Česky
Zobrazení: 292 Autor: Editor webu Čas publikování: 2019-06-17 Původ: místo
Jak navrhnout dokonalý ultrazvukový řezací nůž
Konstrukční řešení ultrazvukového vykrajovátka na dorty
Abstrakt: Ultrazvuková řezačka 20 kHz pro potraviny je navržena tak, aby splňovala požadavky na řezání velkých viskoelastických potravin. Analýzou jeho modelu metodou konečných prvků jsou získány vlastní frekvence všech řádů a rozložení amplitudy posunutí břitu. Je analyzován vliv velikosti struktury na rovnoměrnost posunu na výstupním otvoru, podélná vlastní frekvence vibrací a přilehlá frekvence. Konstrukční parametry s vysokou citlivostí jsou přepracovány tak, aby u frézy dominovaly podélné vibrace blízké 20 kHz. Interval mezi rezonanční frekvencí a vlastními frekvencemi je dostatečně velký a distribuce amplitudy posunutí na povrchu řezné hrany je výrazně zlepšena.
V dortovém průmyslu je ultrazvukové řezání široce používáno, protože nevyžaduje ostré hrany a velký tlak a řezaný materiál není snadno způsoben roztržením, zlomením, deformací a slepením.
studovali jsme pomocnou technologii zpracování vysoce výkonných slitin, kompozitních materiálů a křehkých materiálů. studovali jsme ultrazvukové řezací nože, navrhli řezací nože a vytvořili program dynamického modelu a strukturální optimalizace. Naše technické provedení kombinovaného vibračního zpracování na obrobku ze slinutého NdFeB materiálu metodou ultrazvukového rotačního zpracování, které prodloužilo životnost nástroje. Nicméně, většina předmětů zpracování ultrazvukových vibračních pomůcek jsou technické materiály a jen málo z nich studuje ultrazvukové vibrační pomůcky pro měkké materiály, jako jsou koláče.
Základními součástmi ultrazvukového řezacího zařízení jsou ultrazvukový generátor, měnič, trychtýř a řezný kotouč (nástrojová hlava). Při řezání materiálu fréza aplikuje mechanickou energii přenášenou trychtýřem na zpracovávaný materiál, aby se dosáhlo vysoce kvalitního řezného efektu. Tradiční teorie návrhu začíná klasickou teorií pro výpočet konstrukční velikosti. Při vlastní výrobě je vzhledem k poměrně velkému objemu řezaného předmětu potřeba řezací kotouč vhodné tloušťky a šířky a výpočet je komplikovaný. V tomto článku je software konečných prvků ANSYS použit k návrhu řezného nástroje s čistě vibračním režimem, rovnoměrným rozložením amplitudy řezné hrany a přesnou rezonanční frekvencí.
1 řezací nůž základní konstrukce konstrukce
Tento výrobek používá jako řezný předmět 250 mm válcový koláč. Návrhová cílová frekvence (FREQ1) je 20 kHz, režim podélných vibrací.
Velikost řezného kotouče je Š = 260 mm, V1 = 30 mm, V 2 = 5 mm, L1 = 50 mm, L2 = 69 mm, L3 = 50 mm. Jak je znázorněno na obrázku 1, materiál je vyroben z potravinářské nerezové oceli 316L.
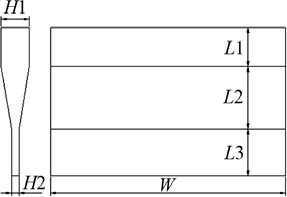
Obr.1 Schéma ultrazvukové řezačky
1.1 identifikace vibrací
Tvar vykrajovátka na dort je podobný jako u plochého talíře. Tento typ struktury má hustou frekvenční charakteristiku. Prostřednictvím softwaru konečných prvků mnoho vědců analyzovalo vícerozměrnou sdruženou vibrační formu podobných struktur a dokončilo strukturální optimalizaci [8-10]. V tomto článku modální analýza řezné čepele ukazuje, že v řezné čepeli existuje mnoho režimů a různé režimy odpovídají různým režimům a různým vlastním frekvencím. Když se změní konstrukční rozměry frézy, může se změnit modální pořadí a tvar režimu, což není vhodné pro analýzu ANSYS. Optimalizační návrh řezné čepele proto nejprve potřebuje identifikovat různé režimy a extrahovat odpovídající vlastní frekvence.
