magyar
Megtekintések: 292 Szerző: Site Editor Közzététel ideje: 2019-06-17 Eredet: Telek
Hogyan tervezzünk tökéletes ultrahangos kést
Ultrahangos süteményvágó szerkezeti kialakítása
Absztrakt: A 20 kHz-es ultrahangos élelmiszervágót úgy tervezték, hogy megfeleljen a nagy viszkoelasztikus élelmiszerek vágásának. Modelljét végeselemes módszerrel elemezve megkapjuk az összes rend sajátfrekvenciáját és a vágóél elmozdulási amplitúdójának eloszlását. Elemezzük a szerkezet méretének hatását a kimeneti porton az elmozdulás egyenletességére, a rezgés hosszirányú sajátfrekvenciájára és a szomszédos frekvenciára. A nagy érzékenységű szerkezeti paramétereket úgy alakították át, hogy a vágószerszámot a 20 kHz közeli hosszanti rezgés uralja. A rezonanciafrekvencia és a sajátfrekvenciák közötti intervallum elég nagy, és az eltolási amplitúdó eloszlása a vágóél felületén jelentősen javul.
A süteményiparban széles körben alkalmazzák az ultrahangos vágást, mivel nem igényel éles éleket és nagy nyomást, és a vágandó anyagot nem okoz könnyen szakadás, törés, deformáció és ragadás.
tanulmányoztuk a nagy teljesítményű ötvözetek, kompozit anyagok és rideg anyagok segédfeldolgozási technológiáját. tanulmányoztuk az ultrahangos vágókéseket, megterveztünk egy vágókéseket és létrehoztunk egy dinamikus modellt és szerkezeti optimalizáló programot. Technikailag a szinterezett NdFeB anyag munkadarabján ultrahangos rotációs megmunkálási eljárással kombinált vibrációs megmunkálást végeztünk, amely meghosszabbította a szerszám élettartamát. Az ultrahangos vibrációs segédeszközök feldolgozási tárgyainak többsége azonban mérnöki anyag, és kevés tanulmány foglalkozik az ultrahangos vibrációs segédeszközökkel lágy anyagokhoz, például süteményekhez.
Az ultrahangos vágókészülék alapelemei az ultrahangos generátor, a jelátalakító, a kürt és a vágópenge (szerszámfej). Az anyag vágásakor a vágó a kürt által továbbított mechanikai energiát a feldolgozott anyagra alkalmazza, hogy kiváló minőségű vágási hatást érjen el. A hagyományos tervezési elmélet a klasszikus elmélettel kezdődik a szerkezeti méret kiszámításához. A tényleges gyártás során a vágótárgy viszonylag nagy térfogata miatt megfelelő vastagságú és szélességű vágókés szükséges, a számítás bonyolult. Ebben a cikkben az ANSYS végeselemes szoftverrel olyan vágószerszámot tervezünk, amely tiszta rezgésmóddal, egyenletes vágóél amplitúdóeloszlással és pontos rezonanciafrekvenciával rendelkezik.
1 vágókés alapszerkezeti kialakítás
Ez a cikk egy 250 mm-es hengeres pogácsát használ vágási tárgyként. A tervezési célfrekvencia (FREQ1) 20 kHz, longitudinális rezgésmód.
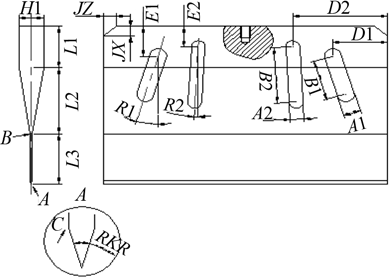
A vágópenge mérete W = 260 mm, H1 = 30 mm, H 2 = 5 mm, L1 = 50 mm, L2 = 69 mm, L3 = 50 mm. Amint az 1. ábrán látható, az anyag élelmiszeripari minőségű 316L rozsdamentes acélból készül.
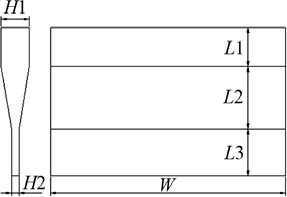
1. ábra Az ultrahangos vágó vázlata
1.1 rezgés azonosítás
A tortavágó formája hasonló a lapos tányérhoz. Az ilyen típusú szerkezet sűrű frekvenciakarakterisztikával rendelkezik. A végeselemes szoftveren keresztül sok tudós elemezte hasonló szerkezetek többdimenziós csatolt rezgésformáját, és elvégezte a szerkezeti optimalizálást [8-10]. Ebben a cikkben a vágópenge modális elemzése azt mutatja, hogy a vágópengében sok mód van, és a különböző módok különböző módoknak és különböző természetes frekvenciáknak felelnek meg. Amikor a vágó szerkezeti méretei megváltoznak, a modális sorrend és a mód alakja megváltozhat, ami nem kedvez az ANSYS elemzésnek. Ezért a vágópenge optimalizálási tervének először azonosítania kell a különféle üzemmódokat, és ki kell bontania a megfelelő természetes frekvenciákat.
