Сербия
Прегледи: 292 Аутор: Уредник сајта Време објаве: 17.06.2019. Порекло: Сајт
Како дизајнирати савршен ултразвучни нож за резање
Конструктивни дизајн ултразвучног резача за колаче
Апстракт: Ултразвучни резач за храну од 20 кХз је дизајниран да задовољи потребе за сечењем велике вискоеластичне хране. Анализом његовог модела методом коначних елемената добијене су природне фреквенције свих редова и расподела амплитуде померања ивице реза. Анализиран је утицај величине конструкције на уједначеност померања на излазном отвору, уздужну природну фреквенцију вибрација и суседну фреквенцију. Структурни параметри са високом осетљивошћу су редизајнирани да би резачом доминирала уздужна вибрација близу 20 кХз. Интервал између резонантне фреквенције и сопствених фреквенција је довољно велики, а расподела амплитуде померања на површини резне ивице је знатно побољшана.
У индустрији колача, ултразвучно сечење се широко користи јер не захтевају оштре ивице и велики притисак, а материјал који се сече није лако изазван цепљењем, ломљењем, деформацијом и лепљењем
проучавали смо помоћну технологију обраде легура високих перформанси, композитних материјала и крхких материјала. проучавали смо ултразвучне ножеве за сечење, дизајнирали ножеве за сечење и успоставили динамички модел и програм оптимизације структуре. Наша технички изведена комбинована вибрацијска обрада на радном комаду од синтерованог НдФеБ материјала ултразвучном ротационом методом обраде, што је продужило радни век алата. Међутим, већина објеката за обраду ултразвучних вибрационих помагала су инжењерски материјали, а неколико студија о ултразвучним вибрационим помагалима за меке материјале као што су колачи.
Основне компоненте уређаја за ултразвучно сечење су ултразвучни генератор, претварач, рог и резно сечиво (глава алата). Приликом сечења материјала, резач примењује механичку енергију коју преноси рог на материјал који се обрађује да би се добио ефекат сечења високог квалитета. Традиционална теорија пројектовања почиње са класичном теоријом да би се израчунала величина конструкције. У стварној производњи, због релативно велике запремине предмета за сечење, потребно је сечиво одговарајуће дебљине и ширине, а прорачун је компликован. У овом раду, софтвер коначних елемената АНСИС је коришћен за пројектовање резног алата са чистим вибрационим режимом, равномерном дистрибуцијом амплитуде резне ивице и тачном фреквенцијом резонанције.
1 нож за сечење основни дизајн структуре
Овај чланак користи цилиндрични колач од 250 мм као предмет за сечење. Пројектована циљна фреквенција (ФРЕК1) је 20 кХз, режим уздужних вибрација.
Величина сечива је В = 260 мм, Х1 = 30 мм, Х 2 = 5 мм, Л1 = 50 мм, Л2 = 69 мм, Л3 = 50 мм. Као што је приказано на слици 1, материјал је направљен од нерђајућег челика 316Л за храну.
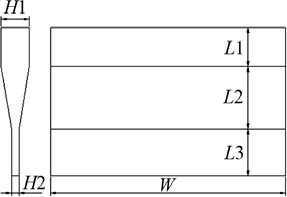
Сл.1 Шема ултразвучног резача
1.1 идентификација вибрација
Облик резача за торте је сличан облику равног тањира. Ова врста структуре има густу фреквенцијску карактеристику. Кроз софтвер коначних елемената, многи научници су анализирали вишедимензионални спрегнути вибрациони облик сличних структура и завршили структурну оптимизацију [8-10]. У овом раду, модална анализа сечива показује да у сечиву постоји много режима, а различити режими одговарају различитим режимима и различитим природним фреквенцијама. Када се промене структурне димензије резача, модални редослед и облик мода се могу променити, што није погодно за АНСИС анализу. Стога, оптимизацијски дизајн сечива прво треба да идентификује различите режиме и издвоји одговарајуће природне фреквенције.
