Сербия
Прегледи: 616 Аутор: Уредник сајта Време објаве: 17.07.2019. Порекло: Сајт
Како користити оптимизацију параметара ФЕМ АНСИС и дизајн вероватноће ултразвучне сирене за заваривање
Предговор
Са развојем ултразвучне технологије, њена примена је све обимнија, може се користити за чишћење ситних честица прљавштине, а може се користити и за заваривање метала или пластике. Посебно се у данашњим пластичним производима највише користи ултразвучно заваривање, јер је изостављена вијчана структура, изглед може бити савршенији, а обезбеђена је и функција хидроизолације и заштите од прашине. Дизајн пластичне цеви за заваривање има важан утицај на коначни квалитет заваривања и производни капацитет. У производњи нових електричних бројила, ултразвучни таласи се користе за спајање горње и доње стране. Међутим, током употребе се утврди да су неке трубе уграђене на машину и напукле, а други кварови се јављају у кратком временском периоду. Нека сирена за заваривање. Стопа оштећења је висока. Различите грешке су имале значајан утицај на производњу. Према схватању, добављачи опреме имају ограничене могућности дизајна за сирену, и често кроз поновљене поправке да се постигну пројектни индикатори. Због тога је неопходно да користимо сопствене технолошке предности да бисмо развили издржљиву трубу и разумну методу дизајна.
2 Принцип ултразвучног заваривања пластике
Ултразвучно заваривање пластике је метода обраде која користи комбинацију термопласта у високофреквентним принудним вибрацијама, а површине заваривања трљају једна о другу да би се дошло до локалног топљења на високим температурама. Да би се постигли добри резултати ултразвучног заваривања потребни су опрема, материјали и параметри процеса. Следи кратак увод у његов принцип.
2.1 Ултразвучни систем за заваривање пластике
Слика 1 је шематски приказ система заваривања. Електрична енергија се пропушта кроз генератор сигнала и појачавач снаге да би се произвео наизменични електрични сигнал ултразвучне фреквенције (> 20 кХз) који се примењује на претварач (пиезоелектрична керамика). Преко претварача електрична енергија постаје енергија механичке вибрације, а амплитуда механичке вибрације се подешава помоћу сире на одговарајућу радну амплитуду, а затим се равномерно преноси на материјал у контакту са њим кроз рог. Контактне површине два материјала за заваривање су подвргнуте високофреквентним принудним вибрацијама, а топлота трења ствара локално топљење високе температуре. Након хлађења, материјали се комбинују да би се постигло заваривање.
У систему за заваривање, извор сигнала је део кола који садржи коло појачала снаге чија стабилност фреквенције и способност покретања утичу на перформансе машине. Материјал је термопласт, а при дизајну површине споја треба узети у обзир како брзо генерисати топлоту и пристати. Претварачи, трубе и трубе се могу сматрати механичким структурама за лаку анализу спајања њихових вибрација. Код пластичног заваривања механичка вибрација се преноси у облику уздужних таласа. Како ефикасно пренети енергију и подесити амплитуду је главна тачка дизајна.
2.2хорн
Сирена служи као контактни интерфејс између ултразвучне машине за заваривање и материјала. Његова главна функција је да преноси уздужне механичке вибрације које производи варијатор равномерно и ефикасно на материјал. Материјал који се користи је обично легура алуминијума високог квалитета или чак легура титанијума. Пошто се дизајн пластичних материјала много мења, изглед је веома различит, а рог мора да се промени у складу са тим. Облик радне површине треба добро ускладити са материјалом, како не би оштетио пластику при вибрирању; у исто време, чврста фреквенција уздужних вибрација првог реда треба да буде усклађена са излазном фреквенцијом машине за заваривање, иначе ће енергија вибрација бити потрошена интерно. Када рог вибрира, јавља се локална концентрација напрезања. Како оптимизовати ове локалне структуре је такође разматрање дизајна. Овај чланак истражује како да примените АНСИС дизајн сирену да бисте оптимизовали параметре дизајна и производне толеранције.
