Deutsch
Aufrufe: 616 Autor: Site-Editor Veröffentlichungszeit: 17.07.2019 Herkunft: Website
Verwendung der FEM ANSYS-Parameteroptimierung und des Wahrscheinlichkeitsdesigns eines Ultraschall-Schweißhorns
Vorwort
Mit der Entwicklung der Ultraschalltechnologie wird ihre Anwendung immer umfangreicher, sie kann zum Reinigen kleinster Schmutzpartikel verwendet werden und kann auch zum Schweißen von Metall oder Kunststoff verwendet werden. Insbesondere bei heutigen Kunststoffprodukten wird meist Ultraschallschweißen verwendet, da die Schraubenstruktur weggelassen wird, das Erscheinungsbild perfekter sein kann und auch die Funktion der Wasser- und Staubdichtigkeit gewährleistet ist. Das Design des Kunststoffschweißhorns hat einen wichtigen Einfluss auf die endgültige Schweißqualität und Produktionskapazität. Bei der Herstellung neuer Stromzähler werden Ober- und Unterseite mithilfe von Ultraschallwellen miteinander verschmolzen. Während des Gebrauchs stellte sich jedoch heraus, dass einige Hörner an der Maschine installiert waren und Risse bekamen und es innerhalb kurzer Zeit zu anderen Ausfällen kam. Einige Schweißhörner Die Fehlerquote ist hoch. Verschiedene Störungen hatten erhebliche Auswirkungen auf die Produktion. Dem Verständnis zufolge verfügen die Ausrüstungslieferanten nur über begrenzte Designmöglichkeiten für Hupen und müssen häufig wiederholte Reparaturen durchführen, um Designindikatoren zu erreichen. Daher ist es notwendig, unsere eigenen technologischen Vorteile zu nutzen, um langlebige Hupen und eine vernünftige Designmethode zu entwickeln.
2 Prinzip des Ultraschall-Kunststoffschweißens
Beim Ultraschall-Kunststoffschweißen handelt es sich um eine Verarbeitungsmethode, bei der Thermoplaste in hochfrequenten erzwungenen Vibrationen kombiniert werden und die Schweißflächen aneinander reiben, um ein lokales Hochtemperaturschmelzen zu erzeugen. Um gute Ergebnisse beim Ultraschallschweißen zu erzielen, sind Geräte, Materialien und Prozessparameter erforderlich. Im Folgenden finden Sie eine kurze Einführung in das Prinzip.
2.1 Ultraschall-Kunststoffschweißsystem
Abbildung 1 ist eine schematische Ansicht eines Schweißsystems. Die elektrische Energie wird durch den Signalgenerator und den Leistungsverstärker geleitet, um ein elektrisches Wechselsignal mit Ultraschallfrequenz (> 20 kHz) zu erzeugen, das an den Wandler (piezoelektrische Keramik) angelegt wird. Durch den Wandler wird die elektrische Energie zur Energie der mechanischen Schwingung, und die Amplitude der mechanischen Schwingung wird durch das Horn auf die entsprechende Arbeitsamplitude eingestellt und dann durch das Horn gleichmäßig auf das damit in Kontakt stehende Material übertragen. Die Kontaktflächen der beiden Schweißmaterialien werden hochfrequenten erzwungenen Vibrationen ausgesetzt, und die Reibungswärme erzeugt ein lokales Hochtemperaturschmelzen. Nach dem Abkühlen werden die Materialien zum Schweißen kombiniert.
In einem Schweißsystem ist die Signalquelle ein Schaltungsteil, der eine Leistungsverstärkerschaltung enthält, deren Frequenzstabilität und Antriebsfähigkeit die Leistung der Maschine beeinflussen. Das Material ist ein Thermoplast, und bei der Gestaltung der Verbindungsfläche muss berücksichtigt werden, wie schnell Wärme erzeugt und angedockt werden kann. Wandler, Hörner und Hörner können alle als mechanische Strukturen betrachtet werden, um die Kopplung ihrer Schwingungen leicht analysieren zu können. Beim Kunststoffschweißen werden mechanische Schwingungen in Form von Longitudinalwellen übertragen. Der Hauptaspekt des Entwurfs besteht darin, die Energie effektiv zu übertragen und die Amplitude anzupassen.