1.2 Одређивање броја слотова
Да би се смањиле бочне вибрације, побољшала уједначеност расподеле амплитуде и померања резне ивице и избегла сметња суседног режима вибрације, то се остварује отварањем неких прореза на сечиву и променом структуре великог краја. Број слотова се може прецизно одредити коришћењем оптимизованог модула за дизајн АНСИС софтвера коначних елемената. Прво, параметризујте модел резача. Одабран је чврсти елемент солид186, а ћелије су подељене методом слободног умрежавања. Када се структура резача промени, јединица се може слободно проширити. Јединица Солид186 је еластопластични чврсти елемент са 20 чворова са пластичношћу, пузањем, крутошћу на напрезање, великом деформацијом и великом способношћу деформације. Атрибути 316Л: Густина р =9800 кг/м3, модул еластичности Е =201 ГПа, Поиссонов однос м =0,3.
(1) Оптимизујте променљиве поставке
Циљна функција математичког модела резача је СУБ_УКС, а променљиве стања су МФРЕК1, МФРЕК2 и МФРЕК3. Конкретно значење је дефинисано на следећи начин:
Униформитет СУБ_УКС: излазни уздужни померај минимум / максимум;
Фреквенцијски интервал МФРЕК1: резонантна фреквенција уздужних вибрација
Апсолутна вредност разлике од 20 кХз;
Фреквенцијски интервал МФРЕК2: апсолутна вредност разлике између резонантне фреквенције уздужне вибрације и фреквенције следећег реда уздужне вибрације;
Фреквенцијски интервал МФРЕК3: Апсолутна вредност разлике између резонантне фреквенције уздужне вибрације и горње фреквенције уздужне вибрације
Дизајнирајте варијабле у број слотова, затим изаберите алате за оптимизацију и методе оптимизације, наведите оптималне методе контроле петље и оптимизујте
Анализа.
(2) Анализа резултата
Након завршеног решења, утицај броја слотова на сопствену фреквенцију вибрационог режима уздужне вибрације приказан је на слици 2. Утицај на фреквенцијски интервал је приказан на сл.3 и сл.4, а утицај на униформност излазног терминала приказан је на сл.5.
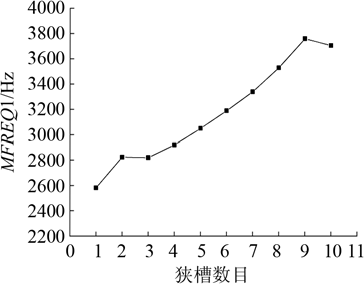
Слика 2 Утицај броја уских прореза на фреквенцију уздужних вибрација (МФРЕК1)
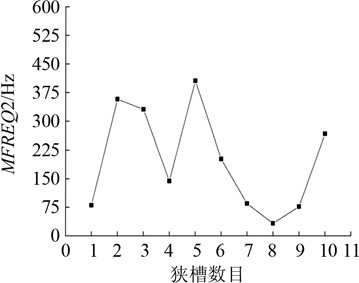
Слика 3 Утицај броја уских слотова на размак фреквенција (МФРЕК2)
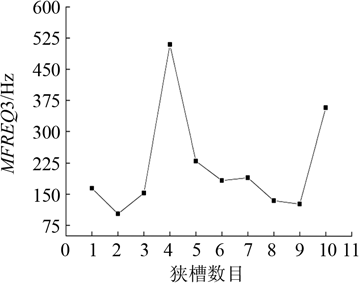
Слика 4. Утицај броја уских слотова на размак фреквенција (МФРЕК3)
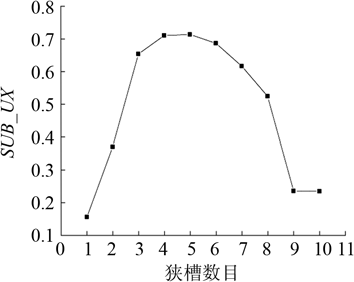
Слика 5. Утицај броја уских слотова на униформност (СУБ_УКС)
Из горе наведених резултата, када резач има 4 или 5 утора, има високу униформност и представља оптималну вредност. Његов ефекат на фреквенцијски интервал је сличан. Пошто је резултат једноставнији у 4 слота и МФРЕК1 је мањи, 4 се бира као број слотова. У овом тренутку, пошто жлебови мењају структуру резача, а МФРЕК2 и МФРЕК3 су мањи од 500 Хз, режим уздужних вибрација је подложан оближњим модалним сметњама; резонантна фреквенција која генерише лонгитудиналне вибрације је такође далеко од циљне фреквенције. Дакле, на основу одређивања броја утора, променом растојања између прореза, величине конструкције, угла ротације и облика улазног краја резача, структура резача се даље оптимизује како би задовољила захтеве производње. Уједначеност порта, размак фреквенција и близина циљне фреквенције.
