felülete nagyfrekvenciás kényszerrezgésnek van kitéve, és a súrlódási hő helyi magas hőmérsékletű olvadást hoz létre. Lehűlés után az anyagokat egyesítik a hegesztés érdekében.
A hegesztőrendszerben a jelforrás egy olyan teljesítményerősítő áramkört tartalmazó áramköri rész, amelynek frekvenciastabilitása és hajtási képessége befolyásolja a gép teljesítményét. Az anyag hőre lágyuló műanyag, és az illesztési felület kialakításánál figyelembe kell venni, hogyan lehet gyorsan hőt termelni és dokkolni. A jelátalakítók, kürtök és kürtök mind mechanikai szerkezetnek tekinthetők a rezgéseik csatolásának egyszerű elemzéséhez. A műanyaghegesztés során a mechanikai rezgést hosszanti hullámok formájában továbbítják. Az energia hatékony átvitele és az amplitúdó beállítása a tervezés fő szempontja.
2,2 kürt
A kürt érintkezési felületként szolgál az ultrahangos hegesztőgép és az anyag között. Fő feladata, hogy a variátor által kibocsátott hosszirányú mechanikai rezgéseket egyenletesen és hatékonyan továbbítsa az anyagra. A felhasznált anyag általában kiváló minőségű alumíniumötvözet vagy akár titánötvözet. Mivel a műanyagok kialakítása sokat változik, a megjelenés nagyon eltérő, és ennek megfelelően a kürtnek is változnia kell. A munkafelület formájának jól illeszkednie kell az anyaghoz, hogy ne sértse meg a műanyagot vibráció közben; ugyanakkor az elsőrendű hosszirányú rezgés szilárd frekvenciáját össze kell hangolni a hegesztőgép kimeneti frekvenciájával, különben a rezgési energia belsőleg kerül felhasználásra. Amikor a kürt rezeg, helyi feszültségkoncentráció lép fel. A helyi struktúrák optimalizálása szintén tervezési szempont. Ez a cikk azt mutatja be, hogyan lehet az ANSYS tervezési kürtöt alkalmazni a tervezési paraméterek és a gyártási tűrések optimalizálására.
3 hegesztőkürt kivitelben
Mint korábban említettük, a hegesztőkürt kialakítása nagyon fontos. Kínában számos ultrahangos berendezés-beszállító létezik, amely saját maga gyártja a hegesztőkürtöket, de ezek jelentős része utánzat, majd folyamatosan trimmézik, tesztelik. Ezzel az ismételt beállítási módszerrel a kürt és a berendezés frekvenciájának összehangolása érhető el. Ebben a cikkben a végeselemes módszer használható a frekvencia meghatározására a kürt tervezésekor. A kürtvizsgálat eredménye és a tervezési gyakorisági hiba mindössze 1%. Ugyanakkor ez a cikk bemutatja a DFSS (Design For Six Sigma) koncepcióját a kürt optimalizálása és robusztus kialakítása érdekében. A 6-Sigma tervezés koncepciója az, hogy teljes mértékben összegyűjtse az ügyfél hangját a tervezési folyamatban a célzott tervezés érdekében; valamint a gyártási folyamat esetleges eltéréseinek előzetes mérlegelése annak biztosítása érdekében, hogy a végtermék minősége ésszerű szinten legyen elosztva. A tervezés folyamatát a 2. ábra mutatja be. A tervezési mutatók kidolgozásából kiindulva a kürt szerkezetét és méreteit kezdetben a meglévő tapasztalatok szerint tervezzük meg. A parametrikus modellt az ANSYS-ben hozzuk létre, majd a modellt a szimulációs kísérlettervezés (DOE) módszerével határozzuk meg. A fontos paraméterek a robusztus követelményeknek megfelelően határozzák meg az értéket, majd a részprobléma módszerrel optimalizálják a többi paramétert. Figyelembe véve az anyagok és a környezeti paraméterek befolyását a gyártás és a használat során, a kürt a gyártási költségek követelményeinek megfelelő tűréshatárokkal lett kialakítva. Végül a gyártási, teszt- és vizsgálatelméleti tervezés és a tényleges hiba, hogy megfeleljenek a szállított tervezési mutatók. A következő lépésről lépésre részletes bevezető.