1.2 Stanovení počtu slotů
Aby se snížily boční vibrace, zlepšila se rovnoměrnost amplitudy a distribuce posunutí řezné hrany a zabránilo se interferenci režimu sousedních vibrací, je realizováno otevřením některých štěrbin na řezné čepeli a změnou struktury velkého konce. Počet slotů lze přesně určit pomocí optimalizovaného konstrukčního modulu softwaru konečných prvků ANSYS. Nejprve parametrizujte model frézy. Vybere se pevný prvek solid186 a buňky se rozdělí metodou volné sítě. Při změně konstrukce frézy lze jednotku libovolně vysouvat. Jednotka Solid186 je 20-uzlový elastoplastický pevný prvek s plasticitou, tečením, tuhostí napětí, velkou deformací a schopností velkého napětí. Vlastnosti 316L: Hustota r =9800 kg/m3, modul pružnosti E =201 GPa, Poissonův poměr m =0,3.
(1) Optimalizujte nastavení proměnných
Cílová funkce matematického modelu řezačky je SUB_UX a stavové proměnné jsou MFREQ1, MFREQ2 a MFREQ3. Konkrétní význam je definován takto:
Rovnoměrnost SUB_UX: výstupní podélné posunutí minimální / maximální;
Frekvenční interval MFREQ1: rezonanční frekvence podélného kmitání
Absolutní hodnota rozdílu 20 kHz;
Frekvenční interval MFREQ2: absolutní hodnota rozdílu mezi rezonanční frekvencí podélného kmitání a kmitočtem dalšího řádu podélného kmitání;
Frekvenční interval MFREQ3: Absolutní hodnota rozdílu mezi rezonanční frekvencí podélného kmitání a horní frekvencí podélného kmitání
Navrhněte proměnné do počtu slotů, poté vyberte optimalizační nástroje a optimalizační metody, určete optimální metody řízení smyčky a optimalizujte
Analýza.
(2) Analýza výsledků
Po dokončení řešení je vliv počtu štěrbin na vlastní frekvenci vibračního režimu podélného kmitání znázorněn na obr. 2. Vliv na frekvenční interval je znázorněn na obr. 3 a obr. 4 a vliv na rovnoměrnost výstupní svorky je znázorněn na obr. 5. Obr.
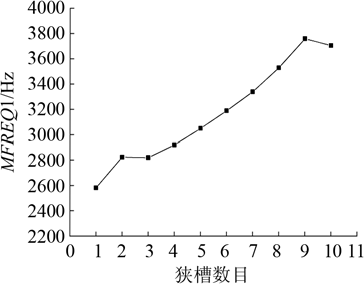
Obr.2 Vliv počtu úzkých štěrbin na frekvenci podélných vibrací (MFREQ1) Obr.
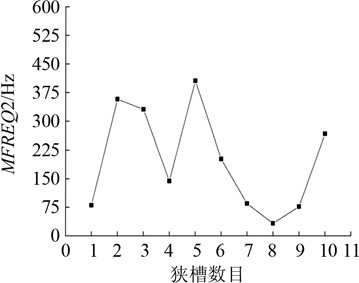
Obr.3 Vliv počtu úzkých slotů na frekvenční rozestup (MFREQ2) Obr.
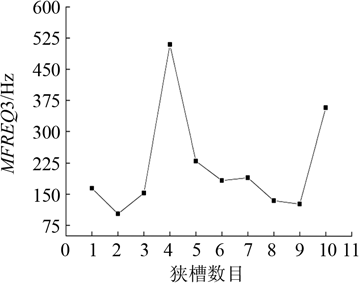
Obr.4 Vliv počtu úzkých slotů na frekvenční rozestup (MFREQ3) Obr.