3 дизајн сирене за заваривање
Као што је раније поменуто, дизајн сирене за заваривање је прилично важан. У Кини постоји много добављача ултразвучне опреме који производе сопствене трубе за заваривање, али знатан део њих су имитације, а затим се стално подрезују и тестирају. Овим поновљеним методом подешавања постиже се координација фреквенције сирене и опреме. У овом раду метода коначних елемената се може користити за одређивање фреквенције при пројектовању хорне. Резултат испитивања сирене и грешка пројектоване фреквенције су само 1%. Истовремено, овај рад уводи концепт ДФСС (дизајн за шест сигма) за оптимизацију и робустан дизајн трубе. Концепт 6-Сигма дизајна је да се у потпуности прикупи глас купца у процесу дизајна за циљани дизајн; и претходно разматрање могућих одступања у процесу производње како би се осигурало да се квалитет финалног производа дистрибуира у разумном нивоу. Процес пројектовања је приказан на слици 2. Полазећи од развоја индикатора дизајна, структура и димензије трубе се иницијално пројектују према постојећем искуству. Параметарски модел се успоставља у АНСИС-у, а затим се модел одређује методом дизајна симулационог експеримента (ДОЕ). Важни параметри, у складу са робусним захтевима, одређују вредност, а затим користе метод подпроблема за оптимизацију других параметара. Узимајући у обзир утицај материјала и параметара животне средине током производње и употребе трубе, она је такође пројектована са толеранцијама како би се испунили захтеви трошкова производње. Коначно, производња, тестирање и теоријски дизајн и стварна грешка, како би се испунили пројектни индикатори који се испоручују. Следећи детаљни увод корак по корак.

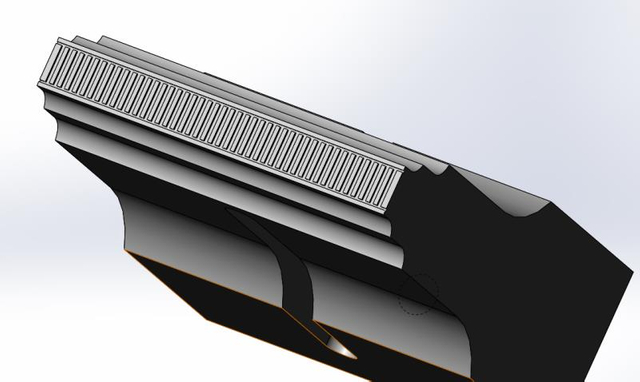
3.1 Дизајн геометријског облика (успостављање параметарског модела)
Пројектовањем сирене за заваривање прво се одређује њен приближни геометријски облик и структура и успоставља се параметарски модел за каснију анализу. Слика 3 а) је дизајн најчешће трубе за заваривање, у којој се отвара већи број жлебова у облику слова У у правцу вибрација на материјалу приближно коцкастог облика. Укупне димензије су дужине правца Кс, И и З, а бочне димензије Кс и И су генерално упоредиве са величином радног комада који се завари. Дужина З је једнака половини таласне дужине ултразвучног таласа, јер је у класичној теорији вибрација, аксијална фреквенција првог реда издуженог објекта одређена његовом дужином, а полуталасна дужина се тачно поклапа са фреквенцијом акустичног таласа. Овај дизајн је проширен. Употреба је корисна за ширење звучних таласа. Сврха жлеба у облику слова У је да смањи губитак бочних вибрација сирене. Положај, величина и број одређују се према укупној величини рога. Види се да у овом дизајну има мање параметара који се могу слободно регулисати, па смо по овом основу направили побољшања. Слика 3 б) је новодизајнирани рог који има још један параметар величине од традиционалног дизајна: полупречник спољашњег лука Р. Поред тога, жлеб је угравиран на радној површини рога да сарађује са површином пластичног радног предмета, што је корисно за пренос енергије вибрација и заштиту радног предмета од оштећења. Овај модел се рутински параметарски моделује у АНСИС-у, а затим и следећи експериментални дизајн.
3.2 Експериментални дизајн ДОЕ (одређивање важних параметара)
ДФСС је креиран за решавање практичних инжењерских проблема. Не тежи савршенству, али је ефикасан и робустан. Он отелотворује идеју 6-Сигма, хвата главну контрадикцију и напушта „99,97%“, док захтева да дизајн буде прилично отпоран на варијабилност животне средине. Стога, пре него што се изврши оптимизација циљног параметра, треба га прво прегледати и изабрати величину која има значајан утицај на структуру и одредити њихове вредности према принципу робусности.
