Italiano
Visualizzazioni: 311 Autore: Editor del sito Orario di pubblicazione: 2019-06-17 Origine: Sito
Come progettare un perfetto coltello da taglio ad ultrasuoni
Il design strutturale della taglierina ad ultrasuoni per torte
Riassunto: Un taglierino ad ultrasuoni da 20 kHz per alimenti è progettato per soddisfare la domanda di taglio di alimenti viscoelastici di grandi dimensioni. Analizzando il suo modello con il metodo degli elementi finiti, si ottengono le frequenze naturali di tutti gli ordini e la distribuzione dell'ampiezza di spostamento del tagliente. Vengono analizzati l'influenza della dimensione della struttura sull'uniformità dello spostamento nella porta di uscita, la frequenza naturale longitudinale della vibrazione e la frequenza adiacente. I parametri strutturali ad alta sensibilità sono stati riprogettati per rendere la fresa dominata dalla vibrazione longitudinale vicino a 20 kHz. L'intervallo tra la frequenza di risonanza e le frequenze naturali è sufficientemente ampio e la distribuzione dell'ampiezza di spostamento sulla superficie del tagliente è notevolmente migliorata.
Nell'industria delle torte, il taglio assistito da ultrasuoni è ampiamente utilizzato perché non richiede bordi taglienti e grande pressione e il materiale da tagliare non è facilmente causato da strappi, rotture, deformazioni e attaccamenti
abbiamo studiato la tecnologia di lavorazione ausiliaria di leghe ad alte prestazioni, materiali compositi e materiali fragili. abbiamo studiato coltelli da taglio ad ultrasuoni, progettato coltelli da taglio e stabilito un modello dinamico e un programma di ottimizzazione strutturale. Il nostro tecnico ha eseguito un'elaborazione combinata delle vibrazioni sul pezzo in materiale NdFeB sinterizzato mediante il metodo di lavorazione rotativa ad ultrasuoni, che ha prolungato la durata dell'utensile. Tuttavia, la maggior parte degli oggetti di lavorazione degli ausili a vibrazione ultrasonica sono materiali tecnici e pochi studi sugli ausili a vibrazione ultrasonica per materiali morbidi come le torte.
I componenti di base del dispositivo di taglio a ultrasuoni sono un generatore di ultrasuoni, un trasduttore, un corno e una lama da taglio (testa dell'utensile). Durante il taglio del materiale, la taglierina applica l'energia meccanica trasmessa dal corno al materiale in lavorazione per ottenere un effetto di taglio di alta qualità. La teoria della progettazione tradizionale inizia con la teoria classica per calcolare la dimensione strutturale. Nella produzione effettiva, a causa del volume relativamente grande dell'oggetto da tagliare, è necessaria una lama da taglio di spessore e larghezza adeguati e il calcolo è complicato. In questo articolo, il software a elementi finiti ANSYS viene utilizzato per progettare un utensile da taglio con modalità di vibrazione pura, distribuzione uniforme dell'ampiezza del tagliente e frequenza di risonanza accurata.
1 coltello da taglio con struttura di base
Questo articolo utilizza una torta cilindrica da 250 mm come oggetto da tagliare. La frequenza target di progetto (FREQ1) è 20 kHz, modalità di vibrazione longitudinale.
La dimensione della lama di taglio è L = 260 mm, H1 = 30 mm, H 2 = 5 mm, L1 = 50 mm, L2 = 69 mm, L3 = 50 mm. Come mostrato nella Figura 1, il materiale è realizzato in acciaio inossidabile 316L per uso alimentare.
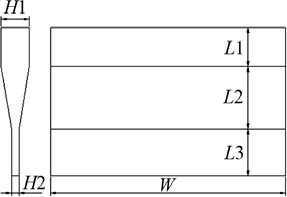
Fig.1 Schema della taglierina ad ultrasuoni
1.1 identificazione delle vibrazioni
La forma del tagliatorta è simile a quella di un piatto piano. Questo tipo di struttura ha una caratteristica di frequenza densa. Attraverso il software agli elementi finiti, molti studiosi hanno analizzato la forma vibrazionale accoppiata multidimensionale di strutture simili e completato l'ottimizzazione strutturale [8-10]. In questo articolo, l'analisi modale della lama di taglio mostra che esistono molte modalità nella lama di taglio e che modalità diverse corrispondono a modalità diverse e a frequenze naturali diverse. Quando le dimensioni strutturali della taglierina cambiano, l'ordine modale e la forma modale possono cambiare, il che non è favorevole all'analisi ANSYS. Pertanto, il progetto di ottimizzazione della lama di taglio deve prima identificare le varie modalità ed estrarre le corrispondenti frequenze naturali.