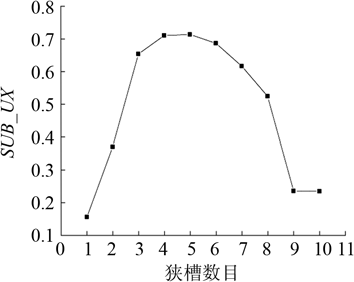
Obr.5 Vliv počtu úzkých slotů na uniformitu (SUB_UX)
Z výše uvedených výsledků vyplývá, že když má fréza 4 nebo 5 drážek, má vysokou rovnoměrnost a představuje optimální hodnotu. Jeho vliv na frekvenční interval je podobný. Protože je výsledek jednodušší ve 4 slotech a MFREQ1 je menší, je jako počet slotů zvoleno 4. V tomto okamžiku, protože drážkování mění strukturu frézy a MFREQ2 a MFREQ3 jsou menší než 500 Hz, je režim podélných vibrací citlivý na blízkou modální interferenci; rezonanční frekvence, která generuje podélné vibrace, je také daleko od cílové frekvence. Na základě stanovení počtu štěrbin, změnou vzdálenosti mezi štěrbinami, velikosti konstrukce, úhlu natočení a tvaru vstupního konce frézy je tedy konstrukce frézy dále optimalizována tak, aby vyhovovala požadavkům výroby. Rovnoměrnost portů, frekvenční rozestup a blízkost k cílové frekvenci.
2 analýza citlivosti struktury řezné čepele
Tvar frézy po drážkování a změně struktury velkého konce je komplikovaný a změna velikosti každé struktury ovlivňuje vibrační charakteristiky frézy. V sekundární optimalizaci lze pro získání optimálního řešení řezného kotouče zvolit jako konstrukční proměnnou konstrukci s vysokou citlivostí na vibrační charakteristiky. Prostřednictvím analýzy citlivosti velikosti řezné čepele lze získat míru vlivu strukturální změny na vibrační charakteristiky, jako je vlastní frekvence, frekvenční rozestup a rovnoměrnost řezné čepele. Poskytuje základ pro výběr proměnných návrhu pro optimalizaci návrhu. Po opracování a tepelném zpracování mají vibrační charakteristiky řezného nástroje nevyhnutelné chyby. Proto výsledky analýzy mohou také poskytnout základ pro korekci řezné čepele. Struktura vybraná pro analýzu citlivosti řezné čepele je znázorněna na obrázku 6.
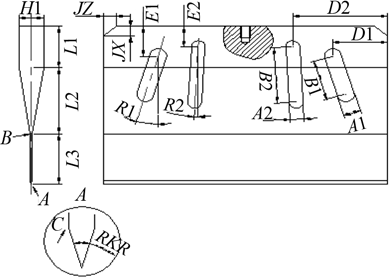
Obr.6 Struktura pro analýzu citlivosti
Analyzujte strukturu frézy analýzou citlivosti
Citlivost SUB_UX, FREQ1, MFREQ2, MFREQ3
výsledky jsou uvedeny na obrázcích 7-10.
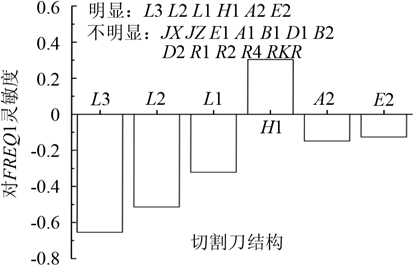
Obr.7 Vliv konstrukce frézy na frekvenci podélných vibrací (FREQ1) Obr.
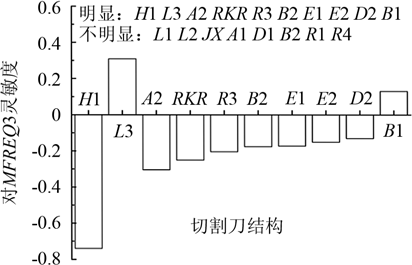
Obr.8 Vliv konstrukce frézy na frekvenční rozteč mezi frekvencí podélných vibrací a frekvencí vibrací předchozího řádu (MFREQ3) Obr.
Konstrukce frézy má poměrně velký vliv na podélnou vibrační rezonanční frekvenci, která je L3, L2, L1, H1, A2 a E2. Mezi nimi, jak se zvětšuje velikost L3, L2, L1, A2, E2, podélná vibrační rezonanční frekvence klesá; jak se zvětšuje velikost H1, zvyšuje se podélná vibrační rezonanční frekvence, jak je znázorněno na obrázku 7.
Ve struktuře frézy je poměrně velký vliv podélné vibrační rezonanční frekvence a frekvenčního intervalu režimu předchozího řádu, což jsou H1, L3, A2, RKR, R3, B2, E1, E2, D2 a B1. Mezi nimi se H1, A2, RKR, R3, B2, E1, E2, D2 zvětšují s výše uvedenou velikostí, frekvenční interval se zmenšuje, L3, B1 se zvětšuje s nárůstem výše uvedené velikosti, interval se zvyšuje, jak je znázorněno na obrázku 8. Ukaž.