3.2.1 Подешавање параметара ДОЕ и ДОЕ
Параметри дизајна су облик рога и положај величине жлеба у облику слова У, итд., укупно осам. Циљни параметар је фреквенција аксијалне вибрације првог реда јер она има највећи утицај на завар, а максимално концентрисани напон и разлика у амплитуди радне површине су ограничени као променљиве стања. На основу искуства, претпоставља се да је ефекат параметара на резултате линеаран, тако да је сваки фактор постављен само на два нивоа, висок и низак. Листа параметара и одговарајућих имена је следећа.
ДОЕ се изводи у АНСИС-у користећи претходно успостављени параметарски модел. Због софтверских ограничења, ДОЕ пуног фактора може да користи само до 7 параметара, док модел има 8 параметара, а АНСИС-ова анализа ДОЕ резултата није тако свеобухватна као професионални 6-сигма софтвер и не може да се носи са интеракцијом. Због тога користимо АПДЛ за писање ДОЕ петље за израчунавање и издвајање резултата програма, а затим стављамо податке у Минитаб за анализу.
3.2.2 Анализа резултата ДОЕ
Минитабова ДОЕ анализа је приказана на слици 4 и укључује анализу главних фактора утицаја и анализу интеракција. Анализа главних фактора утицаја се користи да би се утврдило које промене дизајна имају већи утицај на циљну варијаблу, указујући на тај начин које су важне варијабле дизајна. Интеракција између фактора се затим анализира како би се одредио ниво фактора и смањио степен спреге између варијабли дизајна. Упоредите степен промене других фактора када је фактор дизајна висок или низак. Према независном аксиому, оптимални дизајн није повезан један са другим, па изаберите ниво који је мање променљив.
Резултати анализе трубе за заваривање у овом раду су: важни пројектни параметри су полупречник спољашњег лука и ширина прореза сирене. Ниво оба параметра је 'висок', односно радијус узима већу вредност у ДОЕ, а ширина жлеба такође има већу вредност. Одређени су важни параметри и њихове вредности, а затим је коришћено неколико других параметара за оптимизацију дизајна у АНСИС-у како би се фреквенција сирене прилагодила радној фреквенцији машине за заваривање. Процес оптимизације је следећи.
3.3 Оптимизација циљних параметара (фреквенција сирене)
Поставке параметара оптимизације дизајна су сличне онима у ДОЕ. Разлика је у томе што су утврђене вредности два важна параметра, а остала три параметра су везана за својства материјала, која се сматрају буком и не могу се оптимизовати. Преостала три параметра која се могу подесити су аксијални положај утора, дужина и ширина рогова. Оптимизација користи метод апроксимације подпроблема у АНСИС-у, који је широко коришћен метод у инжењерским проблемима, а специфичан процес је изостављен.
Вреди напоменути да коришћење фреквенције као циљне варијабле захтева мало вештине у раду. Пошто постоји много дизајнерских параметара и широк распон варијација, модови вибрације сирене су многи у фреквентном опсегу од интереса. Ако се директно користи резултат модалне анализе, тешко је пронаћи аксијални мод првог реда, јер може доћи до преплитања модалног низа када се параметри промене, односно мења се ординал природне фреквенције који одговара оригиналном моду. Стога, овај рад прво усваја модалну анализу, а затим користи методу модалне суперпозиције за добијање криве фреквентног одзива. Проналажењем вршне вредности криве фреквентног одзива, може се обезбедити одговарајућа модална фреквенција. Ово је веома важно у процесу аутоматске оптимизације, елиминишући потребу за ручним одређивањем модалитета.
Након што је оптимизација завршена, пројектована радна фреквенција сирене може бити веома близу циљне фреквенције, а грешка је мања од вредности толеранције наведене у оптимизацији. У овом тренутку, дизајн трубе је у основи одређен, праћен производним толеранцијама за дизајн производње.