1.2 Determinazione del numero degli slot
Al fine di ridurre la vibrazione laterale, migliorare l'uniformità della distribuzione dell'ampiezza e dello spostamento del tagliente ed evitare l'interferenza della modalità di vibrazione adiacente, si realizza aprendo alcune fessure sulla lama di taglio e modificando la struttura dell'estremità grande. Il numero di slot può essere determinato con precisione utilizzando il modulo di progettazione ottimizzata del software a elementi finiti ANSYS. Per prima cosa parametrizzare il modello del cutter. Viene selezionato l'elemento solido solid186 e le celle vengono divise con il metodo della mesh libera. Quando la struttura della taglierina cambia, l'unità può essere estesa liberamente. L'unità Solid186 è un elemento solido elastoplastico a 20 nodi con plasticità, scorrimento viscoso, rigidità alla sollecitazione, grande deformazione e grande capacità di deformazione. Attributi del 316L: Densità r =9800 kg/ m3, modulo di elasticità E =201 GPa, coefficiente di Poisson m =0,3.
(1) Ottimizza le impostazioni delle variabili
La funzione obiettivo del modello matematico della taglierina è SUB_UX e le variabili di stato sono MFREQ1, MFREQ2 e MFREQ3. Il significato specifico è definito come segue:
Uniformità SUB_UX: spostamento longitudinale in uscita minimo/massimo;
Intervallo di frequenza MFREQ1: frequenza di risonanza della vibrazione longitudinale
Il valore assoluto della differenza di 20 kHz;
Intervallo di frequenza MFREQ2: valore assoluto della differenza tra la frequenza di risonanza della vibrazione longitudinale e la frequenza di ordine successivo della vibrazione longitudinale;
Intervallo di frequenza MFREQ3: Valore assoluto della differenza tra la frequenza di risonanza della vibrazione longitudinale e la frequenza superiore della vibrazione longitudinale
Progettare variabili nel numero di slot, quindi selezionare strumenti e metodi di ottimizzazione, specificare metodi di controllo del loop ottimali e ottimizzare
Analisi.
(2) Analisi dei risultati
Una volta completata la soluzione, l'influenza del numero di slot sulla frequenza naturale del modo di vibrazione della vibrazione longitudinale è mostrata in Fig. 2. L'influenza sull'intervallo di frequenza è mostrata in Fig. 3 e Fig. 4 e l'influenza sull'uniformità del terminale di uscita è mostrata in Fig. 5.
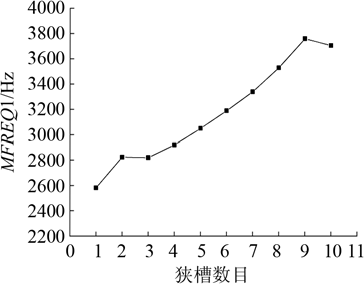
Fig.2 Influenza del numero di fessure strette sulla frequenza di vibrazione longitudinale (MFREQ1)
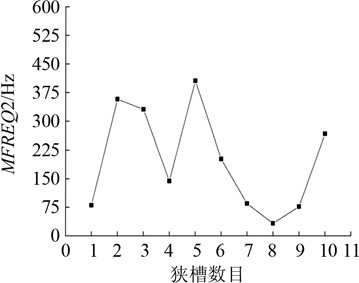
Fig.3 Influenza del numero di slot stretti sulla spaziatura di frequenza (MFREQ2)
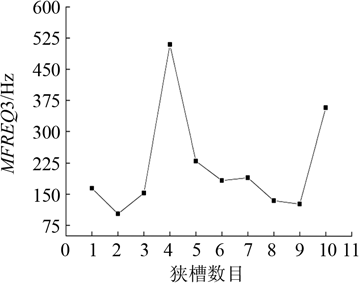
Fig.4 Influenza del numero di slot stretti sulla spaziatura di frequenza (MFREQ3)
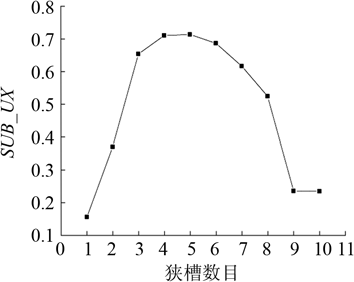
Fig.5 Influenza del numero di fessure strette sull'uniformità (SUB_UX)
Dai risultati di cui sopra, quando la taglierina ha 4 o 5 fessure, ha un'elevata uniformità ed è un valore ottimale. Il suo effetto sull'intervallo di frequenza è simile. Poiché il risultato è più semplice in 4 slot e MFREQ1 è più piccolo, viene selezionato 4 come numero di slot. In questo momento, poiché la scanalatura modifica la struttura della fresa e MFREQ2 e MFREQ3 sono inferiori a 500 Hz, la modalità di vibrazione longitudinale è suscettibile all'interferenza modale vicina; anche la frequenza di risonanza che genera la vibrazione longitudinale è lontana dalla frequenza target. Pertanto, sulla base della determinazione del numero di fessure, modificando la distanza tra le fessure, la dimensione della struttura, l'angolo di rotazione e la forma dell'estremità di ingresso della taglierina, la struttura della taglierina viene ulteriormente ottimizzata per soddisfare i requisiti della produzione. Uniformità delle porte, spaziatura delle frequenze e vicinanza alla frequenza target.