Ve struktuře frézy je vliv podélné vibrační rezonanční frekvence a frekvenčního intervalu druhého prvního módu D2, L3, L2, E2, D1, H1, L1, B2 a E1. Mezi nimi, jak se zvětšuje velikost D2, L3, L2, E2, D1, H1, L1, B2, E1, frekvenční interval se zvyšuje; jak se zvětšuje velikost H1 a B2, frekvenční interval se snižuje, jak je znázorněno na obrázku 9. Ukaž.
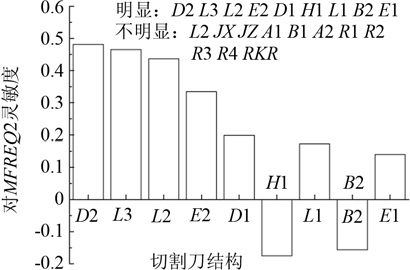
Obr.9 vliv konstrukce frézy na frekvenční rozteč mezi podélnou frekvencí vibrací a frekvencí vibrací dalšího řádu (MFREQ2) Obr.
Ve struktuře frézy je vliv na rovnoměrnost výstupního konce R1, B1, R2 a A1. Mezi nimi, jak se zvětšuje velikost B1 a A1, zvyšuje se uniformita; jak se zvětšuje velikost R1 a R2, uniformita klesá, jak je znázorněno na obr. 10.
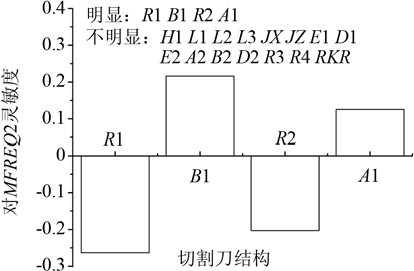
Obr.10 Vliv struktury frézy na rovnoměrnost řezné hrany (SUB_UX) Obr.
3 návrh optimalizace
Podle výsledků výpočtu analýzy citlivosti jsou návrhové proměnné výběru sekundární optimalizace: H1, L1, L2, L3, E1, A1, B1, D1, E2, A2, B2, D2, R1, R3. Stavové proměnné jsou: MFREQ1, MFREQ2, MFREQ3; jsou získány horní a dolní meze omezujících stavových proměnných a jsou získány přesné rezonanční frekvence a režim jediné podélné vibrace. Objektivní funkce: SUB_UX. Volba optimalizační metody: metoda aproximace funkce (metoda aproximace podproblémů).
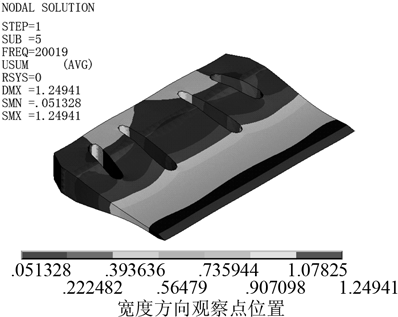
Obr.12 Tvary režimu podélných vibrací frézy z optimalizačního návrhu
Obrázek 12 je schematický diagram režimu podélných vibrací řezné čepele po návrhu optimalizace. Barva obrázku mraku představuje různé hodnoty posunutí a je vidět, že posunutí řezné hrany řezné čepele má vysokou rovnoměrnost. Obrázek 13 ukazuje rozložení amplitudy posunutí řezné hrany v režimu podélných vibrací a rovnoměrnost řezné čepele je 0,93.
Podélné vibrace frézy mají rezonanční frekvenci 20019 Hz, chybu 0,01 % s cílovou frekvencí 20000 Hz a frekvenční interval více než 500 Hz, to znamená, že optimalizovaná fréza má přesnou rezonanční frekvenci a čistý režim podélných vibrací.
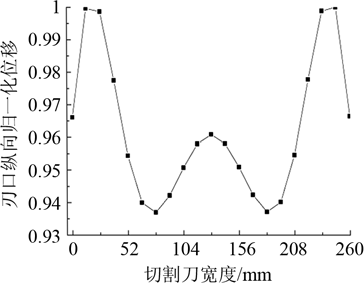
Obr.13 Rozložení amplitudy posunutí řezné hrany

