3.4 Дизајн толеранције
Општи конструктивни пројекат је завршен након што су сви пројектни параметри одређени, али за инжењерске проблеме, посебно када се разматрају трошкови масовне производње, дизајн толеранције је од суштинског значаја. Трошкови ниске прецизности су такође смањени, али способност испуњавања метрика дизајна захтева статистичке прорачуне за квантитативне прорачуне. Систем пројектовања ПДС вероватноће у АНСИС-у може боље анализирати однос између толеранције параметара дизајна и толеранције циљног параметра и може да генерише комплетне повезане датотеке извештаја.
3.4.1 Подешавања и прорачуни ПДС параметара
Према идеји ДФСС, анализу толеранције треба извршити на важним пројектним параметрима, а друге опште толеранције се могу одредити емпиријски. Ситуација у овом раду је сасвим посебна, јер према способности обраде, производна толеранција параметара геометријског дизајна је веома мала, и има мали утицај на коначну фреквенцију сирене; док су параметри сировина веома различити због добављача, а цена сировина чини више од 80% трошкова обраде рогова. Због тога је неопходно поставити разуман опсег толеранције за својства материјала. Релевантна својства материјала овде су густина, модул еластичности и брзина простирања звучног таласа.
Анализа толеранције користи случајну Монте Карло симулацију у АНСИС-у за узорковање методе Латинске хиперкоцке јер може да учини дистрибуцију тачака узорковања уједначенијом и разумнијом и добије бољу корелацију за мање тачака. Овај рад поставља 30 поена. Претпоставимо да су толеранције три параметра материјала распоређене према Гаусу, у почетку им је дата горња и доња граница, а затим се израчунавају у АНСИС-у.
3.4.2 Анализа резултата ПДС
Кроз прорачун ПДС-а, дате су вредности циљне променљиве које одговарају 30 тачака узорковања. Дистрибуција циљних варијабли је непозната. Параметри се поново подешавају помоћу Минитаб софтвера, а фреквенција је у основи распоређена према нормалној дистрибуцији. Тиме се обезбеђује статистичка теорија анализе толеранције.
ПДС прорачун даје одговарајућу формулу од променљиве пројектовања до проширења толеранције циљне променљиве: где је и циљна променљива, к је променљива дизајна, ц је коефицијент корелације, а и је број променљиве.
Према овоме, циљна толеранција се може доделити свакој варијабли дизајна да би се завршио задатак пројектовања толеранције.
3.5 Експериментална верификација
Предњи део је процес пројектовања читаве сирене за заваривање. Након завршетка, сировине се откупљују у складу са толеранцијама материјала дозвољеним пројектом, а затим се испоручују у производњу. Учесталост и модално тестирање се обављају по завршетку производње, а коришћена метода тестирања је најједноставнији и најефикаснији метод снајперског тестирања. Пошто је индекс који највише брине аксијална модална фреквенција првог реда, сензор убрзања је причвршћен за радну површину, а други крај је ударен у аксијалном правцу, а стварна фреквенција сирене може се добити спектралном анализом. Резултат симулације дизајна је 14925 Хз, резултат теста је 14954 Хз, резолуција фреквенције је 16 Хз, а максимална грешка је мања од 1%. Види се да је тачност симулације коначних елемената у модалном прорачуну веома висока.
Након проласка експерименталног теста, рог се ставља у производњу и монтажу на ултразвучном апарату за заваривање. Стање реакције је добро. Рад је стабилан више од пола године, а степен квалификације заваривача је висок, што је премашило тромесечни век трајања који је обећао генерални произвођач опреме. Ово показује да је дизајн успешан, а процес производње није више пута модификован и прилагођаван, чиме се штеди време и радна снага.
4 Закључак
Овај рад почиње принципом ултразвучног заваривања пластике, дубоко схвата технички фокус заваривања и предлаже концепт дизајна нове трубе. Затим користите моћну симулацијску функцију коначних елемената за конкретну анализу дизајна и уведите 6-Сигма дизајнерску идеју ДФСС-а и контролишете важне параметре дизајна кроз АНСИС ДОЕ експериментални дизајн и ПДС анализу толеранције како бисте постигли робустан дизајн. Коначно, труба је успешно произведена једном, а дизајн је био разуман експерименталним тестом фреквенције и стварном верификацијом производње. Такође доказује да је овај скуп метода дизајна изводљив и ефикасан.