Dansk
Visninger: 616 Forfatter: Webstedsredaktør Udgivelsestid: 17-07-2019 Oprindelse: websted
Sådan bruges FEM ANSYS parameteroptimering og sandsynlighedsdesign af ultralydssvejsehorn
Forord
Med udviklingen af ultralydsteknologi bliver dens anvendelse mere og mere omfattende, den kan bruges til at rense små smudspartikler, og den kan også bruges til svejsning af metal eller plast. Især i nutidens plastprodukter bruges ultralydssvejsning mest, fordi skruestrukturen er udeladt, udseendet kan være mere perfekt, og funktionen af vandtætning og støvtætning er også tilvejebragt. Designet af plastsvejseh ornen har en vigtig indflydelse på den endelige svejsekvalitet og produktionskapacitet. Ved produktionen af nye elektriske målere bruges ultralydsbølger til at smelte over- og undersiden sammen. Under brug viser det sig dog, at nogle horn er installeret på maskinen og revner og andre fejl opstår i løbet af kort tid. Noget svejsehorn Defektraten er høj. Forskellige fejl har haft en betydelig indflydelse på produktionen. Ifølge forståelsen har udstyrsleverandører begrænsede designmuligheder for horn og ofte gennem gentagne reparationer for at opnå designindikatorer. Derfor er det nødvendigt at bruge vores egne teknologiske fordele til at udvikle holdbart horn og en fornuftig designmetode.
2 Ultralyds-plastsvejseprincip
Ultralydsplastsvejsning er en forarbejdningsmetode, der udnytter kombinationen af termoplast i den højfrekvente tvungne vibration, og svejseoverfladerne gnider mod hinanden for at frembringe lokal højtemperatursmeltning. For at opnå gode ultralydssvejseresultater kræves udstyr, materialer og procesparametre. Det følgende er en kort introduktion til princippet.
2.1 Ultrasonisk plastsvejsesystem
Figur 1 er et skematisk billede af et svejsesystem. Den elektriske energi ledes gennem signalgeneratoren og effektforstærkeren for at producere et vekslende elektrisk signal med ultralydsfrekvens (> 20 kHz), som påføres transduceren (piezoelektrisk keramik). Gennem transduceren bliver den elektriske energi energien af den mekaniske vibration, og amplituden af den mekaniske vibration justeres af hornet til den passende arbejdsamplitude og overføres derefter ensartet til materialet i kontakt med det gennem hornet. Kontaktfladerne på de to svejsematerialer udsættes for højfrekvente forcerede vibrationer, og friktionsvarmen genererer lokal højtemperatursmeltning. Efter afkøling kombineres materialerne for at opnå svejsning.
I et svejsesystem er signalkilden en kredsløbsdel, der indeholder et effektforstærkerkredsløb, hvis frekvensstabilitet og drivevne påvirker maskinens ydeevne. Materialet er en termoplast, og udformningen af fugeoverfladen skal tage højde for, hvordan man hurtigt genererer varme og dokker. Transducere, horn og horn kan alle betragtes som mekaniske strukturer for nem analyse af koblingen af deres vibrationer. Ved plastsvejsning overføres mekanisk vibration i form af langsgående bølger. Hvordan man effektivt overfører energi og justerer amplituden er hovedpunktet i design.
2,2 horn
Hornet fungerer som kontaktfladen mellem ultralydssvejsemaskinen og materialet. Dens hovedfunktion er at overføre den langsgående mekaniske vibration, som udsendes af variatoren, jævnt og effektivt til materialet. Det anvendte materiale er normalt højkvalitets aluminiumslegering eller endda titanlegering. Fordi designet af plastmaterialer ændrer sig meget, er udseendet meget anderledes, og hornet skal ændres i overensstemmelse hermed. Formen på arbejdsfladen skal passe godt til materialet for ikke at beskadige plastikken, når den vibrerer; samtidig skal den første ordens langsgående vibrationsfaste frekvens koordineres med svejsemaskinens udgangsfrekvens, ellers vil vibrationsenergien blive forbrugt internt. Når hornet vibrerer, opstår der lokal stresskoncentration. Hvordan man optimerer disse lokale strukturer er også en designmæssig overvejelse. Denne artikel undersøger, hvordan man anvender ANSYS designhorn for at optimere designparametre og fremstillingstolerancer.