1.2 A résidők számának meghatározása
Az oldalirányú vibráció csökkentése, a vágóél amplitúdójának és elmozdulásának egyenletességének javítása, valamint a szomszédos rezgésmód interferenciájának elkerülése érdekében ezt úgy valósítják meg, hogy néhány rést kinyitnak a vágópengén és megváltoztatják a nagy vég szerkezetét. A slotok száma pontosan meghatározható az ANSYS végeselemes szoftver optimalizált tervezési moduljával. Először is paraméterezze a vágómodellt. A solid186 szilárd elem kiválasztásra kerül, és a cellák felosztása a szabad háló módszerrel történik. Amikor a vágószerkezet megváltozik, az egység szabadon meghosszabbítható. A Solid186 egység egy 20 csomópontos elasztoplasztikus szilárd elem, plaszticitással, kúszással, feszültségi merevséggel, nagy deformációval és nagy nyúlási képességgel. A 316L jellemzői: Sűrűség r =9800 kg/m3, rugalmassági modulus E =201 GPa, Poisson-hányados m =0,3.
(1) Optimalizálja a változó beállításokat
A kivágó matematikai modell célfüggvénye a SUB_UX, az állapotváltozók pedig az MFREQ1, MFREQ2 és MFREQ3. A konkrét jelentés meghatározása a következő:
Egyenletesség SUB_UX: kimeneti hosszirányú elmozdulás minimum / maximum;
Frekvencia intervallum MFREQ1: longitudinális rezgés rezonanciafrekvenciája
A 20 kHz-es különbség abszolút értéke;
Frekvencia intervallum MFREQ2: a longitudinális rezgés rezonanciafrekvenciája és a hosszirányú rezgés következő rendű frekvenciája közötti különbség abszolút értéke;
Frekvencia intervallum MFREQ3: A longitudinális rezgés rezonanciafrekvenciája és a hosszirányú rezgés felső frekvenciája közötti különbség abszolút értéke
Tervezze meg a változókat a slotok számába, majd válassza ki az optimalizálási eszközöket és optimalizálási módszereket, adja meg az optimális hurokvezérlési módszereket, és optimalizálja
Elemzés.
(2) Az eredmények elemzése
A megoldás befejezése után a rések számának a longitudinális rezgés rezgésmódjának sajátfrekvenciájára gyakorolt hatását a 2. ábra mutatja. A frekvenciaintervallumra gyakorolt hatást a 3. és 4. ábra, a kimeneti kapocs egyenletességére gyakorolt hatást pedig az 5. ábra mutatja.
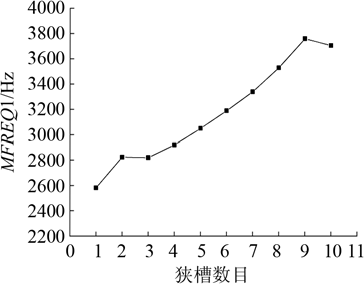
2. ábra A keskeny rések számának hatása a hosszirányú rezgési frekvenciára (MFREQ1)
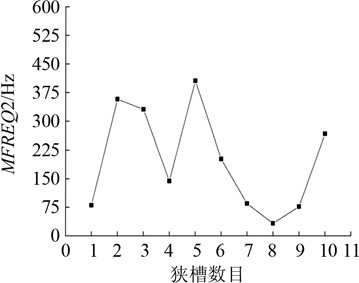
3. ábra A keskeny rések számának hatása a frekvenciatávolságra (MFREQ2)
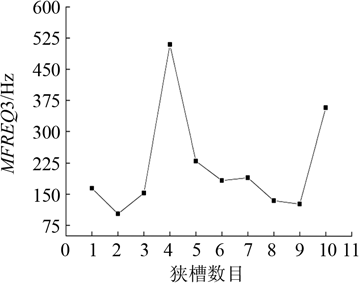
4. ábra A keskeny rések számának hatása a frekvenciatávolságra (MFREQ3)
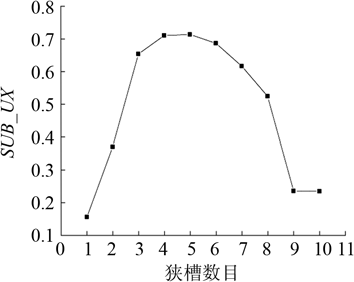
5. ábra A keskeny rések számának hatása az egyenletességre (SUB_UX)
