românesc
Vizualizări: 293 Autor: Editor site Ora publicării: 2019-06-17 Origine: Site
Cum să proiectați un cuțit perfect de tăiere cu ultrasunete
Designul structural al tăietorului cu ultrasunete pentru prăjituri
Rezumat: Un dispozitiv de tăiere cu ultrasunete de 20 kHz pentru alimente este conceput pentru a satisface cererea de tăiere a alimentelor vâscoelastice mari. Analizând modelul său cu metoda elementelor finite, se obțin frecvențele naturale ale tuturor ordinelor și distribuția amplitudinii deplasării muchiei tăietorului. Se analizează influența dimensiunii structurii asupra uniformității deplasării la portul de ieșire, frecvența naturală longitudinală a vibrațiilor și frecvența adiacentă. Parametrii structurali cu sensibilități mari sunt reproiectați pentru a face ca freza să fie dominată de vibrația longitudinală aproape de 20 kHz. Intervalul dintre frecvența de rezonanță și frecvențele naturale este suficient de mare, iar distribuția amplitudinii deplasării pe suprafața muchiei de tăiere este mult îmbunătățită.
În industria prăjiturii, tăierea asistată cu ultrasunete este utilizată pe scară largă deoarece nu necesită margini ascuțite și presiune mare, iar materialul care urmează să fie tăiat nu este cauzat ușor de rupere, rupere, deformare și lipire.
am studiat tehnologia de prelucrare auxiliară a aliajelor de înaltă performanță, materialelor compozite și materialelor casante. Am studiat cuțitele de tăiere cu ultrasunete, am proiectat un cuțit de tăiere și am stabilit un model dinamic și un program de optimizare structurală. Tehnica noastră a efectuat prelucrarea combinată a vibrațiilor pe piesa de prelucrat din material NdFeB sinterizat prin metoda de prelucrare rotativă cu ultrasunete, care a prelungit durata de viață a sculei. Cu toate acestea, majoritatea obiectelor de prelucrare ale ajutoarelor de vibrație ultrasonică sunt materiale de inginerie și puține studii despre ajutoarele de vibrație ultrasonică pentru materiale moi, cum ar fi prăjiturile.
Componentele de bază ale dispozitivului de tăiere cu ultrasunete sunt un generator de ultrasunete, un traductor, un corn și o lamă de tăiere (capul sculei). La tăierea materialului, tăietorul aplică energia mecanică transmisă de corn materialului care este prelucrat pentru a obține un efect de tăiere de înaltă calitate. Teoria tradițională a designului începe cu teoria clasică pentru a calcula dimensiunea structurală. În producția efectivă, din cauza volumului relativ mare al obiectului de tăiat, este necesară o lamă de tăiere de grosime și lățime adecvate, iar calculul este complicat. În această lucrare, software-ul cu elemente finite ANSYS este utilizat pentru a proiecta o unealtă de tăiere cu modul de vibrație pur, distribuția uniformă a amplitudinii muchiei de tăiere și frecvența de rezonanță precisă.
1 cuțit de tăiere design structura de bază
Acest articol folosește ca obiect de tăiere un tort cilindric de 250 mm. Frecvența țintă de proiectare (FREQ1) este de 20 kHz, modul de vibrație longitudinală.
Dimensiunea lamei de tăiere este L = 260 mm, H1 = 30 mm, H 2 = 5 mm, L1 = 50 mm, L2 = 69 mm, L3 = 50 mm. După cum se arată în Figura 1, materialul este fabricat din oțel inoxidabil 316L de calitate alimentară.
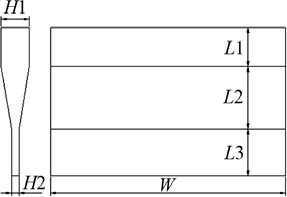
Fig.1 Schema tăietorului cu ultrasunete
1.1 identificarea vibrațiilor
Forma tăietorului de tort este similară cu cea a unei farfurii plate. Acest tip de structură are o caracteristică de frecvență densă. Prin intermediul software-ului cu elemente finite, mulți cercetători au analizat forma de vibrație cuplată multidimensională a structurilor similare și au finalizat optimizarea structurală [8-10]. În această lucrare, analiza modală a lamei de tăiere arată că există multe moduri în lama de tăiere, iar moduri diferite corespund unor moduri diferite și frecvențe naturale diferite. Când dimensiunile structurale ale tăietorului se modifică, ordinea modală și forma modului se pot schimba, ceea ce nu este propice analizei ANSYS. Prin urmare, proiectarea de optimizare a lamei de tăiere trebuie mai întâi să identifice diferitele moduri și să extragă frecvențele naturale corespunzătoare.