3.1 Geometriai formatervezés (paraméteres modell felállítása)
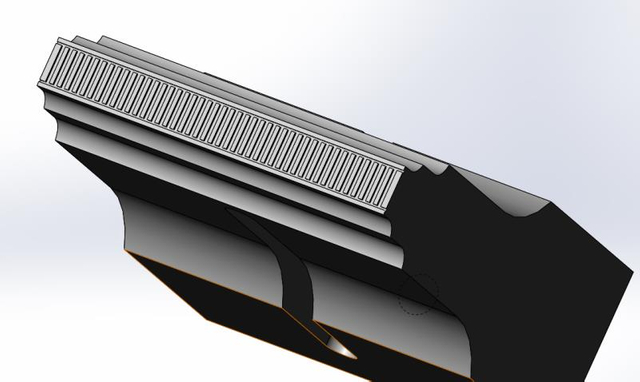
A hegesztőkürt megtervezése először meghatározza hozzávetőleges geometriai alakját és szerkezetét, és létrehoz egy paraméteres modellt a későbbi elemzéshez. A 3. a) ábra a legelterjedtebb hegesztőkürt kialakítása, amelyen egy hozzávetőleg téglatest alakú anyagon számos U alakú horony nyílik meg a vibráció irányában. A teljes méretek az X, Y és Z irányok hosszai, az X és Y oldalméretek pedig általában összevethetők a hegesztendő munkadarab méretével. Z hossza megegyezik az ultrahang hullám fele hullámhosszával, mert a klasszikus rezgéselméletben a megnyúlt tárgy elsőrendű tengelyfrekvenciáját a hossza határozza meg, a félhullám hosszát pedig pontosan egyezik az akusztikus hullám frekvenciájával. Ez a kialakítás kibővült. Használata előnyös a hanghullámok terjedésében. Az U alakú horony célja a kürt oldalirányú rezgésveszteségének csökkentése. A helyzet, a méret és a szám a kürt teljes méretétől függően kerül meghatározásra. Látható, hogy ebben a kialakításban kevesebb a szabadon szabályozható paraméter, ezért ez alapján végeztünk fejlesztéseket. A 3. b) ábra egy újonnan tervezett kürt, amelynek eggyel több méretparamétere van, mint a hagyományos kialakításnál: a külső ívsugár R. Ezen kívül a kürt munkafelületére van gravírozva a horony, hogy együttműködjön a műanyag munkadarab felületével, ami előnyös a rezgési energia továbbításában és a munkadarab sérüléstől való védelmében. Ezt a modellt rutinszerűen parametrikusan modellezik az ANSYS-ben, majd a következő kísérleti tervben.
3.2 DOE kísérleti tervezés (fontos paraméterek meghatározása)
A DFSS gyakorlati mérnöki problémák megoldására készült. Nem a tökéletességre törekszik, hanem hatékony és robusztus. Megtestesíti a 6-Sigma gondolatát, megragadja a fő ellentmondást, és elhagyja a '99,97%-ot', miközben megköveteli, hogy a kialakítás meglehetősen ellenálló legyen a környezeti változékonyságokkal szemben. Ezért a célparaméter optimalizálása előtt először át kell szűrni, és ki kell választani a szerkezetet lényegesen befolyásoló méretet, és ezek értékeit a robusztusság elve szerint kell meghatározni.
3.2.1 DOE paraméterek beállítása és DOE
A tervezési paraméterek a szarv alakja és az U alakú horony méretei, stb., összesen nyolc. A célparaméter az elsőrendű axiális rezgésfrekvencia, mivel ez van a legnagyobb hatással a hegesztésre, és a maximális koncentrált feszültség és a munkafelületi amplitúdó különbsége állapotváltozóként korlátozott. A tapasztalatok alapján feltételezzük, hogy a paraméterek hatása az eredményekre lineáris, így minden tényező csak két szintre van beállítva, magas és alacsony. A paraméterek és a hozzájuk tartozó nevek listája a következő.
A DOE-t ANSYS-ben hajtják végre a korábban létrehozott parametrikus modell segítségével. A szoftveres korlátok miatt a teljes faktorú DOE legfeljebb 7 paramétert tud használni, míg a modell 8 paraméterrel rendelkezik, és az ANSYS által a DOE eredmények elemzése nem olyan átfogó, mint a professzionális 6 szigma szoftver, és nem tudja kezelni az interakciót. Ezért az APDL segítségével írunk egy DOE hurkot a program eredményeinek kiszámításához és kinyeréséhez, majd az adatokat a Minitabba helyezzük elemzés céljából.