2.2Horn
Die Sonotrode dient als Kontaktschnittstelle zwischen der Ultraschallschweißmaschine und dem Material. Seine Hauptfunktion besteht darin, die vom Variator abgegebenen mechanischen Längsschwingungen gleichmäßig und effizient auf das Material zu übertragen. Das verwendete Material ist in der Regel eine hochwertige Aluminiumlegierung oder sogar eine Titanlegierung. Da sich das Design von Kunststoffmaterialien stark verändert, ist das Erscheinungsbild sehr unterschiedlich und die Hupe muss sich entsprechend ändern. Die Form der Arbeitsfläche sollte gut auf das Material abgestimmt sein, um den Kunststoff beim Vibrieren nicht zu beschädigen; Gleichzeitig sollte die feste Längsschwingungsfrequenz erster Ordnung auf die Ausgangsfrequenz des Schweißgeräts abgestimmt sein, da sonst die Schwingungsenergie intern verbraucht wird. Wenn das Horn vibriert, kommt es zu einer lokalen Spannungskonzentration. Auch die Optimierung dieser lokalen Strukturen ist eine gestalterische Überlegung. In diesem Artikel wird erläutert, wie ANSYS Design Horn zur Optimierung von Designparametern und Fertigungstoleranzen eingesetzt werden kann.
3 Schweißhorn-Design
Wie bereits erwähnt, ist das Design des Schweißhorns sehr wichtig. Es gibt viele Anbieter von Ultraschallgeräten in China, die ihre eigenen Schweißhörner herstellen, aber ein erheblicher Teil davon sind Nachahmungen, die dann ständig zugeschnitten und getestet werden. Durch diese wiederholte Einstellmethode wird die Abstimmung von Horn- und Gerätefrequenz erreicht. In diesem Artikel kann die Finite-Elemente-Methode zur Bestimmung der Frequenz beim Entwurf des Horns verwendet werden. Das Ergebnis des Horntests und der Auslegungsfrequenzfehler betragen nur 1 %. Gleichzeitig stellt dieser Artikel das Konzept von DFSS (Design For Six Sigma) zur Optimierung und Robustheit des Horndesigns vor. Das Konzept des 6-Sigma-Designs besteht darin, die Stimme des Kunden im Designprozess vollständig einzubeziehen, um ein gezieltes Design zu erreichen. und Vorabberücksichtigung möglicher Abweichungen im Produktionsprozess, um sicherzustellen, dass die Qualität des Endprodukts auf einem angemessenen Niveau bleibt. Der Designprozess ist in Abbildung 2 dargestellt. Ausgehend von der Entwicklung der Designindikatoren werden zunächst Aufbau und Abmessungen des Horns entsprechend der vorhandenen Erfahrungen entworfen. Das parametrische Modell wird in ANSYS erstellt und anschließend mit der Simulation Experiment Design (DOE)-Methode bestimmt. Wichtige Parameter bestimmen gemäß den robusten Anforderungen den Wert und verwenden dann die Unterproblemmethode, um andere Parameter zu optimieren. Unter Berücksichtigung des Einflusses von Materialien und Umgebungsparametern während der Herstellung und Verwendung des Horns wurde es auch mit Toleranzen entwickelt, um den Anforderungen der Herstellungskosten gerecht zu werden. Schließlich werden Herstellung, Test und Testtheorie, Design und tatsächliche Fehler berücksichtigt, um die Designindikatoren zu erfüllen, die geliefert werden. Die folgende Schritt-für-Schritt-Detaillierte Einführung.