1.2 Determinarea numărului de sloturi
Pentru a reduce vibrația laterală, a îmbunătăți uniformitatea distribuției amplitudinii și a deplasării muchiei de tăiere și pentru a evita interferența modului de vibrație adiacent, se realizează prin deschiderea unor fante pe lama de tăiere și schimbarea structurii capătului mare. Numărul de sloturi poate fi determinat cu precizie folosind modulul de proiectare optimizat al software-ului cu elemente finite ANSYS. Mai întâi, parametrizați modelul tăietorului. Elementul solid solid186 este selectat, iar celulele sunt împărțite prin metoda ochiurilor libere. Când structura tăietorului se modifică, unitatea poate fi extinsă liber. Unitatea Solid186 este un element solid elastoplastic cu 20 de noduri, cu plasticitate, fluaj, rigiditate la stres, deformare mare și capacitate mare de deformare. Atributele lui 316L: Densitatea r =9800 kg/ m3, modulul de elasticitate E =201 GPa, raportul lui Poisson m =0,3.
(1) Optimizați setările variabilelor
Funcția obiectivă a modelului matematic cutter este SUB_UX, iar variabilele de stare sunt MFREQ1, MFREQ2 și MFREQ3. Sensul specific este definit după cum urmează:
Uniformitate SUB_UX: deplasare longitudinală de ieșire minim / maxim;
Interval de frecvență MFREQ1: frecvența de rezonanță a vibrației longitudinale
Valoarea absolută a diferenței de 20 kHz;
Interval de frecvență MFREQ2: valoarea absolută a diferenței dintre frecvența de rezonanță a vibrației longitudinale și frecvența de ordin următor a vibrației longitudinale;
Interval de frecvență MFREQ3: Valoarea absolută a diferenței dintre frecvența de rezonanță a vibrației longitudinale și frecvența superioară a vibrației longitudinale
Proiectați variabile în numărul de sloturi, apoi selectați instrumentele de optimizare și metodele de optimizare, specificați metode optime de control al buclei și optimizați
Analiză.
(2) Analiza rezultatelor
După finalizarea soluției, influența numărului de sloturi asupra frecvenței naturale a modului de vibrație al vibrației longitudinale este prezentată în Fig. 2. Influența asupra intervalului de frecvență este prezentată în Fig. 3 și Fig. 4, iar influența asupra uniformității terminalului de ieșire este prezentată în Fig. 5.
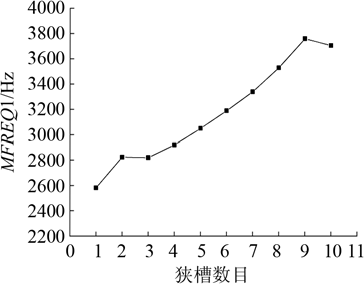
Fig.2 Influența numărului de fante înguste asupra frecvenței vibrațiilor longitudinale (MFREQ1)
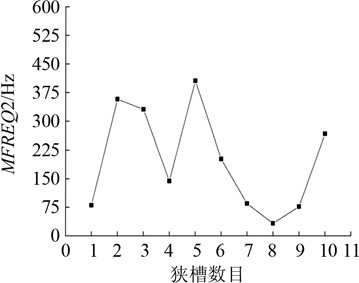
Fig.3 Influența numărului de sloturi înguste asupra distanței de frecvență (MFREQ2)
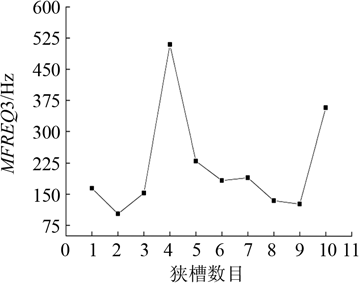
Fig.4 Influența numărului de sloturi înguste asupra distanței de frecvență (MFREQ3)
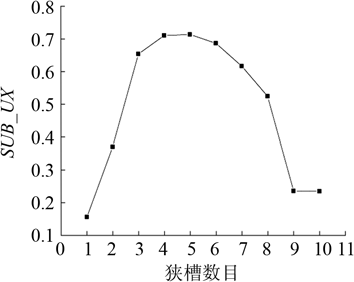
Fig.5 Influența numărului de sloturi înguste asupra uniformității (SUB_UX)
Din rezultatele de mai sus, atunci când freza are 4 sau 5 fante, are o uniformitate ridicată și este o valoare optimă. Efectul său asupra intervalului de frecvență este similar. Deoarece rezultatul este mai simplu în 4 sloturi și MFREQ1 este mai mic, 4 este selectat ca număr de sloturi. În acest moment, deoarece canelarea modifică structura frezei, iar MFREQ2 și MFREQ3 sunt mai mici de 500 Hz, modul de vibrație longitudinală este susceptibil la interferența modală din apropiere; frecvența de rezonanță care generează vibrația longitudinală este, de asemenea, departe de frecvența țintă. Prin urmare, pe baza determinării numărului de fante, prin modificarea distanței dintre fante, a dimensiunii structurii, a unghiului de rotație și a formei capătului de intrare al tăietorului, structura frezei este optimizată în continuare pentru a satisface cerințele producției. Uniformitatea porturilor, distanța de frecvență și apropierea de frecvența țintă.