3.2.2 A DOE eredményeinek elemzése
A Minitab DOE elemzése a 4. ábrán látható, és tartalmazza a fő befolyásoló tényezők elemzését és az interakcióelemzést. A fő befolyásoló tényező elemzése annak meghatározására szolgál, hogy a tervezési változók mely változásai vannak nagyobb hatással a célváltozóra, ezzel jelezve, melyek a fontos tervezési változók. Ezt követően elemzik a tényezők közötti kölcsönhatást, hogy meghatározzák a tényezők szintjét, és csökkentsék a tervezési változók közötti kapcsolódás mértékét. Hasonlítsa össze más tényezők változásának mértékét, ha egy tervezési tényező magas vagy alacsony. A független axióma szerint az optimális kialakítás nem párosul egymással, ezért a kevésbé változó szintet válasszuk.
A cikkben a hegesztőkürt elemzési eredményei a következők: a fontos tervezési paraméterek a kürt külső ív sugara és résszélessége. Mindkét paraméter szintje 'high', azaz a sugár nagyobb értéket vesz fel a DOE-ben, és a horonyszélesség is nagyobb értéket vesz fel. Meghatároztuk a fontos paramétereket és azok értékeit, majd számos további paraméterrel optimalizáltuk a tervezést az ANSYS-ben, hogy a kürt frekvenciáját a hegesztőgép működési frekvenciájához igazítsuk. Az optimalizálás folyamata a következő.
3.3 Célparaméter optimalizálása (kürt frekvencia)
A tervezési optimalizálás paraméterbeállításai hasonlóak a DOE paramétereihez. A különbség az, hogy két fontos paraméter értéke került meghatározásra, a másik három paraméter pedig az anyagtulajdonságokhoz kapcsolódik, amelyek zajnak minősülnek és nem optimalizálhatók. A fennmaradó három állítható paraméter a rés tengelyirányú helyzete, a hossza és a kürt szélessége. Az optimalizálás az ANSYS részprobléma-közelítő módszerét használja, amely egy széles körben használt módszer a mérnöki problémákban, és az adott folyamatot kihagyjuk.
Érdemes megjegyezni, hogy a frekvencia célváltozóként való használata némi műveleti jártasságot igényel. Mivel sok tervezési paraméter és széles variációs tartomány létezik, a kürt rezgési módjai sokak az érdeklődésre számot tartó frekvenciatartományban. Ha a modális analízis eredményét közvetlenül felhasználjuk, akkor nehéz megtalálni az elsőrendű axiális módust, mert a paraméterek változásakor a modális szekvencia interleaving előfordulhat, vagyis megváltozik az eredeti módusnak megfelelő sajátfrekvenciás ordinális. Ezért ez a cikk először a modális elemzést alkalmazza, majd a modális szuperpozíciós módszert használja a frekvencia-válasz görbe meghatározásához. A frekvenciaválasz görbe csúcsértékének megtalálásával a megfelelő modális frekvenciát tudja biztosítani. Ez nagyon fontos az automatikus optimalizálási folyamatban, így nincs szükség a modalitás manuális meghatározására.
Az optimalizálás befejezése után a kürt tervezési munkafrekvenciája nagyon közel lehet a célfrekvenciához, és a hiba kisebb, mint az optimalizálásban megadott tűrésérték. Ezen a ponton alapvetően a kürt kialakítása van meghatározva, ezt követik a gyártási tervezés gyártási tűrései.
3.4 Tolerancia kialakítása
Az általános szerkezeti tervezés az összes tervezési paraméter meghatározása után készül el, de mérnöki problémák esetén, különösen a tömeggyártás költségeit figyelembe véve, a tűréstervezés elengedhetetlen. Az alacsony pontosság költsége is csökken, de a tervezési metrikák teljesítésének képessége statisztikai számításokat igényel a mennyiségi számításokhoz. Az ANSYS-ben található PDS Valószínűség-tervező Rendszer jobban tudja elemezni a tervezési paraméter-tűrés és a célparaméter-tűrés közötti kapcsolatot, és komplett kapcsolódó jelentésfájlokat generálhat.
