Deutsch
Aufrufe: 311 Autor: Site-Editor Veröffentlichungszeit: 17.06.2019 Herkunft: Website
So entwerfen Sie ein perfektes Ultraschall-Schneidemesser
Der strukturelle Aufbau des Ultraschallschneiders für Kuchen
Zusammenfassung: Ein Ultraschallschneider mit 20 kHz für Lebensmittel wurde entwickelt, um den Anforderungen beim Schneiden großer viskoelastischer Lebensmittel gerecht zu werden. Durch die Analyse seines Modells mit der Finite-Elemente-Methode werden die Eigenfrequenzen aller Ordnungen und die Verteilung der Verschiebungsamplitude der Schneidkante ermittelt. Der Einfluss der Strukturgröße auf die Gleichmäßigkeit der Verschiebung am Ausgangsanschluss, die longitudinale Eigenfrequenz der Schwingung und die angrenzende Frequenz werden analysiert. Die Strukturparameter mit hoher Empfindlichkeit werden neu gestaltet, damit der Fräser von der Längsschwingung in der Nähe von 20 kHz dominiert wird. Der Abstand zwischen der Resonanzfrequenz und den Eigenfrequenzen ist groß genug und die Verteilung der Verschiebungsamplitude auf der Schneidkantenoberfläche wird erheblich verbessert.
In der Kuchenindustrie wird das ultraschallunterstützte Schneiden häufig verwendet, da keine scharfen Kanten und kein großer Druck erforderlich sind und das zu schneidende Material nicht leicht durch Reißen, Bruch, Verformung und Anhaften beschädigt werden kann
Wir haben die Hilfsverarbeitungstechnologie von Hochleistungslegierungen, Verbundwerkstoffen und spröden Materialien untersucht. Wir haben Ultraschall-Schneidmesser untersucht, Schneidmesser entworfen und ein dynamisches Modell und ein Strukturoptimierungsprogramm erstellt. Unser Techniker führte eine kombinierte Vibrationsbearbeitung am Werkstück aus gesintertem NdFeB-Material durch Ultraschall-Rotationsbearbeitungsverfahren durch, was die Lebensdauer des Werkzeugs verlängerte. Allerdings handelt es sich bei den meisten Verarbeitungsobjekten von Ultraschall-Vibrationshilfen um technische Materialien, und nur wenige untersuchen Ultraschall-Vibrationshilfen für weiche Materialien wie Kuchen.
Die Grundkomponenten des Ultraschallschneidgeräts sind ein Ultraschallgenerator, ein Wandler, ein Horn und ein Schneidmesser (Werkzeugkopf). Beim Schneiden des Materials wendet der Fräser die vom Horn übertragene mechanische Energie auf das zu bearbeitende Material an, um einen hochwertigen Schneideffekt zu erzielen. Die traditionelle Designtheorie beginnt mit der klassischen Theorie zur Berechnung der Strukturgröße. In der tatsächlichen Produktion ist aufgrund des relativ großen Volumens des Schneidobjekts eine Schneidklinge mit geeigneter Dicke und Breite erforderlich, und die Berechnung ist kompliziert. In diesem Artikel wird die Finite-Elemente-Software ANSYS verwendet, um ein Schneidwerkzeug mit reinem Vibrationsmodus, gleichmäßiger Amplitudenverteilung der Schneidkante und genauer Resonanzfrequenz zu entwerfen.
1 Schneidmesser-Grundstrukturdesign
In diesem Artikel wird ein zylindrischer Kuchen mit 250 mm Durchmesser als Schneidobjekt verwendet. Die Entwurfszielfrequenz (FREQ1) beträgt 20 kHz, Längsvibrationsmodus.
Die Schneidmessergröße beträgt B = 260 mm, H1 = 30 mm, H 2 = 5 mm, L1 = 50 mm, L2 = 69 mm, L3 = 50 mm. Wie in Abbildung 1 dargestellt, besteht das Material aus lebensmittelechtem Edelstahl 316L.