2 analisi di sensibilità della struttura della lama di taglio
La forma della taglierina dopo l'intaglio e la modifica della struttura dell'estremità grande è complicata e la modifica delle dimensioni di ciascuna struttura influisce sulle caratteristiche di vibrazione della taglierina. Nell'ottimizzazione secondaria, al fine di ottenere la soluzione ottimale della lama di taglio, è possibile selezionare come variabile di progetto una struttura con elevata sensibilità alle caratteristiche di vibrazione. Attraverso l'analisi di sensibilità delle dimensioni della lama di taglio, è possibile ottenere il grado di influenza del cambiamento strutturale sulle caratteristiche di vibrazione come la frequenza naturale, la spaziatura delle frequenze e l'uniformità della lama di taglio. Fornisce la base per selezionare le variabili di progettazione per ottimizzare il progetto. Dopo la lavorazione e il trattamento termico, le caratteristiche di vibrazione dell'utensile da taglio presentano errori inevitabili. Pertanto i risultati dell'analisi possono fornire anche una base per la correzione della lama di taglio. La struttura selezionata per l'analisi di sensibilità della lama di taglio è mostrata nella Figura 6.
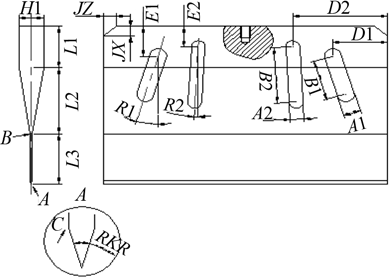
Fig.6 La struttura per l'analisi di sensibilità
Analizzare la struttura della taglierina mediante analisi di sensibilità
Sensibilità di SUB_UX, FREQ1, MFREQ2, MFREQ3
i risultati sono mostrati nelle Figure 7~10.
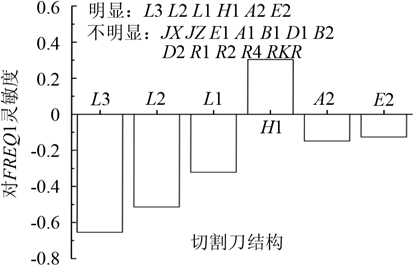
Fig.7 Influenza della struttura della fresa sulla frequenza di vibrazione longitudinale (FREQ1)
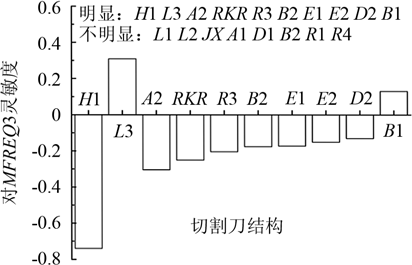
Fig.8 Influenza della struttura della fresa sulla spaziatura di frequenza tra la frequenza di vibrazione longitudinale e la frequenza di vibrazione dell'ordine precedente (MFREQ3)
La struttura della taglierina ha un'influenza relativamente grande sulla frequenza di risonanza della vibrazione longitudinale, che è L3, L2, L1, H1, A2 ed E2. Tra questi, all'aumentare della dimensione di L3, L2, L1, A2, E2, diminuisce la frequenza di risonanza della vibrazione longitudinale; all'aumentare della dimensione H1 aumenta la frequenza di risonanza della vibrazione longitudinale, come mostrato in Figura 7.
Nella struttura della taglierina, l'influenza della frequenza di risonanza della vibrazione longitudinale e dell'intervallo di frequenza della modalità dell'ordine precedente è relativamente ampia, che sono H1, L3, A2, RKR, R3, B2, E1, E2, D2 e B1. Tra questi, H1, A2, RKR, R3, B2, E1, E2, D2 aumentano con la dimensione sopra, l'intervallo di frequenza diminuisce, L3, B1 aumentano con l'aumento della dimensione sopra, l'intervallo aumenta, come mostrato nella Figura 8. Mostra.