A fenti eredmények alapján, ha a vágó 4 vagy 5 hornyos, akkor nagy egyenletességgel rendelkezik, és ez egy optimális érték. A frekvenciaintervallumra gyakorolt hatása hasonló. Mivel az eredmény 4 slotban egyszerűbb, az MFREQ1 pedig kisebb, ezért a 4 slotok száma van kiválasztva. Jelenleg, mivel a hornyolás megváltoztatja a maró szerkezetét, és az MFREQ2 és MFREQ3 kisebb, mint 500 Hz, a hosszirányú vibrációs mód érzékeny a közeli modális interferenciára; a longitudinális rezgést generáló rezonancia frekvencia is messze van a célfrekvenciától. Ezért a hornyok számának meghatározása alapján a hornyok távolságának, a szerkezet méretének, az elfordulás szögének és a maró bemeneti végének alakjának változtatásával tovább optimalizáljuk a maró szerkezetét, hogy megfeleljen a gyártás követelményeinek. Port egységessége, frekvenciatávolság és közelség a célfrekvenciához.
2 vágólap szerkezet érzékenységi elemzése
A maró formája a hornyolás és a nagy végszerkezet megváltoztatása után bonyolult, és az egyes szerkezetek méretének változása befolyásolja a maró rezgési jellemzőit. A másodlagos optimalizálásnál a vágópenge optimális megoldásának elérése érdekében tervezési változóként a rezgési jellemzőkre nagy érzékenységű szerkezet választható. A vágópenge méretének érzékenységi elemzésével megállapítható, hogy a szerkezeti változás milyen mértékben befolyásolja a rezgési jellemzőket, úgymint a vágópenge sajátfrekvenciája, frekvenciatávolsága és egyenletessége. Alapot ad a tervezési változók kiválasztásához a tervezés optimalizálása érdekében. A megmunkálás és a hőkezelés után a forgácsolószerszám vibrációs jellemzői elkerülhetetlenül hibásak. Ezért az elemzési eredmények alapot adhatnak a vágópenge korrekciójához is. A vágópenge érzékenységi elemzéséhez kiválasztott szerkezet a 6. ábrán látható.
6. ábra Az érzékenységelemzés szerkezete
Elemezze a maró szerkezetét érzékenységi elemzéssel
A SUB_UX, FREQ1, MFREQ2, MFREQ3 érzékenysége
az eredményeket a 7-10. ábra mutatja.
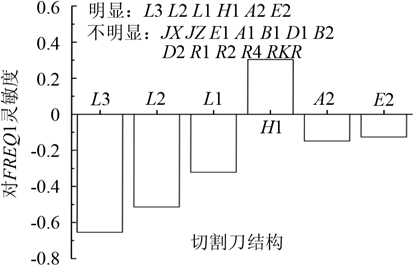
7. ábra A maró szerkezetének hatása a hosszirányú rezgési frekvenciára (FREQ1)
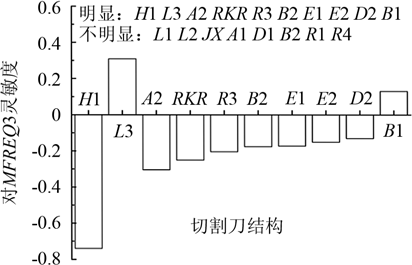
8. ábra A maró szerkezetének hatása a hosszirányú rezgési frekvencia és az előző rendelési rezgési frekvencia közötti frekvenciatávolságra (MFREQ3)
A vágószerkezet szerkezete viszonylag nagy hatással van a hosszirányú rezgésrezonancia frekvenciára, amely L3, L2, L1, H1, A2 és E2. Közülük az L3, L2, L1, A2, E2 méretének növekedésével a hosszirányú rezgésrezonancia frekvencia csökken; a H1 méretének növekedésével a longitudinális rezgésrezonancia frekvencia növekszik, ahogy az a 7. ábrán látható.
A vágószerkezetben a hosszirányú rezgésrezonancia-frekvencia és az előző sorrendű üzemmód frekvenciaintervallumának befolyása viszonylag nagy, ezek a H1, L3, A2, RKR, R3, B2, E1, E2, D2 és B1. Közülük H1, A2, RKR, R3, B2, E1, E2, D2 a fenti mérettel növekszik, a frekvenciaintervallum csökken, az L3, B1 a fenti méret növekedésével nő, az intervallum növekszik, ahogy a 8. ábra mutatja. Mutasd.