3.4.1 PDS paraméterek beállításai és számításai
A DFSS elgondolása szerint a fontos tervezési paramétereken toleranciaanalízist kell végezni, illetve empirikusan meghatározhatók az egyéb általános tűrések. A helyzet ebben a cikkben egészen különleges, mert a megmunkálási képesség szerint a geometriai tervezési paraméterek gyártási tűrése nagyon kicsi, és nem befolyásolja a végső kürtfrekvenciát; míg az alapanyagok paraméterei a beszállítóktól függően nagymértékben eltérnek, és az alapanyagok ára a kürtfeldolgozás költségeinek több mint 80%-át teszi ki. Ezért szükséges ésszerű tűréstartományt beállítani az anyagtulajdonságokhoz. A lényeges anyagtulajdonságok itt a sűrűség, a rugalmassági modulus és a hanghullám terjedési sebessége.
A toleranciaanalízis véletlenszerű Monte Carlo szimulációt használ az ANSYS-ben a latin hiperkocka módszer mintavételéhez, mivel ez egyenletesebbé és ésszerűbbé teheti a mintavételi pontok eloszlását, és kevesebb ponttal jobb korrelációt kap. Ez a dolgozat 30 pontot tartalmaz. Tételezzük fel, hogy a három anyagparaméter tűrése Gauss szerint van elosztva, kezdetben megadva egy felső és alsó határt, majd ANSYS-ben számítjuk ki.
3.4.2 A PDS-eredmények elemzése
A PDS számítása révén 30 mintavételi pontnak megfelelő célváltozó értékeket adjuk meg. A célváltozók eloszlása nem ismert. A paraméterek újraillesztése Minitab szoftverrel történik, és a frekvencia alapvetően a normál eloszlás szerint van elosztva. Ez biztosítja a toleranciaanalízis statisztikai elméletét.
A PDS számítás a tervezési változótól a célváltozó tűrésbővítéséig ad egy illeszkedési képletet: ahol y a célváltozó, x a tervezési változó, c a korrelációs együttható, és i a változó száma.
Eszerint minden tervezési változóhoz hozzárendelhető a céltűrés a tűréstervezés feladatának teljesítéséhez.
3.5 Kísérleti ellenőrzés
Az elülső rész a teljes hegesztőkürt tervezési folyamata. Az elkészült alapanyagokat a tervezés által megengedett anyagtűrések szerint beszerzik, majd a gyártásba szállítják. A gyakorisági és modális tesztelést a gyártás befejezése után végezzük, és az alkalmazott vizsgálati módszer a legegyszerűbb és leghatékonyabb mesterlövész vizsgálati módszer. Mivel a leginkább érintett index az elsőrendű axiális modális frekvencia, ezért a gyorsulásérzékelőt a munkafelületre rögzítik, a másik végét pedig axiális irányban ütik, és spektrális elemzéssel kaphatjuk meg a kürt tényleges frekvenciáját. A tervezés szimulációs eredménye 14925 Hz, a teszt eredménye 14954 Hz, a frekvenciafelbontás 16 Hz, a maximális hiba 1% alatti. Látható, hogy a végeselemes szimuláció pontossága a modális számításban igen nagy.
A kísérleti teszt elvégzése után a kürt gyártásba kerül és az ultrahangos hegesztőgépen összeszerelésre kerül. A reakció állapota jó. A munka több mint fél éve stabil, magas a hegesztő minősítési arány, ami meghaladta az általános berendezésgyártó által ígért három hónapos élettartamot. Ez azt mutatja, hogy a tervezés sikeres, és a gyártási folyamatot nem módosították és igazították többszörösen, így időt és munkaerőt takarítottak meg.
4 Következtetés
Ez a cikk az ultrahangos műanyaghegesztés elvén indul ki, mélyen megragadja a hegesztés műszaki fókuszát, és javaslatot tesz az új kürt tervezési koncepciójára. Ezután használja a végeselemek hatékony szimulációs funkcióját a tervezés konkrét elemzéséhez, és mutassa be a DFSS 6-Sigma tervezési ötletét, és szabályozza a fontos tervezési paramétereket az ANSYS DOE kísérleti tervezésen és a PDS toleranciaelemzésen keresztül a robusztus tervezés elérése érdekében. Végül a kürt egyszer sikeresen legyártották, és a tervezés ésszerű volt a kísérleti frekvenciavizsgálat és a tényleges gyártásellenőrzés alapján. Ez is bizonyítja, hogy ez a tervezési módszer-készlet megvalósítható és hatékony.