Nella struttura della fresa, l'influenza della frequenza di risonanza della vibrazione longitudinale e dell'intervallo di frequenza di quest'ultima prima modalità è D2, L3, L2, E2, D1, H1, L1, B2 ed E1. Tra questi, all'aumentare della dimensione di D2, L3, L2, E2, D1, H1, L1, B2, E1, aumenta l'intervallo di frequenza; all'aumentare della dimensione di H1 e B2, l'intervallo di frequenza diminuisce, come mostrato nella Figura 9. Mostra.
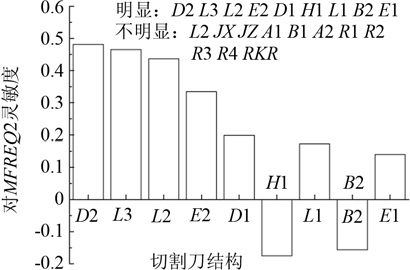
Fig.9 influenza della struttura della fresa sulla spaziatura di frequenza tra la frequenza di vibrazione longitudinale e la frequenza di vibrazione di ordine successivo (MFREQ2)
Nella struttura della taglierina, l'influenza sull'uniformità dell'estremità di uscita è R1, B1, R2 e A1. Tra questi, all'aumentare della dimensione di B1 e A1, aumenta l'uniformità; all'aumentare della dimensione di R1 e R2 l'uniformità diminuisce, come mostrato in Fig. 10.
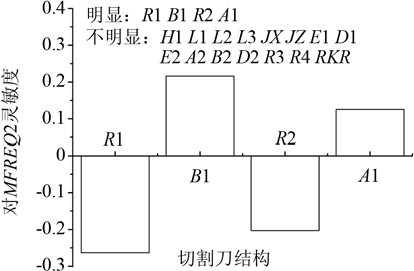
Fig.10 Influenza della struttura della fresa sull'uniformità del tagliente (SUB_UX)
3 progettazione di ottimizzazione
Secondo i risultati del calcolo dell'analisi di sensibilità, le variabili di progettazione della selezione dell'ottimizzazione secondaria sono: H1, L1, L2, L3, E1, A1, B1, D1, E2, A2, B2, D2, R1, R3. Le variabili di stato sono: MFREQ1, MFREQ2, MFREQ3; si ottengono i limiti superiore e inferiore delle variabili di stato del vincolo, la precisa frequenza di risonanza e il singolo modo di vibrazione longitudinale. Funzione obiettivo: SUB_UX. Scelta del metodo di ottimizzazione: metodo di approssimazione di funzioni (metodo di approssimazione di sottoproblemi).
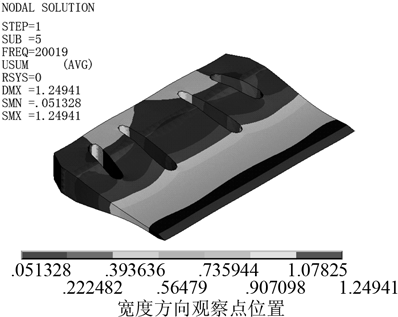
Fig.12 Forme della modalità di vibrazione longitudinale della fresa dal design di ottimizzazione
La Figura 12 è un diagramma schematico della modalità di vibrazione longitudinale della lama di taglio dopo la progettazione di ottimizzazione. Il colore dell'immagine della nuvola rappresenta diversi valori di spostamento e si può vedere che lo spostamento del tagliente della lama di taglio ha un'elevata uniformità. La Figura 13 mostra la distribuzione dell'ampiezza dello spostamento del tagliente nella modalità di vibrazione longitudinale e l'uniformità della lama di taglio è 0,93.
La vibrazione longitudinale della fresa ha una frequenza di risonanza di 20019 Hz, un errore dello 0,01% con la frequenza target di 20000 Hz e un intervallo di frequenza superiore a 500 Hz, ovvero la fresa ottimizzata ha una frequenza di risonanza precisa e una modalità di vibrazione longitudinale pura.
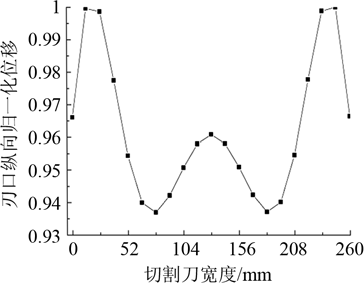
Fig.13 Distribuzione dell'ampiezza di spostamento del tagliente

