2 анализа осетљивости структуре резног сечива
Облик резача након прорезивања и промене велике крајње структуре је компликован, а промена величине сваке структуре утиче на карактеристике вибрација резача. У секундарној оптимизацији, да би се добило оптимално решење сечива за сечење, као пројектна варијабла може се изабрати структура са високом осетљивошћу на карактеристике вибрација. Анализом осетљивости величине резног сечива може се добити степен утицаја структурне промене на карактеристике вибрација као што су природна фреквенција, размак фреквенција и униформност сечива. Пружа основу за одабир варијабли дизајна за оптимизацију дизајна. После машинске обраде и топлотне обраде, карактеристике вибрација резног алата имају неизбежне грешке. Дакле, резултати анализе такође могу пружити основу за корекцију сечива. Структура одабрана за анализу осетљивости сечива приказана је на слици 6.
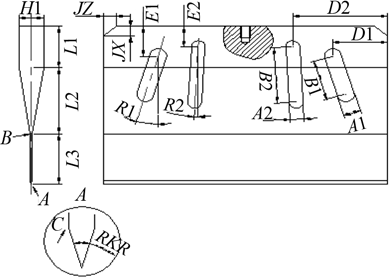
Сл.6 Структура за анализу осетљивости
Анализирати структуру резача анализом осетљивости
Осетљивост СУБ_УКС, ФРЕК1, МФРЕК2, МФРЕК3
резултати су приказани на сликама 7~10.
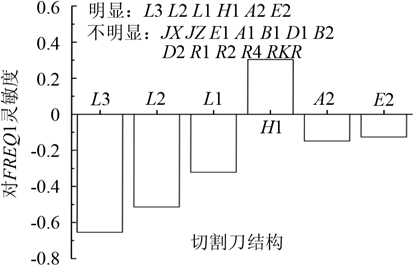
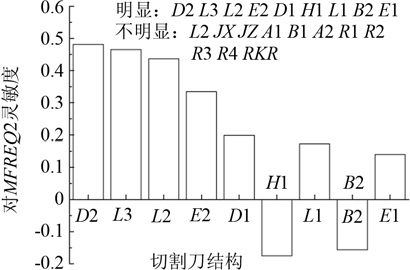
Слика 7. Утицај структуре резача на фреквенцију уздужних вибрација (ФРЕК1)
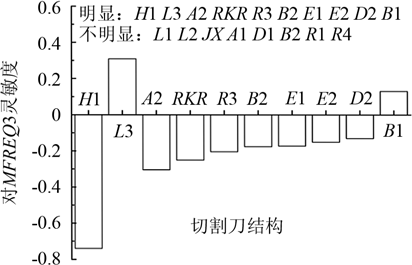
Слика 8. Утицај структуре резача на размак између уздужне фреквенције вибрација и фреквенције вибрација претходног реда (МФРЕК3)
Структура резача има релативно велики утицај на фреквенцију резонанције уздужних вибрација, која је Л3, Л2, Л1, Х1, А2 и Е2. Међу њима, како се величина Л3, Л2, Л1, А2, Е2 повећава, фреквенција резонанције уздужних вибрација се смањује; како се величина Х1 повећава, фреквенција резонанције уздужних вибрација се повећава, као што је приказано на слици 7.