2 analiza sensibilității structurii lamei de tăiere
Forma tăietorului după crezare și schimbarea structurii de capăt mare este complicată, iar modificarea dimensiunii fiecărei structuri afectează caracteristicile de vibrație ale tăietorului. În optimizarea secundară, pentru a obține soluția optimă a lamei de tăiere, ca variabilă de proiectare poate fi selectată o structură cu sensibilitate ridicată la caracteristicile de vibrație. Prin analiza de sensibilitate a dimensiunii lamei de tăiere, se poate obține gradul de influență a modificării structurale asupra caracteristicilor de vibrație, cum ar fi frecvența naturală, distanța de frecvență și uniformitatea lamei de tăiere. Oferă baza pentru selectarea variabilelor de proiectare pentru a optimiza designul. După prelucrare și tratament termic, caracteristicile de vibrație ale sculei de tăiere au erori inevitabile. Prin urmare, rezultatele analizei pot oferi și o bază pentru corectarea lamei de tăiere. Structura selectată pentru analiza de sensibilitate a lamei de tăiere este prezentată în Figura 6.
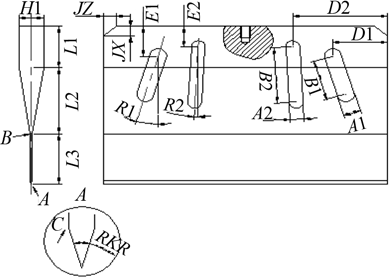
Fig.6 Structura pentru analiza de sensibilitate
Analizați structura frezei prin analiza de sensibilitate
Sensibilitatea SUB_UX, FREQ1, MFREQ2, MFREQ3
rezultatele sunt prezentate în figurile 7~10.
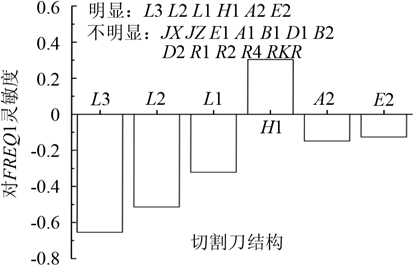
Fig.7 Influența structurii frezei asupra frecvenței vibrațiilor longitudinale (FREQ1)
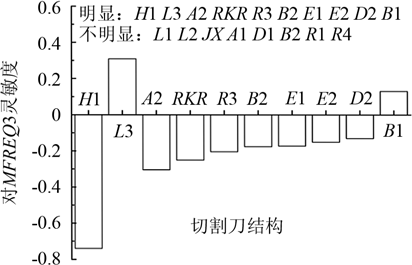
Fig.8 Influența structurii tăietorului asupra distanței de frecvență dintre frecvența vibrațiilor longitudinale și frecvența vibrațiilor din ordinea anterioară (MFREQ3)
Structura frezei are o influență relativ mare asupra frecvenței de rezonanță a vibrațiilor longitudinale, care este L3, L2, L1, H1, A2 și E2. Printre acestea, pe măsură ce dimensiunea L3, L2, L1, A2, E2 crește, frecvența de rezonanță a vibrațiilor longitudinale scade; pe măsură ce dimensiunea H1 crește, frecvența de rezonanță a vibrațiilor longitudinale crește, așa cum se arată în Figura 7.
În structura frezei, influența frecvenței de rezonanță a vibrațiilor longitudinale și a intervalului de frecvență al modului de comandă anterioară este relativ mare, care sunt H1, L3, A2, RKR, R3, B2, E1, E2, D2 și B1. Printre acestea, H1, A2, RKR, R3, B2, E1, E2, D2 cresc cu dimensiunea de mai sus, intervalul de frecvență scade, L3, B1 crește cu creșterea dimensiunii de mai sus, intervalul crește, așa cum se arată în Figura 8. Arată.