3 svejsehorn design
Som tidligere nævnt er designet af svejsehornet ret vigtigt. Der er mange leverandører af ultralydsudstyr i Kina, der producerer deres egne svejsehorn, men en betydelig del af dem er efterligninger, og så trimmer og tester de konstant. Gennem denne gentagne indstillingsmetode opnås koordineringen af horn og udstyrs frekvens. I dette papir kan finite element-metoden bruges til at bestemme frekvensen, når hornet designes. Horntestresultatet og designfrekvensfejlen er kun 1 %. Samtidig introducerer dette papir konceptet DFSS (Design For Six Sigma) for at optimere og robust design af horn. Konceptet med 6-Sigma design er fuldt ud at samle kundens stemme i designprocessen for målrettet design; og forhåndsvurdering af mulige afvigelser i produktionsprocessen for at sikre, at kvaliteten af slutproduktet fordeles inden for et rimeligt niveau. Designprocessen er vist i figur 2. Med udgangspunkt i udviklingen af designindikatorerne designes hornets struktur og dimensioner i første omgang i overensstemmelse med den eksisterende erfaring. Den parametriske model etableres i ANSYS, og herefter bestemmes modellen ved simulation experiment design (DOE) metoden. Vigtige parametre, i henhold til de robuste krav, bestemmer værdien, og brug derefter underproblemmetoden til at optimere andre parametre. Under hensyntagen til påvirkningen af materialer og miljøparametre under fremstilling og brug af hornet, er det også designet med tolerancer for at opfylde kravene til fremstillingsomkostninger. Endelig, fremstilling, test og test teori design og faktiske fejl, for at opfylde de design indikatorer, der er leveret. Følgende trin-for-trin detaljerede introduktion.

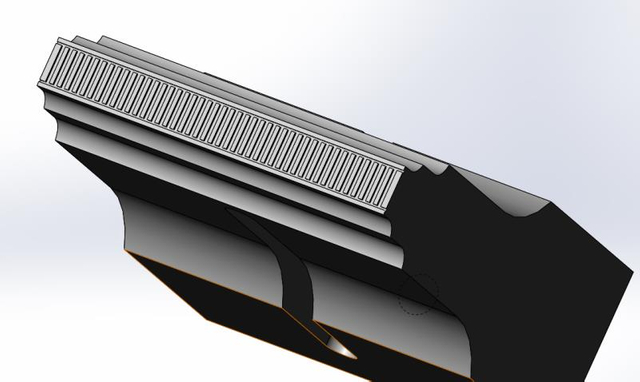
3.1 Geometrisk formdesign (etablering af en parametrisk model)
Design af svejsehornet bestemmer først dets omtrentlige geometriske form og struktur og etablerer en parametrisk model til efterfølgende analyse. Figur 3 a) er udformningen af det mest almindelige svejsehorn, hvor et antal U-formede riller er åbnet i vibrationsretningen på et materiale på tilnærmelsesvis kubisk. De overordnede dimensioner er længderne af X-, Y- og Z-retningerne, og de laterale dimensioner X og Y er generelt sammenlignelige med størrelsen af det emne, der svejses. Længden af Z er lig med den halve bølgelængde af ultralydsbølgen, fordi i den klassiske vibrationsteori er førsteordens aksiale frekvens af det aflange objekt bestemt af dets længde, og halvbølgelængden er nøjagtigt afstemt med den akustiske bølgefrekvens. Dette design er blevet udvidet. Brug, er gavnligt for spredningen af lydbølger. Formålet med den U-formede rille er at reducere tabet af lateral vibration af hornet. Placering, størrelse og antal bestemmes i henhold til hornets samlede størrelse. Det kan ses, at der i dette design er færre parametre, der frit kan reguleres, så vi har lavet forbedringer på dette grundlag. Figur 3 b) er et nydesignet horn, der har en størrelsesparameter mere end det traditionelle design: den ydre bueradius R. Derudover er rillen indgraveret på hornets arbejdsflade for at samarbejde med overfladen af plastemnet, hvilket er gavnligt til at overføre vibrationsenergi og beskytte emnet mod beskadigelse. Denne model er rutinemæssigt parametrisk modelleret i ANSYS, og derefter det næste eksperimentelle design.
3.2 DOE eksperimentelt design (bestemmelse af vigtige parametre)
DFSS er skabt til at løse praktiske tekniske problemer. Den stræber ikke efter perfektion, men er effektiv og robust. Det legemliggør ideen om 6-Sigma, fanger hovedmodsigelsen og opgiver '99,97%', mens det kræver, at designet er ret modstandsdygtigt over for miljøvariationer. Inden målparameteroptimeringen foretages, bør den derfor først screenes, og den størrelse, der har en vigtig indflydelse på strukturen, bør vælges, og deres værdier bør bestemmes efter robusthedsprincippet.