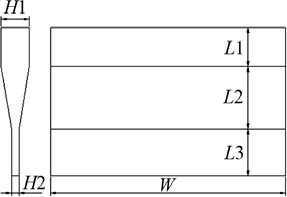
Abb.1 Schematische Darstellung eines Ultraschallschneiders
1.1 Schwingungsidentifikation
Die Form des Kuchenausstechers ähnelt der eines flachen Tellers. Diese Art von Struktur weist eine dichte Frequenzcharakteristik auf. Mithilfe der Finite-Elemente-Software haben viele Wissenschaftler die mehrdimensionale gekoppelte Schwingungsform ähnlicher Strukturen analysiert und die Strukturoptimierung abgeschlossen [8–10]. In diesem Artikel zeigt die Modalanalyse des Schneidmessers, dass es im Schneidmesser viele Moden gibt und unterschiedliche Moden unterschiedlichen Moden und unterschiedlichen Eigenfrequenzen entsprechen. Wenn sich die Strukturabmessungen des Fräsers ändern, können sich die Modalreihenfolge und die Modenform ändern, was der ANSYS-Analyse nicht förderlich ist. Daher muss das Optimierungsdesign des Schneidmessers zunächst die verschiedenen Modi identifizieren und die entsprechenden Eigenfrequenzen extrahieren.
1.2 Bestimmung der Anzahl der Slots
Um die seitliche Vibration zu reduzieren, die Gleichmäßigkeit der Amplituden- und Verschiebungsverteilung der Schneidkante zu verbessern und die Störung des benachbarten Vibrationsmodus zu vermeiden, wird dies durch das Öffnen einiger Schlitze am Schneidmesser und eine Änderung der Struktur des großen Endes erreicht. Die Anzahl der Schlitze kann mithilfe des optimierten Designmoduls der ANSYS-Finite-Elemente-Software genau bestimmt werden. Parametrisieren Sie zunächst das Fräsermodell. Das Volumenkörperelement „solid186“ wird ausgewählt und die Zellen werden durch die Methode der freien Vernetzung geteilt. Wenn sich die Fräserstruktur ändert, kann die Einheit frei erweitert werden. Die Solid186-Einheit ist ein 20-Knoten-elastoplastisches Festkörperelement mit Plastizität, Kriechen, Spannungssteifigkeit, großer Verformung und großer Dehnungsfähigkeit. Eigenschaften von 316L: Dichte r =9800 kg/m3, Elastizitätsmodul E =201 GPa, Poissonzahl m =0,3.
(1) Variableneinstellungen optimieren
Die Zielfunktion des mathematischen Schneidermodells ist SUB_UX und die Zustandsvariablen sind MFREQ1, MFREQ2 und MFREQ3. Die konkrete Bedeutung ist wie folgt definiert:
Gleichmäßigkeit SUB_UX: Längsverschiebung minimal/maximum ausgeben;
Frequenzintervall MFREQ1: Resonanzfrequenz der Längsschwingung
Der absolute Wert der 20-kHz-Differenz;
Frequenzintervall MFREQ2: der Absolutwert der Differenz zwischen der Resonanzfrequenz der Längsschwingung und der Frequenz der Längsschwingung nächstordnung;
Frequenzintervall MFREQ3: Absoluter Wert der Differenz zwischen der Resonanzfrequenz der Longitudinalschwingung und der oberen Frequenz der Longitudinalschwingung
Entwerfen Sie Variablen in die Anzahl der Slots, wählen Sie dann Optimierungswerkzeuge und Optimierungsmethoden aus, geben Sie optimale Schleifensteuerungsmethoden an und optimieren Sie
Analyse.
(2) Analyse der Ergebnisse
Nachdem die Lösung abgeschlossen ist, ist der Einfluss der Anzahl der Schlitze auf die Eigenfrequenz des Schwingungsmodus der Längsschwingung in Abb. 2 dargestellt. Der Einfluss auf das Frequenzintervall ist in Abb. 3 und Abb. 4 dargestellt, und der Einfluss auf die Gleichmäßigkeit des Ausgangsanschlusses ist in Abb. 5 dargestellt.