3.1 Geometrisches Formdesign (Erstellung eines parametrischen Modells)
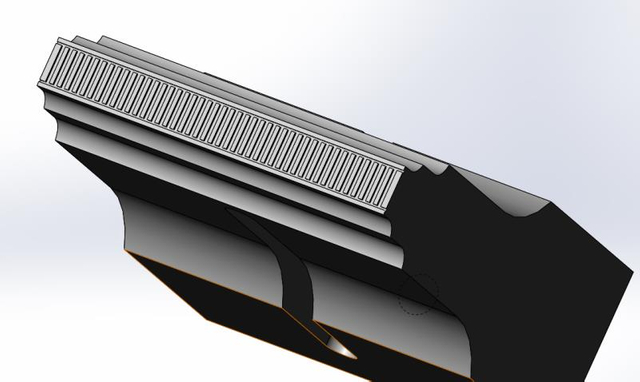
Beim Entwurf des Schweißhorns werden zunächst dessen ungefähre geometrische Form und Struktur bestimmt und ein parametrisches Modell für die anschließende Analyse erstellt. Abbildung 3 a) zeigt den Aufbau des gebräuchlichsten Schweißhorns, bei dem auf einem etwa quaderförmigen Material mehrere U-förmige Rillen in Vibrationsrichtung geöffnet sind. Die Gesamtabmessungen sind die Längen der X-, Y- und Z-Richtungen, und die seitlichen Abmessungen X und Y sind im Allgemeinen mit der Größe des zu schweißenden Werkstücks vergleichbar. Die Länge von Z entspricht der halben Wellenlänge der Ultraschallwelle, da in der klassischen Schwingungstheorie die axiale Frequenz erster Ordnung des länglichen Objekts durch seine Länge bestimmt wird und die halbe Wellenlänge genau mit der Frequenz der akustischen Welle übereinstimmt. Dieses Design wurde erweitert. Die Verwendung wirkt sich positiv auf die Ausbreitung von Schallwellen aus. Der Zweck der U-förmigen Nut besteht darin, den Verlust seitlicher Vibrationen des Horns zu reduzieren. Position, Größe und Anzahl richten sich nach der Gesamtgröße des Horns. Man erkennt, dass es bei diesem Design weniger Parameter gibt, die frei reguliert werden können, sodass wir auf dieser Basis Verbesserungen vorgenommen haben. Abbildung 3 b) ist ein neu gestaltetes Horn, das einen größeren Größenparameter als das herkömmliche Design aufweist: den äußeren Bogenradius R. Darüber hinaus ist die Nut in die Arbeitsfläche des Horns eingraviert, um mit der Oberfläche des Kunststoffwerkstücks zusammenzuarbeiten, was sich positiv auf die Übertragung von Vibrationsenergie und den Schutz des Werkstücks vor Beschädigungen auswirkt. Dieses Modell wird routinemäßig in ANSYS parametrisch modelliert und dann der nächste experimentelle Entwurf.
3.2 DOE-Versuchsdesign (Bestimmung wichtiger Parameter)
DFSS wurde entwickelt, um praktische technische Probleme zu lösen. Es strebt nicht nach Perfektion, sondern ist effektiv und robust. Es verkörpert die Idee von 6-Sigma, erfasst den Hauptwiderspruch und verzichtet auf „99,97 %“, während das Design gegenüber Umweltschwankungen recht widerstandsfähig sein muss. Daher sollte vor der Zielparameteroptimierung zunächst ein Screening durchgeführt und die Größe, die einen wichtigen Einfluss auf die Struktur hat, ausgewählt und deren Werte nach dem Robustheitsprinzip bestimmt werden.
3.2.1 DOE-Parametereinstellung und DOE
Die Designparameter sind die Hornform und die Größenposition der U-förmigen Nut usw., insgesamt acht. Der Zielparameter ist die axiale Vibrationsfrequenz erster Ordnung, da sie den größten Einfluss auf die Schweißung hat und die maximale Konzentrationsspannung und die Differenz der Arbeitsflächenamplitude als Zustandsgrößen begrenzt sind. Aufgrund der Erfahrung wird davon ausgegangen, dass die Auswirkung der Parameter auf die Ergebnisse linear ist, sodass jeder Faktor nur auf zwei Stufen eingestellt wird, hoch und niedrig. Die Liste der Parameter und entsprechenden Namen lautet wie folgt.
Die DOE wird in ANSYS unter Verwendung des zuvor etablierten parametrischen Modells durchgeführt. Aufgrund von Softwareeinschränkungen kann das Vollfaktor-DOE nur bis zu 7 Parameter verwenden, während das Modell 8 Parameter hat und die Analyse der DOE-Ergebnisse durch ANSYS nicht so umfassend ist wie professionelle 6-Sigma-Software und keine Interaktion bewältigen kann. Daher verwenden wir APDL, um eine DOE-Schleife zu schreiben, um die Ergebnisse des Programms zu berechnen und zu extrahieren, und geben die Daten dann zur Analyse in Minitab ein.
3.2.2 Analyse der DOE-Ergebnisse
Die DOE-Analyse von Minitab ist in Abbildung 4 dargestellt und umfasst die Analyse der wichtigsten Einflussfaktoren und der Interaktionsanalyse. Mithilfe der Analyse der Haupteinflussfaktoren wird ermittelt, welche Designvariablenänderungen einen größeren Einfluss auf die Zielvariable haben und so angegeben, welche Designvariablen wichtig sind. Anschließend wird die Wechselwirkung zwischen den Faktoren analysiert, um die Höhe der Faktoren zu bestimmen und den Grad der Kopplung zwischen den Entwurfsvariablen zu verringern. Vergleichen Sie den Grad der Änderung anderer Faktoren, wenn ein Designfaktor hoch oder niedrig ist. Gemäß dem unabhängigen Axiom ist das optimale Design nicht aneinander gekoppelt. Wählen Sie daher die Ebene, die weniger variabel ist.