3.2.1 DOE parameterindstilling og DOE
Designparametrene er hornformen og størrelsespositionen af den U-formede rille osv., i alt otte. Målparameteren er den første ordens aksiale vibrationsfrekvens, fordi den har den største indflydelse på svejsningen, og den maksimale koncentrerede spænding og forskellen i arbejdsfladens amplitude er begrænset som tilstandsvariable. Erfaringsmæssigt antages det, at parametrenes effekt på resultaterne er lineær, hvorfor hver faktor kun er sat til to niveauer, høj og lav. Listen over parametre og tilsvarende navne er som følger.
DOE udføres i ANSYS ved hjælp af den tidligere etablerede parametriske model. Grundet softwarebegrænsninger kan fuldfaktor DOE kun bruge op til 7 parametre, mens modellen har 8 parametre, og ANSYS's analyse af DOE resultater er ikke så omfattende som professionel 6-sigma software, og kan ikke håndtere interaktion. Derfor bruger vi APDL til at skrive en DOE-løkke til at beregne og udtrække resultaterne af programmet, og derefter lægge dataene ind i Minitab til analyse.
3.2.2 Analyse af DOE-resultater
Minitabs DOE-analyse er vist i figur 4 og inkluderer de vigtigste påvirkningsfaktorer analyse og interaktionsanalyse. Hovedpåvirkningsfaktoranalysen bruges til at bestemme, hvilke designvariableændringer, der har en større indflydelse på målvariablen, og derved angive, hvilke der er vigtige designvariable. Samspillet mellem faktorerne analyseres derefter for at bestemme niveauet af faktorerne og for at reducere graden af kobling mellem designvariablerne. Sammenlign graden af ændring af andre faktorer, når en designfaktor er høj eller lav. Ifølge det uafhængige aksiom er det optimale design ikke koblet til hinanden, så vælg det niveau, der er mindre variabelt.
Analyseresultaterne af svejsehornet i dette papir er: de vigtige designparametre er den ydre bueradius og hornets spaltebredde. Niveauet for begge parametre er 'høj', det vil sige, at radius tager en større værdi i DOE, og rillebredden tager også en større værdi. De vigtige parametre og deres værdier blev bestemt, og derefter blev flere andre parametre brugt til at optimere designet i ANSYS for at justere hornfrekvensen, så den matcher svejsemaskinens driftsfrekvens. Optimeringsprocessen er som følger.
3.3 Målparameteroptimering (hornfrekvens)
Parameterindstillingerne for designoptimeringen svarer til DOE'ens. Forskellen er, at værdierne af to vigtige parametre er fastlagt, og de tre øvrige parametre er relateret til materialeegenskaberne, der betragtes som støj og ikke kan optimeres. De resterende tre parametre, der kan justeres, er spaltens aksiale position, længden og hornbredden. Optimeringen anvender subproblem approksimationsmetoden i ANSYS, som er en meget brugt metode i ingeniørproblemer, og den specifikke proces er udeladt.
Det er værd at bemærke, at brug af frekvens som målvariabel kræver lidt dygtighed i driften. Fordi der er mange designparametre og en bred vifte af variation, er hornets vibrationstilstande mange i frekvensområdet af interesse. Hvis resultatet af modal analyse anvendes direkte, er det vanskeligt at finde den førsteordens aksiale modus, fordi den modale sekvensinterleaving kan forekomme, når parametrene ændres, det vil sige, at den naturlige frekvensordinal svarende til den oprindelige modus ændres. Derfor vedtager dette papir først den modale analyse og bruger derefter den modale superpositionsmetode til at opnå frekvensresponskurven. Ved at finde spidsværdien af frekvensresponskurven kan den sikre den tilsvarende modale frekvens. Dette er meget vigtigt i den automatiske optimeringsproces, hvilket eliminerer behovet for manuelt at bestemme modaliteten.
Efter at optimeringen er afsluttet, kan hornets designarbejdsfrekvens være meget tæt på målfrekvensen, og fejlen er mindre end toleranceværdien angivet i optimeringen. På dette tidspunkt er horndesignet grundlæggende bestemt, efterfulgt af fremstillingstolerancer for produktionsdesign.