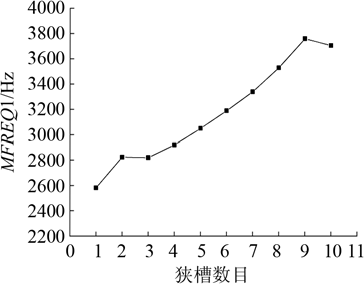
Abb.2 Einfluss der Anzahl schmaler Schlitze auf die Längsschwingungsfrequenz (MFREQ1)
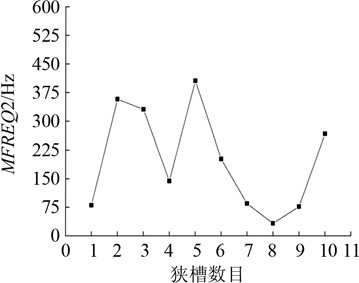
Abb.3 Einfluss der Anzahl schmaler Schlitze auf den Frequenzabstand (MFREQ2)
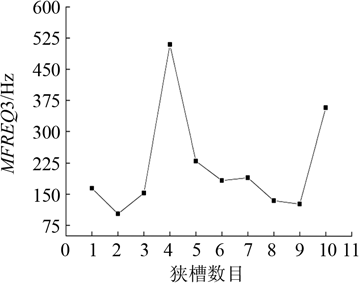
Abb.4 Einfluss der Anzahl schmaler Schlitze auf den Frequenzabstand (MFREQ3)
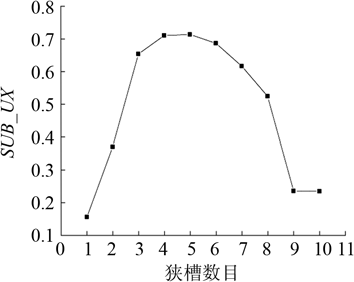
Abb.5 Einfluss der Anzahl schmaler Schlitze auf die Gleichmäßigkeit (SUB_UX)
Aus den obigen Ergebnissen ergibt sich, dass der Fräser mit 4 oder 5 Schlitzen eine hohe Gleichmäßigkeit aufweist und ein optimaler Wert ist. Die Wirkung auf das Frequenzintervall ist ähnlich. Da das Ergebnis bei 4 Slots einfacher ist und MFREQ1 kleiner ist, wird als Anzahl der Slots 4 gewählt. Da das Nuten zu diesem Zeitpunkt die Struktur des Fräsers verändert und MFREQ2 und MFREQ3 weniger als 500 Hz betragen, ist der Längsvibrationsmodus anfällig für die nahegelegene modale Interferenz; Auch die Resonanzfrequenz, die die Longitudinalschwingung erzeugt, ist weit von der Zielfrequenz entfernt. Daher wird auf der Grundlage der Bestimmung der Anzahl der Schlitze durch Ändern des Abstands zwischen den Schlitzen, der Größe der Struktur, des Drehwinkels und der Form des Eingangsendes des Fräsers die Struktur des Fräsers weiter optimiert, um den Anforderungen der Produktion gerecht zu werden. Portgleichmäßigkeit, Frequenzabstand und Nähe zur Zielfrequenz.
2 Sensitivitätsanalyse der Schneidmesserstruktur
Die Form des Fräsers nach dem Schlitzen und Ändern der großen Endstruktur ist kompliziert, und die Änderung der Größe jeder Struktur beeinflusst die Vibrationseigenschaften des Fräsers. Um bei der Sekundäroptimierung die optimale Lösung des Schneidmessers zu erhalten, kann als Konstruktionsvariable eine Struktur mit hoher Empfindlichkeit gegenüber den Schwingungseigenschaften gewählt werden. Durch die Sensitivitätsanalyse der Größe des Schneidmessers kann der Grad des Einflusses der Strukturänderung auf die Schwingungseigenschaften wie Eigenfrequenz, Frequenzabstand und Gleichmäßigkeit des Schneidmessers ermittelt werden. Bietet die Grundlage für die Auswahl von Entwurfsvariablen zur Optimierung des Entwurfs. Nach der Bearbeitung und Wärmebehandlung weisen die Vibrationseigenschaften des Schneidwerkzeugs unvermeidliche Fehler auf. Daher können die Analyseergebnisse auch eine Grundlage für die Korrektur des Schneidmessers liefern. Die für die Sensitivitätsanalyse ausgewählte Struktur des Schneidmessers ist in Abbildung 6 dargestellt.