În structura frezei, influența frecvenței de rezonanță a vibrațiilor longitudinale și a intervalului de frecvență al primului mod din urmă este D2, L3, L2, E2, D1, H1, L1, B2 și E1. Printre acestea, pe măsură ce dimensiunea lui D2, L3, L2, E2, D1, H1, L1, B2, E1 crește, intervalul de frecvență crește; pe măsură ce dimensiunea lui H1 și B2 crește, intervalul de frecvență scade, așa cum se arată în Figura 9. Arătați.
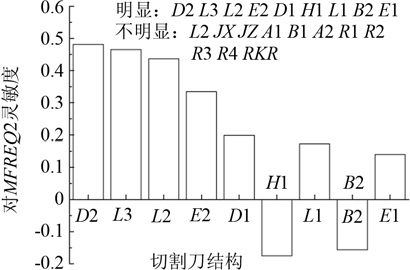
Fig.9 influența structurii tăietorului asupra distanței de frecvență dintre frecvența vibrațiilor longitudinale și frecvența vibrațiilor de ordinul următor (MFREQ2)
În structura frezei, influența asupra uniformității capătului de ieșire este R1, B1, R2 și A1. Printre acestea, pe măsură ce dimensiunea lui B1 și A1 crește, uniformitatea crește; pe măsură ce dimensiunea lui R1 și R2 crește, uniformitatea scade, așa cum se arată în Fig. 10.
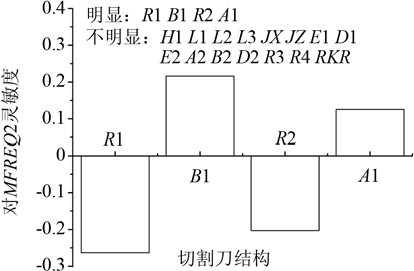
Fig.10 Influența structurii tăietorului asupra uniformității muchiei de tăiere (SUB_UX)
3 design de optimizare
Conform rezultatelor calculului analizei de sensibilitate, variabilele de proiectare ale selecției de optimizare secundară sunt: H1, L1, L2, L3, E1, A1, B1, D1, E2, A2, B2, D2, R1, R3. Variabilele de stare sunt: MFREQ1, MFREQ2, MFREQ3; se obțin limitele superioare și inferioare ale variabilelor de stare de constrângere și se obțin frecvența de rezonanță precisă și modul de vibrație longitudinal unic. Funcția obiectiv: SUB_UX. Selecția metodei de optimizare: metoda de aproximare a funcției (metoda de aproximare a subproblemei).
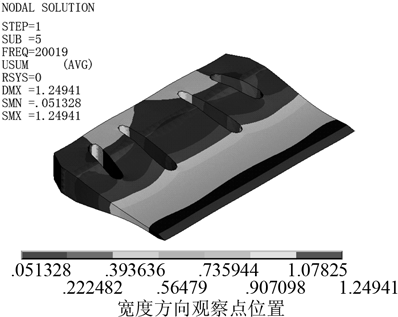
Fig.12 Forme ale modului de vibrație longitudinală ale frezei din proiectarea de optimizare
Figura 12 este o diagramă schematică a modului de vibrație longitudinală a lamei de tăiere după proiectarea de optimizare. Culoarea imaginii nor reprezintă diferite valori de deplasare și se poate observa că deplasarea muchiei de tăiere a lamei de tăiere are o uniformitate ridicată. Figura 13 prezintă distribuția amplitudinii de deplasare a muchiei de tăiere în modul de vibrație longitudinală, iar uniformitatea lamei de tăiere este de 0,93.
Vibrația longitudinală a frezei are o frecvență de rezonanță de 20019 Hz, o eroare de 0,01% cu frecvența țintă de 20000 Hz și un interval de frecvență mai mare de 500 Hz, adică frecvența optimizată are o frecvență de rezonanță precisă și un mod de vibrație longitudinală pură.
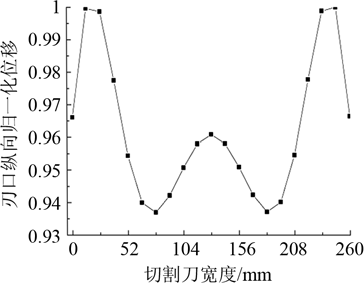
Fig.13 Distribuția amplitudinii deplasării muchiei de tăiere

