3.4 Tolerancedesign
Det generelle strukturelle design er afsluttet, efter at alle designparametre er blevet bestemt, men for tekniske problemer, især når man overvejer omkostningerne ved masseproduktion, er tolerancedesign afgørende. Omkostningerne ved lav præcision reduceres også, men evnen til at opfylde designmetrikker kræver statistiske beregninger til kvantitative beregninger. PDS Probability Design System i ANSYS kan bedre analysere forholdet mellem designparametertolerance og målparametertolerance og kan generere komplette relaterede rapportfiler.
3.4.1 PDS-parameterindstillinger og beregninger
Ifølge DFSS-ideen skal toleranceanalyse udføres på vigtige designparametre, og andre generelle tolerancer kan bestemmes empirisk. Situationen i dette papir er ret speciel, fordi ifølge bearbejdningsevnen er fremstillingstolerancen for geometriske designparametre meget lille og har ringe effekt på den endelige hornfrekvens; mens parametrene for råvarer er meget forskellige på grund af leverandører, og prisen på råvarer tegner sig for Mere end 80% af hornforarbejdningsomkostningerne. Derfor er det nødvendigt at indstille et rimeligt toleranceområde for materialeegenskaberne. De relevante materialeegenskaber her er tæthed, elasticitetsmodul og lydbølgeudbredelseshastighed.
Toleranceanalyse bruger tilfældig Monte Carlo-simulering i ANSYS til at sample Latin Hypercube-metoden, fordi den kan gøre fordelingen af prøveudtagningspunkter mere ensartet og rimelig og opnå bedre korrelation med færre point. Dette papir sætter 30 point. Antag, at tolerancerne for de tre materialeparametre er fordelt efter Gauss, indledningsvis givet en øvre og nedre grænse, og derefter beregnet i ANSYS.
3.4.2 Analyse af PDS-resultater
Gennem beregningen af PDS er målvariabelværdierne svarende til 30 prøvepunkter givet. Fordelingen af målvariablerne er ukendt. Parametrene tilpasses igen ved hjælp af Minitab-software, og frekvensen er som udgangspunkt fordelt efter normalfordelingen. Dette sikrer den statistiske teori om toleranceanalyse.
PDS-beregningen giver en passende formel fra designvariablen til toleranceudvidelsen af målvariablen: hvor y er målvariablen, x er designvariablen, c er korrelationskoefficienten, og i er variabeltallet.
I henhold til dette kan måltolerancen tildeles hver designvariabel for at fuldføre opgaven med tolerancedesign.
3.5 Eksperimentel verifikation
Den forreste del er designprocessen af hele svejsehornet. Efter færdiggørelsen indkøbes råvarerne i henhold til de materialetolerancer, designet tillader, og leveres derefter til fremstillingen. Frekvens- og modaltestning udføres efter fremstillingen er afsluttet, og den anvendte testmetode er den enkleste og mest effektive snigskyttetestmetode. Fordi det mest berørte indeks er den første ordens aksiale modale frekvens, er accelerationssensoren fastgjort til arbejdsfladen, og den anden ende slås langs den aksiale retning, og den faktiske frekvens af hornet kan opnås ved spektralanalyse. Simuleringsresultatet af designet er 14925 Hz, testresultatet er 14954 Hz, frekvensopløsningen er 16 Hz, og den maksimale fejl er mindre end 1%. Det kan ses, at nøjagtigheden af finite element simuleringen i den modale beregning er meget høj.
Efter at have bestået den eksperimentelle test, sættes hornet i produktion og montering på ultralydssvejsemaskinen. Reaktionstilstanden er god. Arbejdet har været stabilt i mere end et halvt år, og svejsekvalifikationsraten er høj, hvilket har overskredet den tre måneder lange levetid, som den generelle udstyrsproducent har lovet. Dette viser, at designet er vellykket, og at fremstillingsprocessen ikke er blevet ændret og justeret gentagne gange, hvilket sparer tid og mandskab.
4 Konklusion
Dette papir starter med princippet om ultralyds-plastsvejsning, forstår dybt det tekniske fokus for svejsning og foreslår designkonceptet for nyt horn. Brug derefter den kraftfulde simuleringsfunktion af finite element til at analysere designet konkret, og introducer 6-Sigma designideen om DFSS, og kontroller de vigtige designparametre gennem ANSYS DOE eksperimentelt design og PDS toleranceanalyse for at opnå robust design. Endelig blev hornet med succes fremstillet én gang, og designet var rimeligt ud fra den eksperimentelle frekvenstest og den faktiske produktionsverifikation. Det beviser også, at dette sæt designmetoder er gennemførlige og effektive.