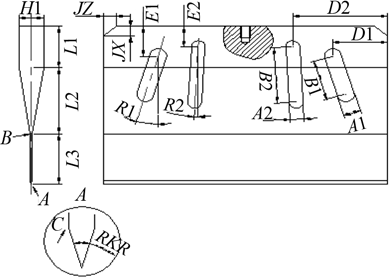
Abb.6 Die Struktur für die Sensitivitätsanalyse
Analysieren Sie die Struktur des Fräsers durch Sensitivitätsanalyse
Empfindlichkeit von SUB_UX, FREQ1, MFREQ2, MFREQ3
Die Ergebnisse sind in den Abbildungen 7 bis 10 dargestellt.
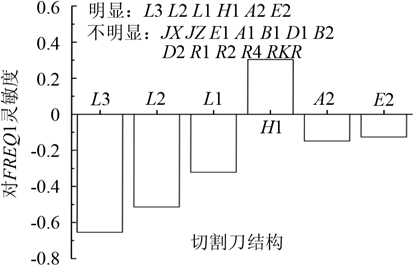
Abb.7 Einfluss der Struktur des Fräsers auf die Längsschwingungsfrequenz (FREQ1)
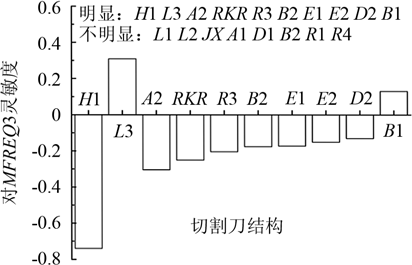
Abb.8 Einfluss der Struktur des Fräsers auf den Frequenzabstand zwischen der Längsschwingungsfrequenz und der Schwingungsfrequenz vorheriger Ordnung (MFREQ3)
Die Struktur des Fräsers hat einen relativ großen Einfluss auf die Längsschwingungsresonanzfrequenz, die L3, L2, L1, H1, A2 und E2 beträgt. Unter diesen nimmt die Längsschwingungsresonanzfrequenz mit zunehmender Größe von L3, L2, L1, A2, E2 ab; Mit zunehmender H1-Größe nimmt die Längsschwingungsresonanzfrequenz zu, wie in Abbildung 7 dargestellt.
In der Struktur des Fräsers ist der Einfluss der Längsschwingungsresonanzfrequenz und des Frequenzintervalls des Modus vorheriger Ordnung relativ groß, nämlich H1, L3, A2, RKR, R3, B2, E1, E2, D2 und B1. Unter ihnen nehmen H1, A2, RKR, R3, B2, E1, E2, D2 mit der obigen Größe zu, das Frequenzintervall nimmt ab, und L3, B1 nehmen mit der obigen Größe zu und das Intervall nimmt zu, wie in Abbildung 8 gezeigt.
In der Struktur des Fräsers ist der Einfluss der Längsschwingungsresonanzfrequenz und des Frequenzintervalls der letztgenannten ersten Mode D2, L3, L2, E2, D1, H1, L1, B2 und E1. Unter diesen nimmt das Frequenzintervall zu, wenn die Größe von D2, L3, L2, E2, D1, H1, L1, B2, E1 zunimmt. Mit zunehmender Größe von H1 und B2 nimmt das Frequenzintervall ab, wie in Abbildung 9 dargestellt.