A vágószerkezetben a longitudinális rezgésrezonancia frekvencia és az utóbbi első üzemmód frekvenciaintervallumának hatása D2, L3, L2, E2, D1, H1, L1, B2 és E1. Közülük a D2, L3, L2, E2, D1, H1, L1, B2, E1 méretének növekedésével a frekvenciaintervallum növekszik; a H1 és B2 méretének növekedésével a frekvenciaintervallum csökken, amint azt a 9. ábra mutatja. Mutasd.
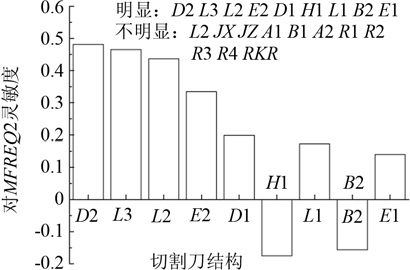
9. ábra: A maró szerkezetének hatása a hosszirányú rezgési frekvencia és a következő rendű rezgési frekvencia közötti frekvenciatávolságra (MFREQ2)
A maró szerkezetében a kimeneti vég egyenletességét R1, B1, R2 és A1 befolyásolja. Közülük a B1 és A1 méretének növekedésével az egyenletesség nő; az R1 és R2 méretének növekedésével az egyenletesség csökken, ahogy az a 10. ábrán látható.
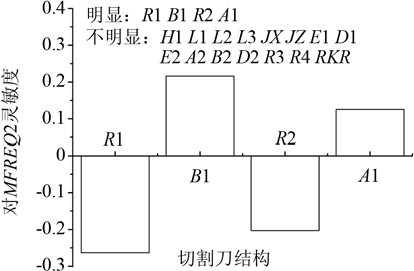
10. ábra A maró szerkezetének hatása a vágóél egyenletességére (SUB_UX)
3 optimalizálási tervezés
Az érzékenységelemzés számítási eredményei szerint a másodlagos optimalizálási kiválasztás tervezési változói: H1, L1, L2, L3, E1, A1, B1, D1, E2, A2, B2, D2, R1, R3. Az állapotváltozók a következők: MFREQ1, MFREQ2, MFREQ3; megkapjuk a kényszerállapot-változók felső és alsó határát, és megkapjuk a pontos rezonanciafrekvenciát és az egyetlen longitudinális rezgésmódot. Objektív függvény: SUB_UX. Optimalizációs módszer kiválasztása: függvényközelítő módszer (alprobléma közelítési módszer).
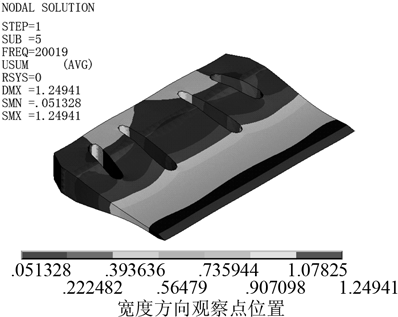
12. ábra A maró hosszirányú vibrációs módusai az optimalizáló tervezésből
A 12. ábra a vágópenge hosszirányú rezgésmódjának sematikus diagramja az optimalizálási tervezés után. A felhőkép színe különböző elmozdulási értékeket reprezentál, és látható, hogy a vágópenge vágóélének elmozdulása nagy egyenletességű. A 13. ábra a vágóél elmozdulási amplitúdó-eloszlását mutatja hosszirányú vibrációs üzemmódban, a vágóél egyenletessége 0,93.
A vágó hosszirányú rezgésének rezonanciafrekvenciája 20019 Hz, hibája 20000 Hz célfrekvenciánál 0,01%, frekvenciaintervalluma pedig meghaladja az 500 Hz-et, vagyis az optimalizált vágó pontos rezonanciafrekvenciával és tiszta longitudinális rezgésmóddal rendelkezik.
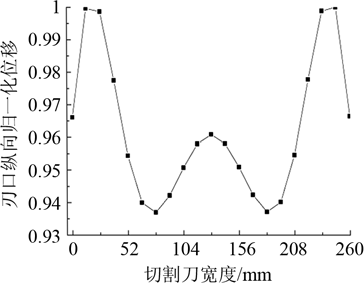
13. ábra A vágóél elmozdulási amplitúdójának eloszlása

