Die Analyseergebnisse des Schweißhorns in diesem Artikel sind: Die wichtigen Konstruktionsparameter sind der äußere Lichtbogenradius und die Schlitzbreite des Horns. Das Niveau beider Parameter ist „hoch“, d. h. der Radius nimmt im DOE einen größeren Wert an und die Nutbreite nimmt ebenfalls einen größeren Wert an. Die wichtigen Parameter und ihre Werte wurden ermittelt und anschließend mithilfe mehrerer weiterer Parameter das Design in ANSYS optimiert, um die Hornfrequenz an die Betriebsfrequenz der Schweißmaschine anzupassen. Der Optimierungsprozess ist wie folgt.
3.3 Zielparameteroptimierung (Hornfrequenz)
Die Parametereinstellungen der Designoptimierung ähneln denen des DOE. Der Unterschied besteht darin, dass die Werte von zwei wichtigen Parametern bestimmt wurden und die anderen drei Parameter sich auf die Materialeigenschaften beziehen, die als Rauschen angesehen werden und nicht optimiert werden können. Die verbleibenden drei Parameter, die angepasst werden können, sind die axiale Position des Schlitzes, die Länge und die Hornbreite. Die Optimierung verwendet die Subproblem-Approximationsmethode in ANSYS, eine weit verbreitete Methode bei technischen Problemen, und der spezifische Prozess wird weggelassen.
Es ist zu beachten, dass die Verwendung der Frequenz als Zielvariable ein wenig Geschick in der Bedienung erfordert. Da es viele Designparameter und einen großen Variationsbereich gibt, gibt es im interessierenden Frequenzbereich viele Vibrationsmodi des Horns. Wenn das Ergebnis der Modalanalyse direkt verwendet wird, ist es schwierig, den Axialmodus erster Ordnung zu finden, da bei Parameteränderungen eine Modalsequenzverschachtelung auftreten kann, dh die dem ursprünglichen Modus entsprechende Eigenfrequenzordnungszahl. Daher verwendet dieser Artikel zunächst die Modalanalyse und verwendet dann die Modalüberlagerungsmethode, um die Frequenzgangkurve zu erhalten. Durch Ermitteln des Spitzenwerts der Frequenzgangkurve kann die entsprechende Modalfrequenz sichergestellt werden. Dies ist im automatischen Optimierungsprozess sehr wichtig, da die Modalität nicht mehr manuell bestimmt werden muss.
Nach Abschluss der Optimierung kann die Entwurfsarbeitsfrequenz des Horns sehr nahe an der Zielfrequenz liegen und der Fehler ist kleiner als der in der Optimierung angegebene Toleranzwert. An diesem Punkt wird grundsätzlich das Horndesign festgelegt, gefolgt von Fertigungstoleranzen für das Produktionsdesign.
3.4 Toleranzdesign
Der allgemeine Strukturentwurf ist abgeschlossen, nachdem alle Entwurfsparameter festgelegt wurden. Bei technischen Problemen, insbesondere unter Berücksichtigung der Kosten der Massenproduktion, ist jedoch ein Toleranzentwurf unerlässlich. Die Kosten geringer Präzision werden ebenfalls reduziert, aber die Fähigkeit, Entwurfsmetriken zu erfüllen, erfordert statistische Berechnungen für quantitative Berechnungen. Das PDS Probability Design System in ANSYS kann die Beziehung zwischen Designparametertoleranz und Zielparametertoleranz besser analysieren und vollständige zugehörige Berichtsdateien generieren.
3.4.1 PDS-Parametereinstellungen und Berechnungen
Gemäß der DFSS-Idee sollte eine Toleranzanalyse für wichtige Designparameter durchgeführt werden, und andere allgemeine Toleranzen können empirisch ermittelt werden. Die Situation in diesem Artikel ist etwas ganz Besonderes, da die Herstellungstoleranz der geometrischen Designparameter je nach Bearbeitungsfähigkeit sehr gering ist und nur geringe Auswirkungen auf die endgültige Hornfrequenz hat. Während die Parameter der Rohstoffe aufgrund der Lieferanten stark variieren und der Preis der Rohstoffe mehr als 80 % der Hornverarbeitungskosten ausmacht. Daher ist es notwendig, einen sinnvollen Toleranzbereich für die Materialeigenschaften festzulegen. Die relevanten Materialeigenschaften sind hier Dichte, Elastizitätsmodul und Geschwindigkeit der Schallwellenausbreitung.