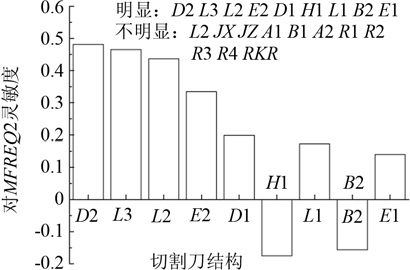
Abb. 9 Einfluss der Struktur des Fräsers auf den Frequenzabstand zwischen der Längsschwingungsfrequenz und der Schwingungsfrequenz nächster Ordnung (MFREQ2)
In der Struktur des Fräsers ist der Einfluss auf die Gleichmäßigkeit des Ausgangsendes R1, B1, R2 und A1. Unter diesen nimmt die Einheitlichkeit mit zunehmender Größe von B1 und A1 zu; Mit zunehmender Größe von R1 und R2 nimmt die Gleichmäßigkeit ab, wie in Abb. 10 dargestellt.
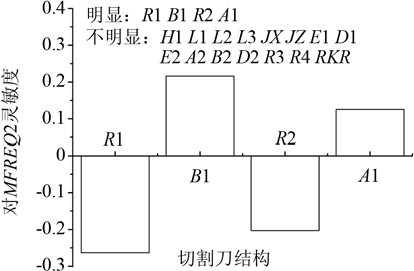
Abb.10 Einfluss der Fräserstruktur auf die Gleichmäßigkeit der Schneidkante (SUB_UX)
3 Optimierungsdesign
Gemäß den Berechnungsergebnissen der Sensitivitätsanalyse sind die Entwurfsvariablen der sekundären Optimierungsauswahl: H1, L1, L2, L3, E1, A1, B1, D1, E2, A2, B2, D2, R1, R3. Die Zustandsvariablen sind: MFREQ1, MFREQ2, MFREQ3; Es werden die Ober- und Untergrenzen der Zwangszustandsvariablen sowie die genaue Resonanzfrequenz und der einzelne Längsschwingungsmodus ermittelt. Zielfunktion: SUB_UX. Auswahl der Optimierungsmethode: Funktionsnäherungsmethode (Teilproblemnäherungsmethode).
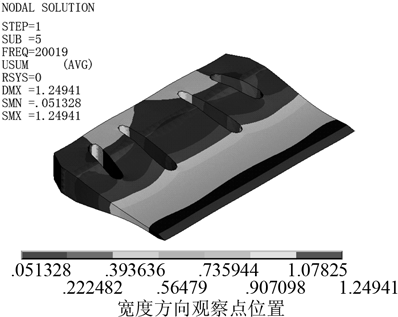
Abb. 12 Längsvibrationsmodusformen des Fräsers aus der Optimierung des Designs
Abbildung 12 ist ein schematisches Diagramm des Längsschwingungsmodus des Schneidmessers nach dem Optimierungsdesign. Die Farbe des Wolkenbildes stellt unterschiedliche Verschiebungswerte dar, und es ist ersichtlich, dass die Verschiebung der Schneidkante des Schneidmessers eine hohe Gleichmäßigkeit aufweist. Abbildung 13 zeigt die Verschiebungsamplitudenverteilung der Schneidkante im Längsvibrationsmodus und die Gleichmäßigkeit der Schneidklinge beträgt 0,93.
Die Längsschwingung des Fräsers hat eine Resonanzfrequenz von 20019 Hz, einen Fehler von 0,01 % bei der Zielfrequenz von 20000 Hz und ein Frequenzintervall von mehr als 500 Hz, d. h. der optimierte Fräser hat eine präzise Resonanzfrequenz und einen reinen Längsschwingungsmodus.
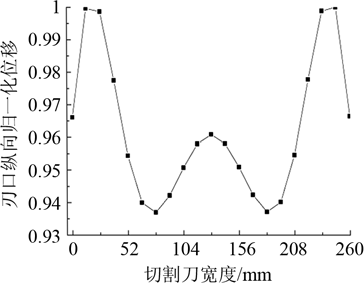
Abb.13 Verschiebungsamplitudenverteilung der Schneide

