У структури резача релативно је велики утицај фреквенције резонанције уздужних вибрација и фреквенцијског интервала мода претходног реда, а то су Х1, Л3, А2, РКР, Р3, Б2, Е1, Е2, Д2, и Б1. Међу њима, Х1, А2, РКР, Р3, Б2, Е1, Е2, Д2 се повећавају са горњом величином, интервал фреквенције се смањује, Л3, Б1 се повећавају са повећањем горње величине, интервал се повећава, као што је приказано на слици 8. Прикажи.
У структури резача, утицај фреквенције резонанције уздужних вибрација и фреквенцијског интервала последњег првог мода је Д2, Л3, Л2, Е2, Д1, Х1, Л1, Б2 и Е1. Међу њима, како се повећава величина Д2, Л3, Л2, Е2, Д1, Х1, Л1, Б2, Е1, интервал фреквенције се повећава; како се величина Х1 и Б2 повећава, фреквенцијски интервал се смањује, као што је приказано на слици 9. Прикажи.
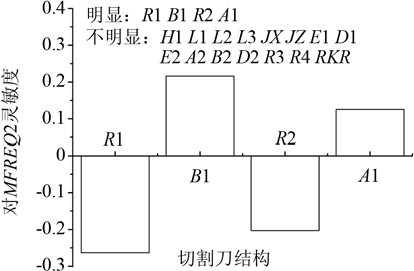
Слика 9 утицај структуре резача на размак између уздужне фреквенције вибрација и фреквенције вибрација следећег реда (МФРЕК2)
У структури резача утицај на равномерност излазног краја је Р1, Б1, Р2 и А1. Међу њима, како се повећава величина Б1 и А1, повећава се униформност; како се величина Р1 и Р2 повећава, униформност се смањује, као што је приказано на слици 10.
Сл.10 Утицај структуре резача на униформност резне ивице (СУБ_УКС)
3 оптимизацијски дизајн
Према резултатима прорачуна анализе осетљивости, пројектне варијабле селекције секундарне оптимизације су: Х1, Л1, Л2, Л3, Е1, А1, Б1, Д1, Е2, А2, Б2, Д2, Р1, Р3. Променљиве стања су: МФРЕК1, МФРЕК2, МФРЕК3; добијају се горња и доња граница варијабли стања ограничења и добијају се прецизна резонантна фреквенција и режим једне уздужне вибрације. Циљна функција: СУБ_УКС. Избор методе оптимизације: метода апроксимације функције (метода апроксимације подпроблема).
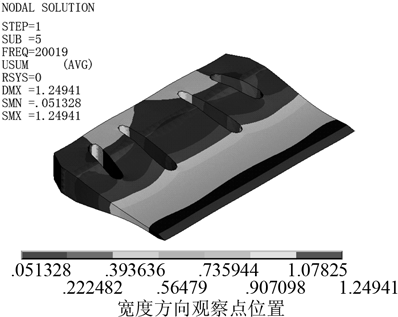
Слика 12 Облик уздужних вибрација резача из оптимизованог дизајна
Слика 12 је шематски дијаграм режима уздужних вибрација сечива за сечење након оптимизације дизајна. Боја слике облака представља различите вредности померања, а може се видети да померање резне ивице сечива има високу униформност. На слици 13 приказана је расподела амплитуде померања резне ивице у режиму уздужних вибрација, а равномерност сечива је 0,93.
Уздужна вибрација резача има резонантну фреквенцију од 20019 Хз, грешку од 0,01% са циљном фреквенцијом од 20000 Хз, и фреквентни интервал већи од 500 Хз, односно оптимизовани резач има прецизну резонантну фреквенцију и чист режим уздужне вибрације.
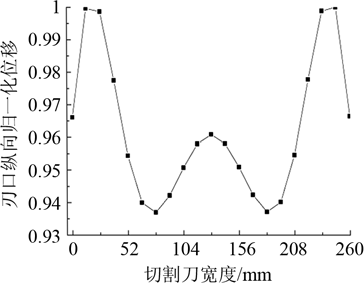
Слика 13 Расподела амплитуде померања резне ивице

