Die Toleranzanalyse verwendet eine zufällige Monte-Carlo-Simulation in ANSYS, um die Latin-Hypercube-Methode abzutasten, da sie die Verteilung der Abtastpunkte gleichmäßiger und sinnvoller machen und eine bessere Korrelation durch weniger Punkte erzielen kann. In dieser Arbeit werden 30 Punkte festgelegt. Gehen Sie davon aus, dass die Toleranzen der drei Materialparameter nach Gauß verteilt, zunächst mit einer Ober- und Untergrenze versehen und dann in ANSYS berechnet werden.
3.4.2 Analyse der PDS-Ergebnisse
Durch die Berechnung von PDS werden die Zielvariablenwerte angegeben, die 30 Probenahmepunkten entsprechen. Die Verteilung der Zielvariablen ist unbekannt. Die Parameter werden erneut mit der Minitab-Software angepasst und die Häufigkeit im Wesentlichen gemäß der Normalverteilung verteilt. Dies gewährleistet die statistische Theorie der Toleranzanalyse.
Die PDS-Berechnung ergibt eine Anpassungsformel von der Entwurfsvariablen zur Toleranzerweiterung der Zielvariablen: wobei y die Zielvariable, x die Entwurfsvariable, c der Korrelationskoeffizient und i die Variablennummer ist.
Demnach kann jeder Designvariablen die Zieltoleranz zugewiesen werden, um die Aufgabe des Toleranzdesigns abzuschließen.
3.5 Experimentelle Überprüfung
Der vordere Teil ist der Designprozess des gesamten Schweißhorns. Nach der Fertigstellung werden die Rohmaterialien gemäß den im Entwurf vorgesehenen Materialtoleranzen eingekauft und dann an die Fertigung geliefert. Frequenz- und Modaltests werden nach Abschluss der Fertigung durchgeführt. Die verwendete Testmethode ist die einfachste und effektivste Scharfschützentestmethode. Da der am meisten betroffene Index die axiale Modalfrequenz erster Ordnung ist, wird der Beschleunigungssensor an der Arbeitsfläche befestigt und das andere Ende entlang der axialen Richtung angeschlagen, und die tatsächliche Frequenz des Horns kann durch Spektralanalyse ermittelt werden. Das Simulationsergebnis des Designs beträgt 14925 Hz, das Testergebnis beträgt 14954 Hz, die Frequenzauflösung beträgt 16 Hz und der maximale Fehler beträgt weniger als 1 %. Es ist ersichtlich, dass die Genauigkeit der Finite-Elemente-Simulation in der Modalberechnung sehr hoch ist.
Nach bestandener experimenteller Prüfung wird das Horn in Produktion genommen und auf der Ultraschallschweißmaschine montiert. Die Reaktionsbedingungen sind gut. Die Arbeit ist seit mehr als einem halben Jahr stabil und die Schweißqualifikationsrate ist hoch, was die vom Hersteller allgemeiner Ausrüstung versprochene dreimonatige Lebensdauer übersteigt. Dies zeigt, dass das Design erfolgreich ist und der Herstellungsprozess nicht wiederholt geändert und angepasst wurde, was Zeit und Personal spart.
4 Fazit
Dieser Artikel beginnt mit dem Prinzip des Ultraschall-Kunststoffschweißens, geht eingehend auf den technischen Schwerpunkt des Schweißens ein und schlägt das Designkonzept eines neuen Horns vor. Verwenden Sie dann die leistungsstarke Simulationsfunktion der Finiten Elemente, um das Design konkret zu analysieren, die 6-Sigma-Designidee von DFSS einzuführen und die wichtigen Designparameter durch ANSYS DOE-Experimentaldesign und PDS-Toleranzanalyse zu steuern, um ein robustes Design zu erreichen. Schließlich wurde das Horn einmal erfolgreich hergestellt und das Design war durch den experimentellen Frequenztest und die tatsächliche Produktionsüberprüfung angemessen. Es beweist auch, dass diese Entwurfsmethoden machbar und effektiv sind.